角接触球轴承套圈沟位置的测量分析及改进
2015-07-25胡晓辉吕超
胡晓辉,吕超
(大连大友高技术陶瓷有限公司,辽宁 大连 116600)
角接触球轴承套圈沟道宽度(按弧长计算)的横截面轮廓近似于1/4圆周,一般称这种形状为半沟(深沟球轴承套圈沟道称全沟)。高精度角接触球轴承要求沟位置的公差在±0.01 mm左右,测量精度为0.001 mm。在实际测量套圈沟位置时,经常出现测量准确度及精度达不到要求的问题。
实际生产中,企业一般使用D012(测量外圈)和D022(测量内圈)轴承测量仪,由于这2种仪器针对深沟球轴承套圈设计而成,在测量角接触球轴承套圈时出现了许多不适应及无法解决的问题,而且这些问题属于系统误差,无法通过调整仪器进行修正和消除。在此,针对这些问题进行分析并给出改进办法。
1 内圈沟位置测量分析
1.1 用D022仪器测量
使用D022仪器进行测量会产生3种不同形式的系统误差。
由于D022使用两点接触式压头,该压头端头为圆形平面,而内圈沟道横截面是圆弧形状,压头中心线与沟位置轴线无法重合,根本不能保证压头位置正确。因此测量前与代用标准件对表获取的标准件示值必然存在误差,这样就会形成1个系统误差,从而使所有被测数值都产生1个累加偏差ΔL1,如图1所示。

图1 内圈沟位置示意图
压头顶端使用一段时间后,锐角被磨掉,测量时由于表头弹力的作用,会使被测内圈相对于压头向K方向移动,压头无法用锐角卡住套圈沿轴向的移动。内圈沿轴向移动ΔL2,而压头不动,使得压头中心线与沟位置轴线之间距离也为ΔL2,如图2所示。

图2 仪器压头压力示意图
在加工过程中,内圈沟道横截面圆弧半径R不可能完全一致,R变大时,在测量表头施加的压力作用下套圈会向K方向移动,直到测头前缘卡住内圈圆弧为止。此时压头中心线偏离沟位置轴线的距离近似等于ΔL3;当R变小时,误差方向相反,如图3所示。

图3 内圈沟位置测量误差示意图(D022)
假设与代用标准件对表过程中没有误差,将测量仪表对零后开始测量。设被测件在表上的示值为A1,而被测件沟位置的实际数值为
A2=A1+ΔL1+ΔL2+ΔL3,
则沟位置的测量误差ΔA为
ΔA=A2-A1=ΔL1+ΔL2+ΔL3。
实际上,与标准件的对表过程中存在误差ΔL1标,ΔL2标,此误差是随机的且无有效约束,其值不能确定,而且此误差不能与被测件测量时的对应误差ΔL1,ΔL2相互抵消。因此,使用D022轴承测量仪测量角接触球轴承内圈沟位置时产生的系统误差为
δ=ΔL1+ΔL2+ΔL3-ΔL1标+ΔL2标,
此式为代数式,当假定一个方向为正数时,相反方向即为负数。
1.2 用W013仪器测量
W013仪器测量内圈沟位置的原理如图4所示。依据GB/T 307.2—2005《滚动轴承 测量和检验的原则及方法》,W013是专门测量沟位置的仪器,可完全满足深沟球轴承套圈沟位置的测量精度要求,而在测量角接触球轴承套圈沟位置时,尽管有定位平面将轴承套圈稳定定位,但W013的测头中心线仍然很难保证与套圈沟道横截面轴线重合,因此会产生1.1节中的误差ΔL1。而当角接触球轴承套圈沟道横截面圆弧半径R变化时,也会产生1.1节中的误差ΔL3。

图4 内圈沟位置测量误差示意图(W013)
1.3 测量改进
秉承“系统越简单,所产生的系统误差越小”的原则,针对角接触球轴承内圈的特点,提出以下提高沟位置测量精度的改进方案。
如图5所示,设计了内圈沟位置测量专用装置,使用时需将事先制作的专用球支架装于此装置的前端,将装置的测量端在内圈直径方向上对准内圈沟道,旋转调节螺杆,将球支架上的球压紧于内圈沟道底部,然后置于G904仪器上即可开始测量。
首先,将2粒半径略小于R的钢球(或陶瓷球)沿径向用专用装置压紧于内圈沟道底部。由于球的特性及沟道圆弧形状,球受到压力后会自然向沟底滑动,直到与沟底完全吻合,并用螺杆施加一定的压力,保证球在受到测量头的压力后不会产生沿内圈轴向的移动。然后,调整G904测量仪,清洁G904底座平台,用事先制作好的高度标准件将G904上的千分表对零。最后,将测量专用装置连同内圈按图6所示方式置于G904底座平台上,使千分表测头接触球表面,前后左右移动测量专用装置和内圈,千分表的最大读数即为内圈沟位置值。
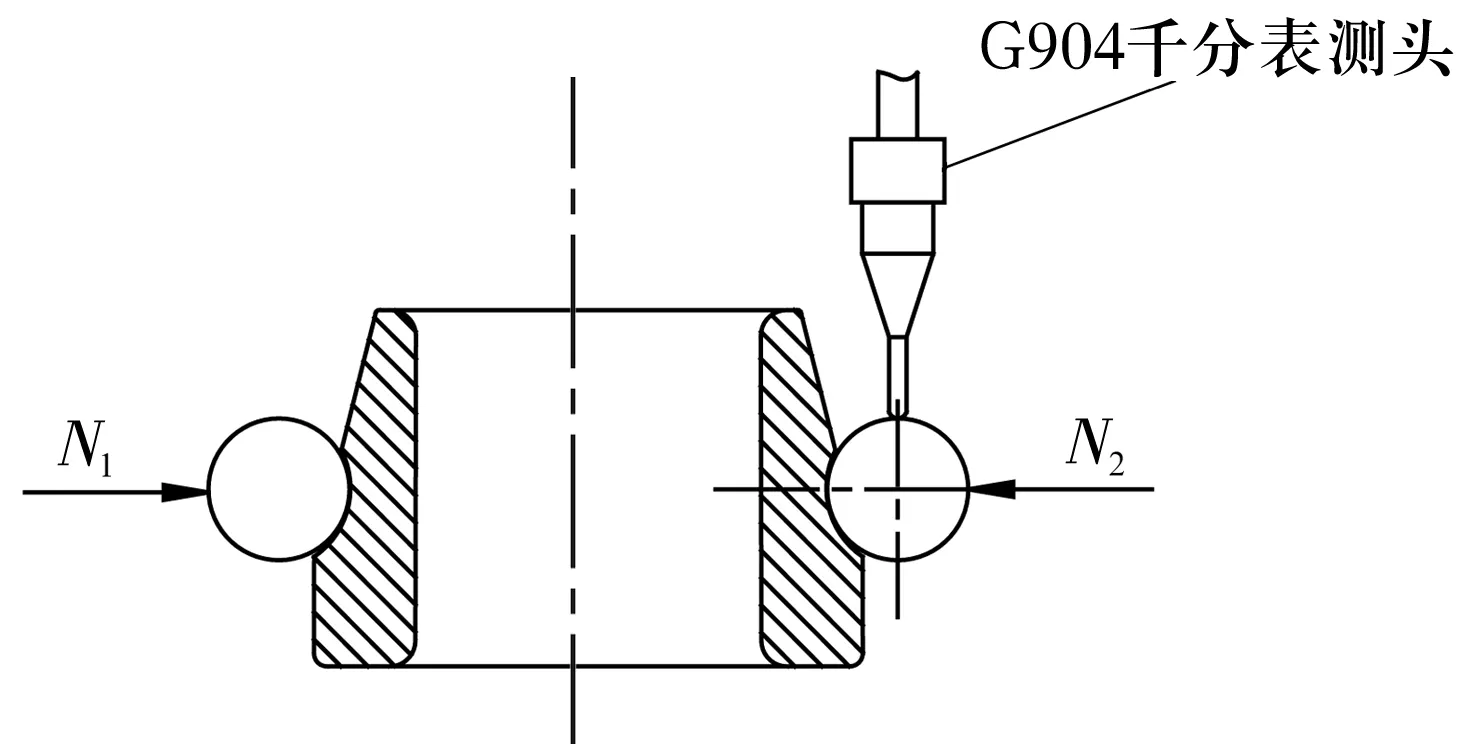
图6 改进测量装置测量沟位置示意图
2 外圈沟位置的测量分析
2.1 用D012仪器测量
D012测量仪需配装对应规格的球支架,球支架一般按轴承用球的规格选择,即球支架上用来充当测量头的球半径都会小于外圈沟道横截面圆弧半径。
当被测件放置于测量位置后,测量球会自动与沟底吻合,从而使球心与沟位置轴线重合。但在测头弹力的压迫下,被测轴承套圈会向K方向移动,导致测量球位置发生变化,使测量点与沟位置轴线之间产生一个位置差ΔL1,即测量时产生的系统误差,如图7所示。

图7 外圈沟位置测量误差示意图
使用D012测量外圈沟位置时必须用代用标准件将表对零,而标准件的沟道横截面圆弧半径R标与被测件沟道横截面圆弧半径R1不相等,假设代用标准件对表时产生的误差为ΔL标1,测量被测件时所产生的误差为ΔL1,用W1表示任一工件沟位置实测值,用W标表示标准件对表时的沟位置实际值,则测量所产生的误差为
ΔW=(W1-ΔL1)-(W标-ΔL标1)。
此外,当沟道圆弧R的尺寸偏差为正时,在测头压力作用下,被测外圈向K方向移动,测量点与沟位置轴线之间产生一个位置差ΔL2;R的尺寸偏差为负时,被测外圈向K方向的反方向移动,测量点与沟位置轴线之间产生反方向的位置差ΔL2,如图8所示。这是又一个测量时产生的系统误差,此误差只在批量测量时产生。

图8 外圈沟位置测量误差示意图(D012A)
由以上分析可知,使用D012测量轴承外圈沟位置所产生的总误差为
δ=(W1-ΔL1)-(W标-ΔL标1)+ΔL2。
2.2 用W013仪器测量
在使用W013测量角接触球轴承外圈沟位置时,外圈在仪器上的安放方式如图9所示,外圈端面靠紧仪器平台平面实现定位, 实际测量时W013的测头中心线仍然很难保证与轴承套圈沟道横截面轴线重合,因此产生2.1节中的误差ΔL1。而在R变化时,同样会产生2.1节中的误差ΔL2。

图9 外圈沟位置测量误差示意图(W013)
2.3 用D012C仪器测量
使用D012C测量角接触球轴承外圈沟位置时外圈在仪器上的安放方式如图10所示,由于测量时需要用手固定外圈以使D012C的测脚在外圈的直径方向定位,而D012C测头的顶端也是平头圆柱形,与D022相似,因此测头中心线很难保证与外圈沟道横截面轴线重合,故会产生2.1节中的误差ΔL1。同样,当R变化时也会产生2.1中的误差ΔL2。

图10 外圈沟位置测量误差示意图(D012C)
2.4 测量改进
针对角接触球轴承外圈的结构特点,设计了外圈沟位置测量专用装置(图11)。使用时需将事先制作的专用球支架装于此装置的前端,并将测量端在外圈直径方向上对准外圈沟道,旋转手柄转动调节螺杆,将球支架上的球压紧于外圈沟道底部,即可开始测量。

1—专用球支架;2—H形滑块;3—测脚轴;4—调节螺杆;5—旋转手柄;6—测脚;7—上弹簧挡圈;8—下弹簧挡圈
在G904仪器上使用专用装置测量外圈沟位置的测量原理如图12所示。首先,将2粒半径略小于R的球置于外圈沟道底部,转动调节螺杆将球压紧贴于沟道表面,保证球在受到测量头的压力后不会产生沿套圈轴向的移动。调整G904轴承测量仪,清洁仪器底坐平台并将表对零。将测量装置与外圈按图12所示方式置于G904平台上,使千分表测头接触球表面,前后左右移动测量装置和外圈,千分表的最大读数即为外圈沟位置值。

1—被测轴承外圈;2—G904千分表测头;3—改造后的球支架;4—正常球支架
3 结束语
角接触球轴承套圈沟位置测量时有2个关键问题:(1)仪器测头无法对准套圈沟道横截面轴线;(2)测量系统依靠多个仪器时,无法保证系统的整体精度。为此,设计了测量专用装置,虽然结构简单,但克服了上述2个关键问题。设计的测量专用装置也存在不足:(1)沟摆测量只能采用选点法,无法快速完成测量;(2)夹紧过程中测量球会对沟道形成压痕,因此这种测量方法只适用于沟道超精以前的工序。
如果在生产实际中需要同时测量角接触球轴承的沟位置和沟摆(内外圈沟道相对于端面的平行度),则需要同时使用上述装置与D012A,D022测量仪。