航空发动机附件传动轴承故障分析
2015-07-25梁霄可成河赵四洋赵宁宁
梁霄,可成河,赵四洋,赵宁宁
(1.沈阳黎明航空发动机(集团)有限责任公司,沈阳 110862;2.驻沈阳黎明发动机制造公司军事代表室,沈阳 110043)
轴承对主机的工作性能、寿命、可靠性及各项经济指标均有很大影响,在某些情况下,航空发动机轴承一旦失效将会导致机毁人亡的重大事故。1985年6月20日,泛美航空公司一架波音747客机的发动机失火,其原因就是附件传动机匣中的滚动轴承损坏所致[1]。近期又发生一起航空发动机附件传动轴承故障,导致发动机返厂排故。
下文通过对故障轴承进行各项检查,分析了轴承失效原因,并提出了针对性的预防和控制措施。
1 故障特征
发动机启动后,座舱内最小滑油压力信号灯亮(正常应灭),发动机暖机时滑油压力正常。经检查发现,金属屑末信号器滤网和滑油滤网上附着有大量金属屑,更换滑油后地面试车,金属屑末仍存在。滑油光谱分析,Fe,Cu,Cr及Ag元素均超标。进一步分析金属屑末成分,结果确认为轴承材料。发动机分解检查后,发现附件机匣内的角接触球轴承失效。
附件传动轴承故障主要表现为:钢球存在磨损、裂纹和剥落,个别钢球表面有沟槽;内沟道存在整周可见均匀的损伤痕迹,整体呈辗压蹭伤特征;外沟道存在剥落损伤痕迹;保持架除存在轻度磨痕外基本正常。轴承零件典型故障形貌如图1~图4所示。

图1 钢球表面沟槽形貌

图2 内沟道辗压蹭伤形貌

图3 外沟道剥落损伤痕迹形貌

图4 保持架整体形貌
2 故障分析
故障分析在某种程度上亦可称为失效分析。失效分析的主要内容包括明确分析对象、确定失效模式、研究失效机理、判断失效原因及提出预防措施[2]。
通常轴承只要选型得当,维护和润滑良好,其使用寿命一般均能超过计算寿命。但是在使用过程中,由于受各种因素的影响,以及可能存在的某些异常情况,有时会导致轴承发生意料之外的早期损坏[3-4]。
2.1 尺寸检测
为分析故障原因,对故障轴承成品尺寸、旋转精度、游隙和旋转灵活性等进行了全项检测。首先用数显游标卡尺对所有14粒钢球的直径进行测量,每粒球测量3次,测量结果见表1。由表可知,所有受检钢球的直径均小于原始直径14.22 mm,表明钢球均有不同程度的磨损。

表1 钢球直径测量结果 mm
2.2 材料检查
材料检查的目的是分析其质量是否符合标准要求,检查结果均合格,可排除轴承材料质量问题。其中,内沟道表面成分的能谱分析结果见表2。由表中数据可知,除轴承基体元素外,还存在Ag元素,其显然来源于保持架表面的镀银层。

表2 内沟道表面能谱分析结果 w,%
2.3 宏观及微观检查
2.3.1 宏观观察
对故障轴承钢球、套圈和保持架等损伤特征进行宏观观察。
(1)钢球 钢球外观形貌如图5所示。在所有14粒钢球中,有11粒钢球的损伤程度大致相同,表面均可见较多的剥落坑,未见明显挤压变形(图5a);另外3个钢球表面除有较多的剥落坑外,可见1条明显的沟槽(图5b)。

图5 钢球宏观形貌
(2)套圈 由图6所示可知,轴承内圈由2部分组成,双半内圈沟道整个圆周可见均匀的损伤痕迹,整体呈辗压蹭伤特征(图6a),沟边可见明显的辗压堆起形貌(图6b)。
轴承外圈外观如图3所示,沟道表面存在2处损伤,长度均各占圆周的1/3。损伤区未见明显高温氧化色,整体呈辗压蹭伤特征,局部可见剥落坑。
(3)保持架 保持架外观形貌如图4所示,外圆表面沿圆周方向可见摩擦痕迹,其余未见明显异常。
(4)异常点分析 由图5可以看出,3个钢球故障形貌比较特殊,应为导致轴承失效的主要异常点,所以微观分析的重点是钢球。

图6 内圈沟道形貌
2.3.2微观检查
选取比较典型的1粒钢球进行微观分析。钢球沟槽中部低倍形貌如图7a所示,高倍下呈类似褶皱的氧化皮形貌(图7b),沟槽边缘可见撕裂特征(图7c)。沟槽末端可见断裂特征(图8)。钢球表面的剥落形貌如图9a所示,并可见辗压形成的弯曲折缝,其形貌疑似裂纹(图9b)。
2.4 金相检查
为了进一步确定裂纹的性质和产生原因,需对裂纹进行光学金相及电子金相分析[2]。切取比较典型的1粒钢球的沟槽截面试样,磨抛腐蚀后用金相显微镜进行观察。
钢球金相试样浸蚀后,沟槽截面形貌如图10所示,沟槽深度约为0.088 mm,沟槽开口较宽、末端圆钝,沟槽位于变形流线的露头处;沟槽两侧未见明显氧化及脱碳现象。

图7 钢球表面沟槽中部形貌

图8 沟槽末端形貌特征
对钢球沟槽底部和边缘进行能谱检测,没有发现杂质成分,剥落掉块处无扩展延伸现象,表明裂纹不是由夹杂物等冶金缺陷所致。
2.5 硬度检测
硬度反映材料阻止压入的能力,故硬度也反映了材料阻止磨损的能力,通常可用静态或动态方法测量硬度[5]。选取套圈沟道指定部位和钢球工作表面进行检测(每处测3点,取平均值),具体检测位置如图11~图13所示。检测结果见表3~表5(显微硬度应换算成洛氏硬度)。

图9 钢球表面形貌特征

图10 钢球沟槽截面形貌
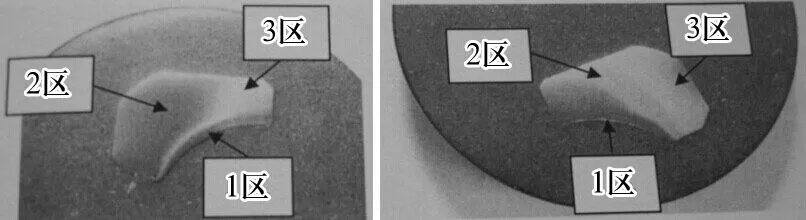
(a)内圈A截面试样 (b)内圈B截面试样

图12 外圈金相试样浸蚀后的宏观形貌
由表3可知,内沟道表面由于发生二次淬火,硬度有一定升高,内部受热影响区的硬度有所下降,尤其是内圈B受热区,硬度下降明显。

表3 内圈硬度检测结果
由表4可知,外圈损伤区沟道表面硬度略低于心部,内部受热影响区的硬度有一定程度下降;未损伤区沟道表面硬度与心部相差不大。

表4 外圈硬度检测结果
表5数据显示,钢球沟槽处硬度均有一定升高,原因是其表面发生了二次淬火;内部受热影响区的硬度均有较大幅度下降。

表5 钢球硬度检测结果
上述结果表明, 钢球冷冲压过程中形成的折叠缺陷是引发钢球裂纹,最终导致轴承失效的主要原因。
3 故障机理分析及防控措施
轴承钢球发生裂纹故障的原因一般有:材料不当;载荷过大、冲击载荷;热处理、磨削、应力裂纹;蠕变造成的发热;锻造、冲压折叠等。
钢球加工工艺过程通常为:棒料→切成料段→冷冲成形→热酸洗→软磨→热处理→硬磨→冷酸洗→粗磨→精磨→成品检查。
首先将棒料切成料段,然后经冲压形成如图14所示的球坯。钢球形成折叠有3种情况:(1)切料时会偶然出现切料端面不平整及毛刺,料段在冲压过程中将毛刺压入“极”边缘,形成折叠;(2)棒料本身表面质量差或有环状划伤,毛坯在冲压过程中将会在“赤道”附近形成折叠;(3)棒料本身可能存在折叠缺陷。
冲压折叠通常存在于钢球的次表面或近表面。钢球冲压折叠及材料裂纹等缺陷通常可以通过热酸洗检查出来,但目前主要靠人工目检来完成,故存在漏检的可能性。
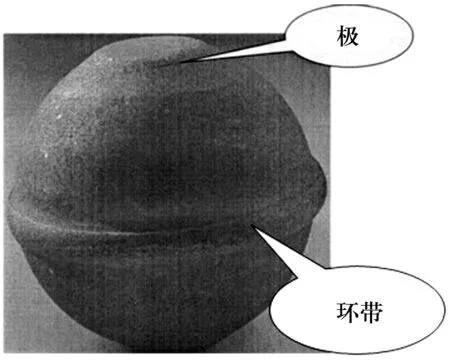
图14 球坯形貌
轴承是通过轴承座和轴承受并传递载荷[6]。轴承受力状态比较复杂,尤其是三、四点接触球轴承的受力状态更加复杂。轴承正常运行时钢球与沟道之间的接触应力很高,通常为2 000~4 000 MPa,而存在冲压折叠缺陷的钢球工作过程中很容易在缺陷部位产生应力集中,故在很短时间内就会在冲压折叠部位表面产生裂纹、掉皮及剥落等损伤,最终导致轴承提前损坏。
针对轴承钢球冷冲压过程中形成的折叠缺陷引发的钢球裂纹故障,特提出如下预防和控制措施:
(1)加强轴承质量控制,避免带有冲压折叠缺陷的钢球进入装配工序;
(2)加强轴承装前检查,保证发动机整机的装配质量;
(3)针对已有产品进行专项检查,剔除缺陷产品,避免把有缺陷的轴承装入主机,危害主机的运行安全。
4 结论
(1)钢球冷冲压成形过程中形成的折叠缺陷是导致轴承提前失效,进而引发主机故障的主要原因。
(2)通过采取相应的预防措施后,再未出现类似问题,表明控制措施是有效的。