3M2150再制造技术
2015-07-25董晖路跃宾
董晖,路跃宾
(石家庄轴设机电设备有限公司,石家庄 050061)
3M2150内滚道磨床为原产于陕西机床厂的轴承专用磨床,适用于滚子以及圆锥滚子轴承内滚道和外圈外径面的磨削加工。由于该设备使用时间较长(1986年产),精度严重丧失,存在油水混合、精度不稳定等问题,需要进行全面技术升级。为节约成本,实现用户与设备生产厂家的双赢,在充分论证和技术支持下对3M2150进行了再制造,彻底改造升级。
1 再制造的概念
我国机床工业在经历了粗放型高速发展阶段后,绿色制造已经逐步提出,于是再制造这个概念进入了人们的视野[1-2]。再制造的精髓在于最大程度保留废旧机床的中大型结构件,以及部分可用的零部件,植入伺服、数控等现代先进技术对其进行修复和改造,生产出全新的数控机床,并按照与新品同样的标准验收合格后,重新投入市场[3-4]。
再制造的优势在于:(1)成本只有新品的50%~60%,减少了支出;(2)经过长时间的自然时效,中大型结构件的内应力释放殆尽,机床的精度稳定性更好;(3)缩短机床的生产周期;(4)节能、节材,符合绿色制造理念。
再制造与翻新改造不同,再制造基于翻新改造,是其高级阶段。(1)再制造的产品等同于甚至一部分高于新品,而翻新改造达不到同等要求;(2)再制造初期要对废旧设备全面拆解,甚至包括每一颗螺钉,对留用件的油污、锈蚀等进行全面的清理,此过程较翻新改造更彻底和复杂;(3)回收件的结构设计很难改变,要求再制造企业拥有一批经验丰富的机电设计人员与装配调试技工,通力合作才能变弊为利,而小规模翻新改造多不具备此条件。
2 3M2150再制造的内容
根据机床现状和用户需求,主要进行了以下几方面的改造。
(1)将进给及往复驱动由原液压机械改为伺服系统,由交流伺服系统驱动电动机+柔性联轴器+高精度滚珠丝杆控制(图1),彻底摆脱液压系统,解决了因油温变化、油水混合导致的机床精度不稳定问题。
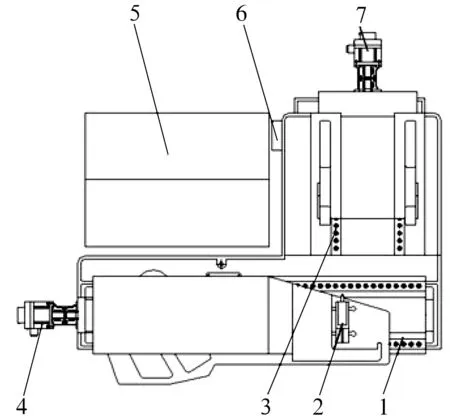
1—直线导轨(工件往复工作台);2—砂轮修整器;3—直线导轨(砂轮进给工作台);4—工件往复伺服系统;5—冷却水箱;6—集中自动润滑系统;7—工件进给伺服系统
(2)原设计中修整器固定在砂轮防护罩上方,因为振动等原因影响修整精度。为简化结构、方便操作,将修整器移到往复工作台上(图1),借助往复工作台的横向移动,对砂轮进行修整。
(3)原机床导轨为“平-V”静压导轨,为适应机床结构及伺服进给系统,改用高精度直线导轨(图2)。
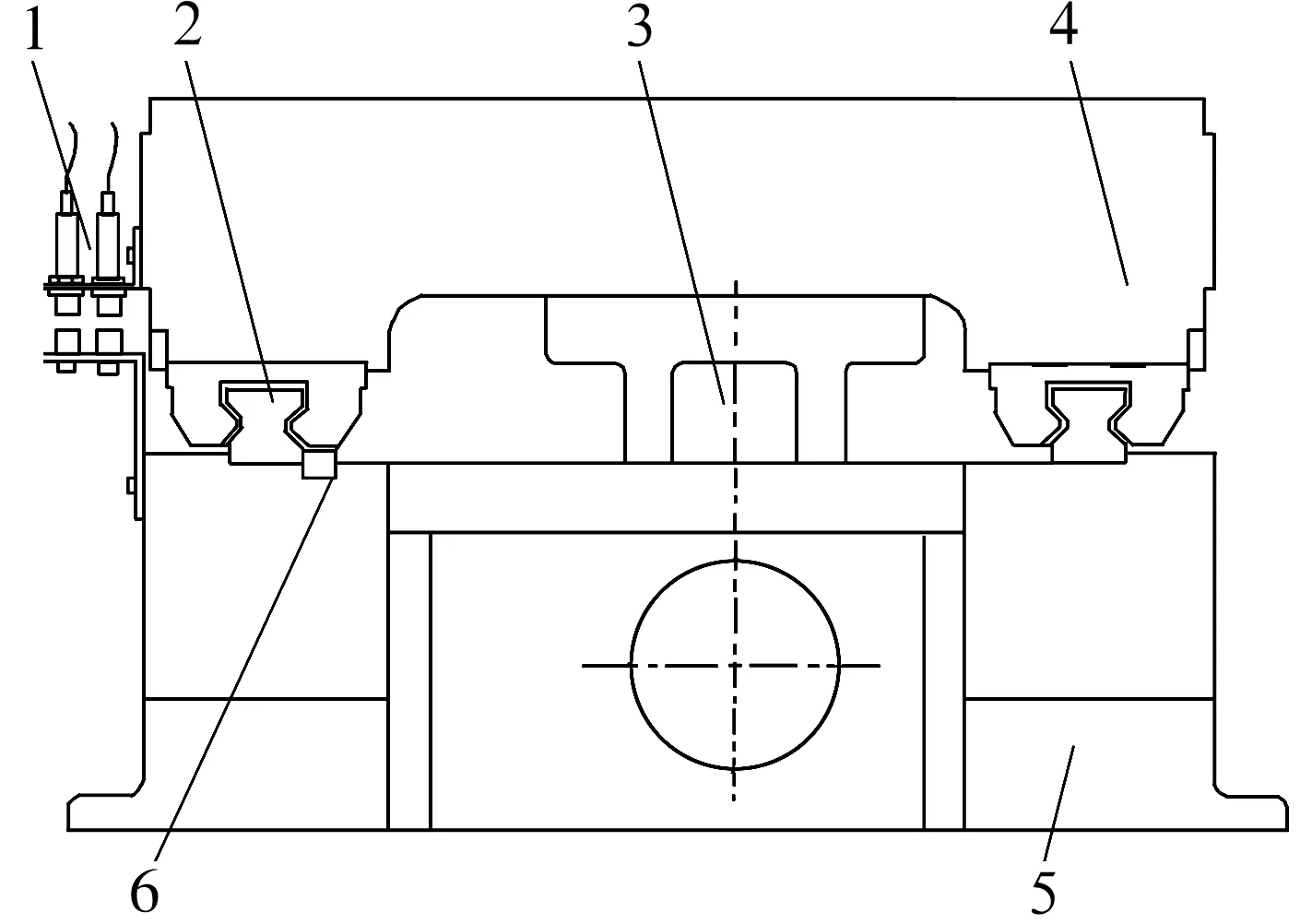
1—接近开关 ;2—直线导轨;3—丝杠螺母座;4—上滑板;5—下滑座;6—定位键
(4)增加集中自动润滑系统,定时定量对机床滚珠丝杠进行润滑,减少磨损(图3)。
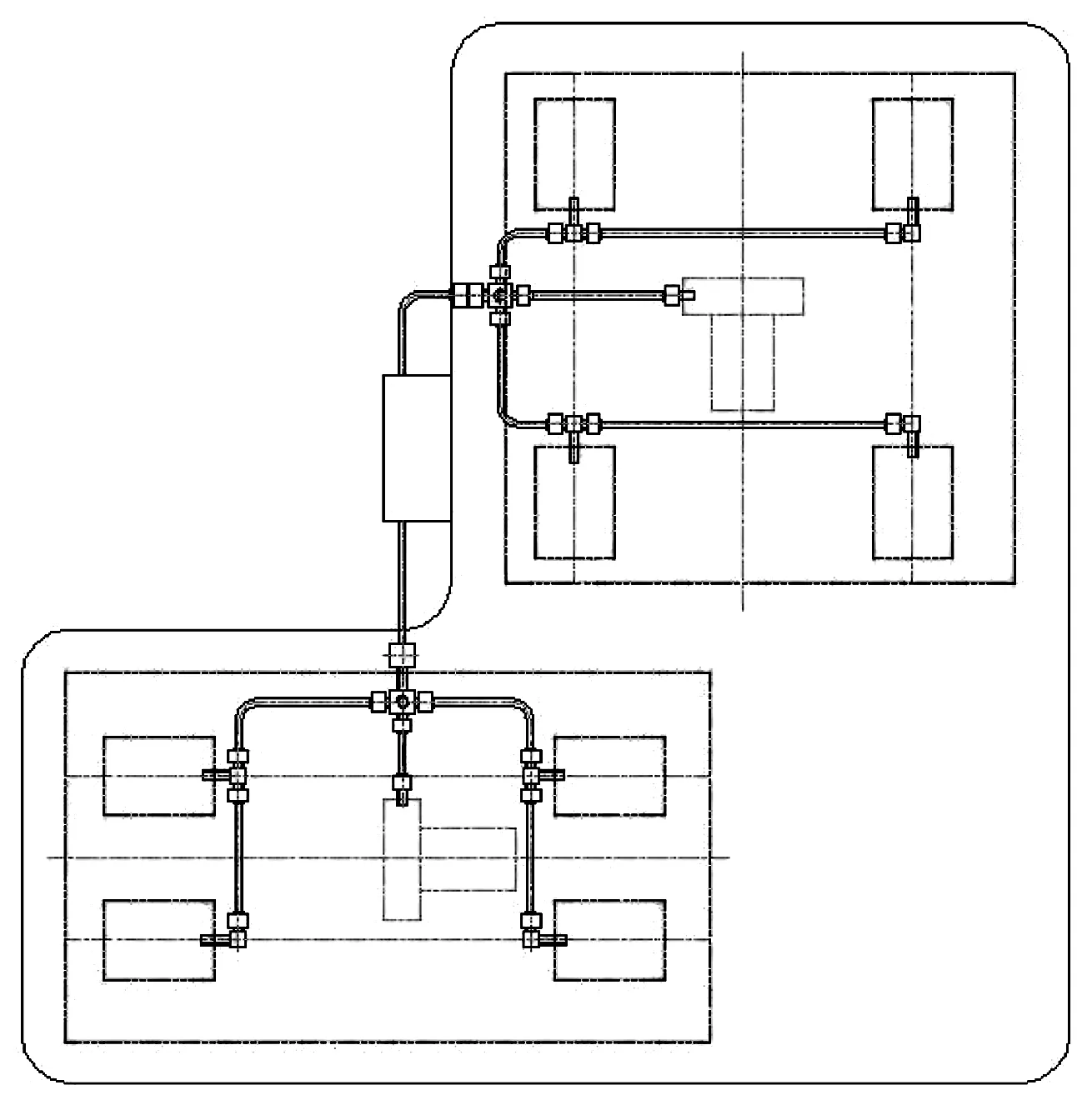
图3 润滑油路示意图
(5)更换轴系易损件和密封件,使径向跳动、轴向窜动量均控制在5 μm以内;增加电子手轮,方便操作者对机床进行调整;机床电箱配3色指示灯、热交换器;增加全封闭防护罩(喷塑),加工区采用护罩进行密封,防止切屑、冷却液及油雾等外泄。
(6)重新设计电气系统、重新配线(图4)。数控系统采用三菱FX3U-48MT PLC及威纶MT6070ih2触摸屏(10 in彩色),具有位置显示、工步显示和故障显示功能。机床发生故障时,可在显示屏上显示诊断内容。
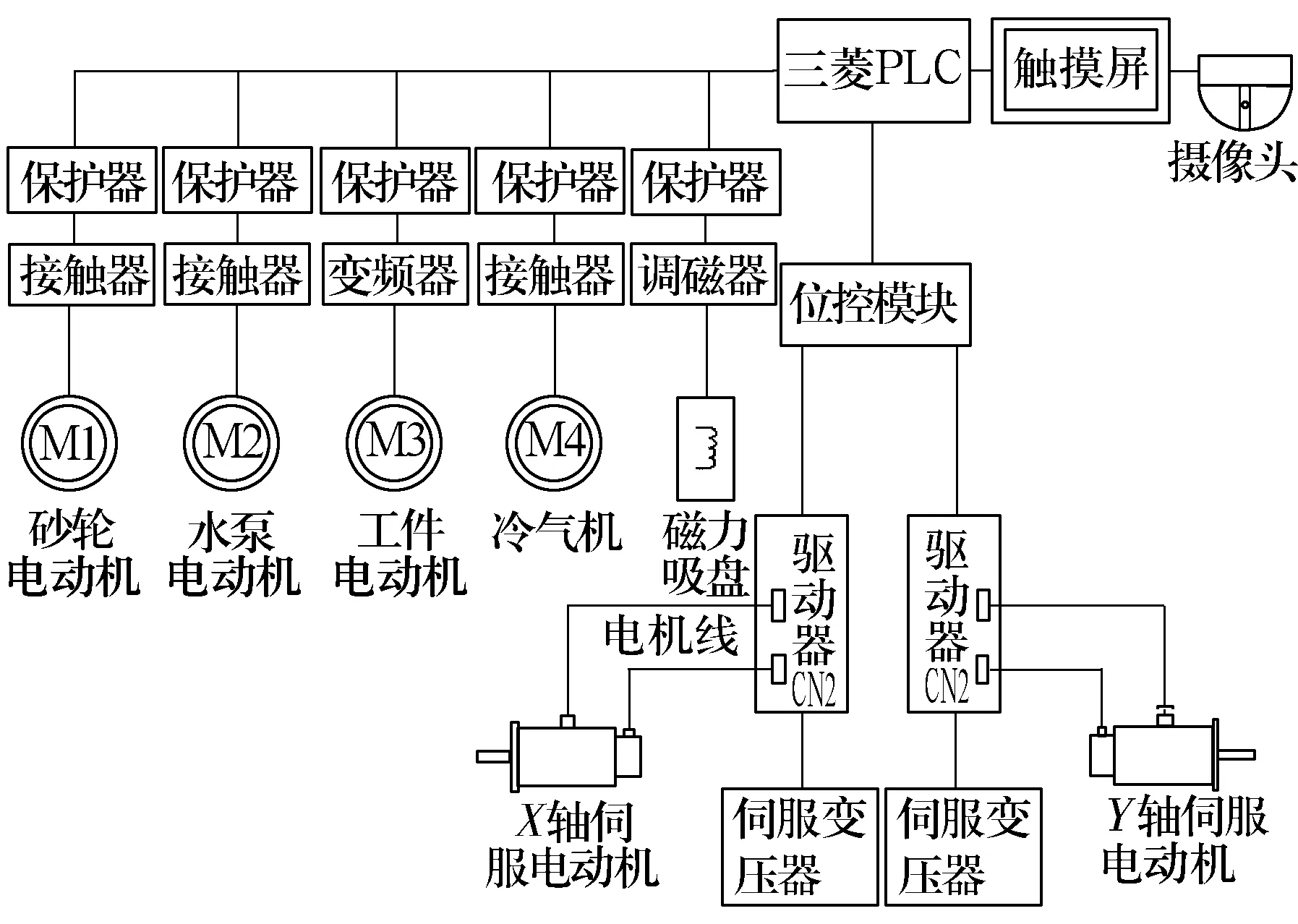
图4 电气原理图
采用日本三菱HC-SFS系列交流伺服电动机及MR-J2S驱动器,并配备17位编码器半闭环控制,脉冲当量小于0.1 μm,显示分辨率1 μm;增加变频调速功能,使工件转速在一定范围内任意可调,更好地适应不同的工况。
(7)具备既成工艺参数存储功能(至少20条),可扩展,可把经过工艺验证的参数在PLC中进行保存,生产时直接调用,节约了调整时间。
(8)增加工作区视频监控功能,机床磨削时,操作者将触摸屏画面切换至视频监控,在不打开防护门的情况下,观察磨削区域工作情况,以便及时应对意外的发生(图5)。

图5 视频监控画面
3 使用效果
再制造后的设备型号为3MK2150g,已顺利通过用户验收,并列为精磨设备,使用状况良好。该设备结构合理,直观性好;试生产加工FC4058192内圈滚道,表面粗糙度Ra为0.19~0.34 μm,圆度为0.005 mm,垂直差为0.004 mm,批量散差可控制在0.01 mm,均达到了产品技术要求。
根据需求在3M2150磨床再制造过程中,可继续植入动静压砂轮轴、主动测量、滚道凸度磨削等技术,以更好地为用户服务。
