非平面直写式光刻电控系统的研究
2015-07-18张云鹏谢秀镯蒲继祖
张云鹏,谢秀镯,宋 波,蒲继祖
(中国电子科技集团公司第四十五研究所,北京 100176)
非平面直写式光刻电控系统的研究
张云鹏,谢秀镯,宋 波,蒲继祖
(中国电子科技集团公司第四十五研究所,北京 100176)
阐述一种非平面直写式光刻的电控系统、工作原理及组成,通过高效的控制方法,提高控制精度,实现工艺要求。
非平面直写式光刻;振镜扫描;PID算法;伺服系统
传统的接触式光刻工艺和投影式光刻工艺都需要制作掩模版,实现光刻图形由掩模版到基片的翻刻,适合批量大的半导体产品的生产工艺,但对于集成电路产品研发试制则投入成本大,耗费周期长。激光直写式光刻工艺无需制作掩模板,将聚焦后的激光束直接投射到基片的相应位置,实现该处光刻胶感光,与X/Y振镜扫描系统结合,通过激光束的摆动实现焦点在工作面的移动,完成整片的光刻工艺,该处涉及的激光直写式光刻工艺主要用于行波管球面栅网的直写式光刻工艺。本文设计了一种非平面直写式光刻的电控系统,通过高效的控制方法提高激光的定位精度和调焦精度,实现高速,高精度的非平面光刻工艺要求。
1 电控系统组成及工作原理
电控系统主要是由工控机,激光器,PMAC运动控制卡,自动调焦光路系统,激光实时自动调焦系统,X/Y振镜扫描系统组成。其各系统数据处理和驱动控制均由PMAC运动控制卡完成,驱动由日本的富士伺服电机驱动器及其配套电机组成,形成了一个由伺服电机+PMAC运动控制卡形成的伺服系统。电控系统结构框图如图1所示。
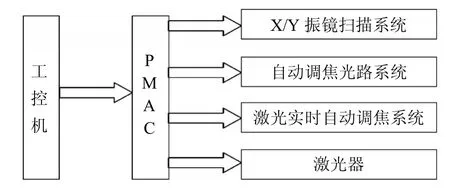
图1 非平面直写式光刻电控系统结构框图
为满足控制系统功能要求,构建了以PMAC运动控制卡为控制核心,与IPC相结合的IPC+PMAC结构的开放式数控系统。根据设计要求,PMAC运动控制卡选用PMAC2型八轴运动控制卡,上位机选用具有PCI总线的研华IPC610型工业计算机。
如图2所示,非平面直写式光刻首先通过激光器射出光谱宽度为405 nm的激光,激光会通过自动调焦系统,再经过激光实时自动调焦系统,最终进入X/Y振镜扫描系统,通过自动调焦系统和激光实时自动调焦系统进行调焦,X/Y振镜的x向光镜和y向光镜配合摆动,改变激光焦点的移动位置,实现焦点在非平面视场中的高精度移动,通过大功率激光的焦点在工作面的移动,完成整片的光刻工艺,本文涉及的激光直写式光刻工艺主要用于行波管球面栅网的直写式光刻工艺。
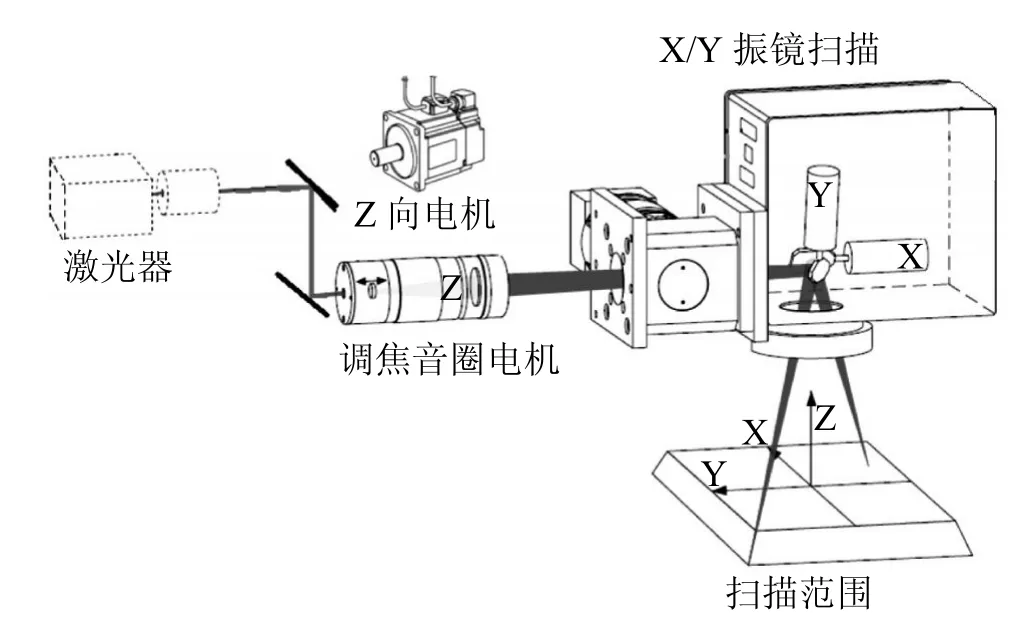
图2 非平面直写式光刻工作示意图
2 电控系统的控制方法
非平面直写式光刻采用PID控制方法提高电控系统的控制精度。PID控制,又称PID调节,是根据系统的误差,利用比例,积分,微分计算出控制量进行控制。模拟PID控制器的原理框图如图3所示,其中r(t)为系统给定值,c(t)为实际输出,u(t)为控制量。调节PID的参数,可以实现在系统稳定的前提下,兼顾系统的带载能力和抗干扰能力,同时在PID控制器中引入了积分项,系统增加了一个零积点,这样系统阶跃响应的稳态误差为零[4]。

图3 模拟PID控制系统原理框图
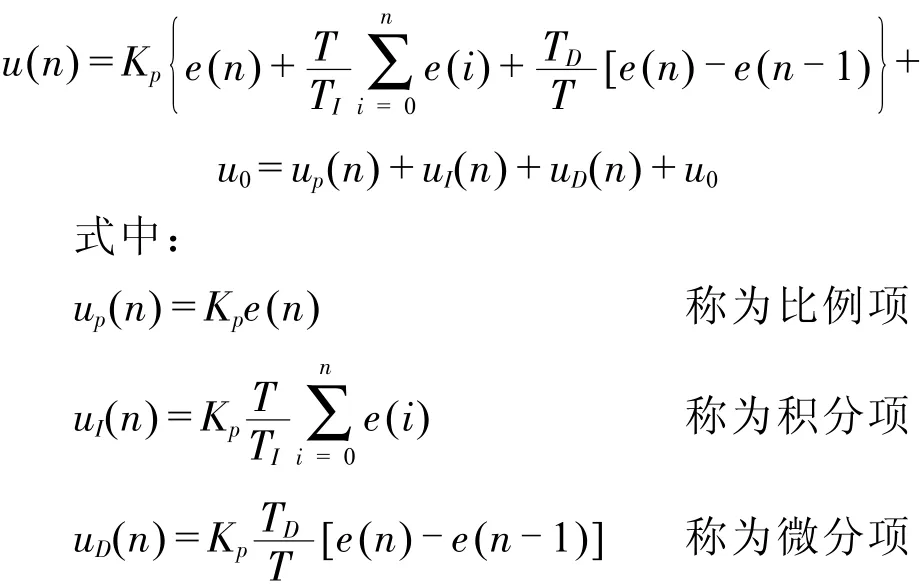
PID控制器的输入输出关系为:

式中,e(t)为系统偏差,e(t)=r(t)-c(t);
Kp为比例系数;
Ti为积分时间常数;
TD为微分时间常数。
比例环节:即时成比例地反应控制系统的偏差信号e(t),偏差一旦产生,调节器立即产生控制作用以减小偏差。
积分环节:主要用于消除静差,提高系统的无差度。积分作用的强弱取决于积分时间常数Ti,Ti越大,积分作用越弱,反之则越强。
微分环节:能反应偏差信号的变化趋势(变化速率),并能在偏差信号的值变得太大之前,在系统中引入一个有效的早期修正信号,从而加快系统的动作速度,减小调节时间。
目前PC控制系统中所使用的是数字PID控制器,是一种离散的采样控制。通过将模拟PID表达式中的积分,微分运算用数值计算方法来逼近,便可实现数字PID控制。见表1。
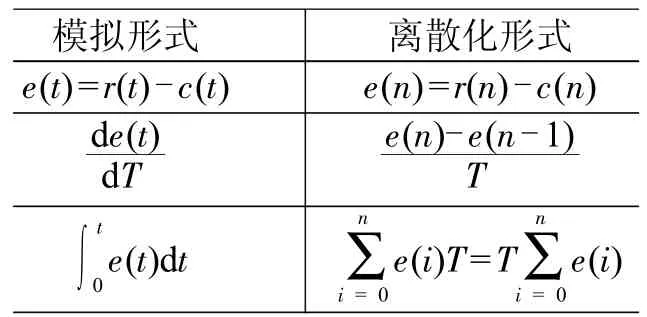
表1 模拟PID控制规律的离散化
数字PID控制器的差分方程:
目前数字PID控制器的控制算法通常可以分为位置式PID控制算法和增量式PID控制算法,但是仅有PID控制是远远不够的,因为PID控制是一种反馈控制,既然是反馈控制就一定要有反馈信号,可是从反馈元件得到信号再同命令信号进行比较运算会造成延时。所以现在很多系统引进了前馈控制。采用前馈+反馈相结合的控制结构,既可以达到反馈控制对偏差的控制作用,也可以在干扰引起误差前就对它进行补偿,及时消除干扰的影响。PMAC为用户提供了一个PID位置环伺服滤波器。即PID+速度/加速度前馈+NOTCH滤波的控制环算法。由于前馈调节器不改变系统的稳定性,只对被调量起到补偿作用,因此PMAC卡PID控制加入了速度前馈调节和加速度前馈调节。加速度前馈可以补偿被控对象自身惯性所产生的跟随误差。而速度前馈能减小微分增益或电机阻尼所引起的跟随误差[5][6]。
通过PMAC卡为用户提供的PEW IN TUNING软件,可以对PID参数进行很方便的调节,进而获得理想的控制性能。运行PEW IN软件后,点击工具菜单下的PMAC Tuning就会出现如图4所示的调节界面。

图4 PMAC的PID调节界面
在软件界面中,包含了主要PID参数:Ix30比例增益,Ix31微分增益,Ix33积分增益,Ix32速度前馈增益,Ix35加速度前馈增益。调节PID参数时,首先应该调P比例增益,即设Ix30比例增益为2000,Ix31微分增益为0,Ix33积分增益为0,Ix32速度增益为0,Ix35加速度增益为0。
点Position Step选项,在右边点kill motor after step move选项,在Step move选项里使用默认值Step size(cts)为1 000,Step time(ms)为500,然后点击Do A Step Move按钮,就会出现脉冲响应曲线,见图5、图6所示。图中曲线1为指令信号,曲线2为实际位置响应。
这时将比例增益降低到4 500时,可以看到系统的震荡消失了,超调量为零。这时的Ix30比例增益参数基本满足要求。
许多放大器接受从控制器送来的速度命令,和从电机传送来的速度反馈信号通常由一个测速计或几个旋转变压器得到。使用这些放大器的电机由放大器闭合他们的速度环,而不需要使用PMAC速度环的微分增益,所以我们在PMAC卡上可以不设置微分增益,Ix31设为0即可。

图5 参数调节前系统阶跃响应曲线

图6 调节比例增益后的阶跃响应曲线
PMAC卡的积分器有两种方式可供选择,由Ix34决定。当Ix34设为1时,积分器在全程都起作用,尽管可以减小跟随误差,但是当运动结束时会过冲,并且系统会不稳定。当Ix34为0时,积分器只在速度为零时起作用。由于PMAC可以调节速度前馈和加速度前馈,所以一般Ix34设为0。这是因为速度前馈和加速度前馈既可以有效的减小跟随误差,又不会损失系统的稳定性。
借助PEW IN TUNING软件,我们可以通过观察正弦曲线响应,调整速度前馈和加速度前馈,进而减小甚至消除系统跟随误差,调整系统的动态特性。打开 PEW IN TUNING软件后,点Parabolic velocity选项,在右边点kill motor after step move选项,然后点击Do A Step Move按钮,就会出现正弦响应曲线。曲线1为实际位置曲线,曲线2为跟随误差曲线[7]。
前馈参数的调整方法和比例增益,积分增益的调整方法类似。先调整速度前馈,将Ix35加速度前馈设置为0,然后从零开始,逐步增加速度前馈。
图7为参数调整前的正弦响应曲线,可以看出跟随误差在170cts,加大速度前馈,减小阻尼造成的跟随误差。
图8为参数调节后的正弦响应曲线,经过一系列的调整,最后将Ix32速度前馈增益设置为4000,Ix35加速度前馈设置为4000,得到跟随误差小且分布均匀的曲线,基本满足使用要求。
3 系统误差分析
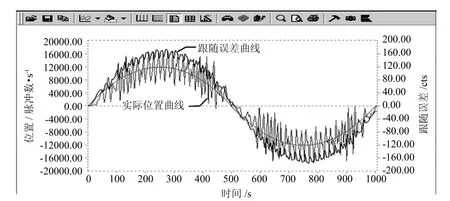
图7 参数调节前正弦波响应曲线

图8 参数调节后正弦波响应曲线
经过PID控制调节后,整个伺服系统的精度达到了使用要求,虽然是闭环反馈控制,仍然会产生定位精度偏差,经总结和试验,主要产生3类误差:一是负载扰动,扫描电机带动振镜在告诉旋转的过程中,空气对镜片会产生阻力,因为非平面光刻对位置精度要求高,对速度的实时要求较低,因此在位置调节中采用PID控制,实现控制系统的高精确性和高重复性;二是在运行过程中,扫描电机长时间工作,内部温度升高引起电机参数变化,通过在电机附近放置温度传感器,根据温度变化对电机参数的影响进行反复试验,确定有效的温度反馈控制参数;三是检测装置经反馈通道混入系统中引入的误差,影响了系统的响应速度和精度,因为各反馈环节的检测装置精度对系统的反馈控制精度有重要的影响,通过提高各位置反馈检测元件的精度来减小各种反馈误差的影响。最终效果如图9所示。
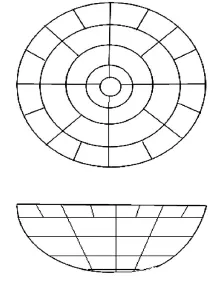
图9 最终效果示意图
4 结束语
非平面直写式光刻主要是通过紫外激光聚焦点在器件表面上的实时运动,使激光束经过器件表面上的光刻胶感光,不用掩模版,直接实现器件图形的光刻成形。非平面直写式光刻电控系统的响应速度,控制精度可以通过PID参数的整定得到很大的提高,通过这种调整,我们可以获得良好的稳态性能和动态特性,最终实现工艺要求。
[1] 北京钧义志成科技发展有限责任公司.PMAC用户手册[Z].
[2] 杨少辰.对构成闭环振镜式光学扫描系统的研究[J].激光与红外,1997,27(5):297-300.
[3] 许亚平,陶霞虹.振镜结构对精度和速度的影响[J].应用激光,1998,18(4):169-170.
[4] Heley M.Principles of Automatic Control.Longman Group Limited[M].1975.
[5] 朱立达,朱春霞,蔡光起.PID调节在PMAC运动控制器中的应用[J].控制与检测,2007(2):50-53.
[6] 刘金琨.先进PID控制及其MATLAB仿真[M].北京:北京电子工业出版社.2003.
[7] PMAC/PMAC2 Software Reference Manual[Z].DELTA TAU Data Systems.Inc,2003.
Non Planar Direct Write Lithography Research
ZHANG Yunpneg,XIE Xiuzhuo,SONG Bo,PU Jizu
(The 45th Research institute of CETC,Beijing 100176,China)
This paper will elaborate control system of a kind of non planar direct write lithography,introduced the working principle of non planar direct write lithography,the composition of control system,the control method is efficient,and improve the control accuracy,the realization of the process requirements.
Non planar direct write lithography;Galvanometer scanning;PID algorithm;Servo system
TN305.7
B
1004-4507(2015)03-0046-06
张云鹏(1985-),男,辽宁锦州人,毕业于长春理工大学,工学学士,现主要从事半导体光刻设备的研究。
2015-02-04
