浅谈中空塑料桶后冷却及去飞边系统
2015-07-13马建军吴国春
马建军 吴国春
(苏州同大机械有限公司)
前言
后冷却系统和去飞边系统是中空吹塑成型机的两个重要的辅助装置,本文介绍一下这两个装置。
一.后冷却装置
模具冷却是挤出吹塑成型最常用的冷却方式,型坯在模具内吹胀时,熔体被紧贴模具型腔壁,熔体的热量经制品壁,通过模具壁向冷却介质传递而减少,而使容器逐步冷却定型。
后冷却装置,就是将初步冷却定型的制品取出模具后,在模具外继续冷却的装置。这种冷却方式可以减少制品在模具内的冷却时间,缩短生产周期,提高效率。
针对不同的制品的实际需要,后冷却系统可以针对制品的不同部位(一般是温度较高的部位)进行定位、定点冷却。冷却的风源也可以有普通气源和低温气源之分。
针对机器的本身特点,后冷却装置可以集成在设备之中,也可以作为辅机单独放置。一般的小型中空成型机以集成后冷却装置为主,大型中空成型机以分列后冷却成型装置为主。
图1是小型中空成型机集成后冷却装置的示意图,图中右侧是成型吹气装置,左侧是后冷却装置,制品通过模具的副模夹持后,移到左侧的后冷却工位,气缸带动吹气杆插入制品口内吹循环气,实现制品的再次冷却。
图2是一个200L桶的外置式后冷却定型装置的一个工位,桶口部安装口部定型头,往桶里吹循环气,实现桶的冷却和桶的上下端和桶口的定型。一般情况一台外置后冷却装置会有4-8个这样的工位。采用单独的PLC控制器控制,完成冷却程序后会声光提示。
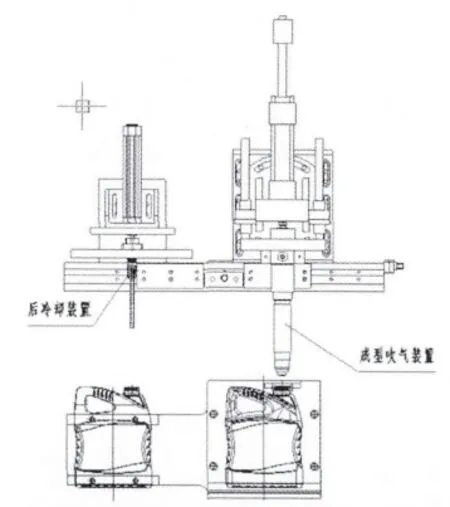
图1
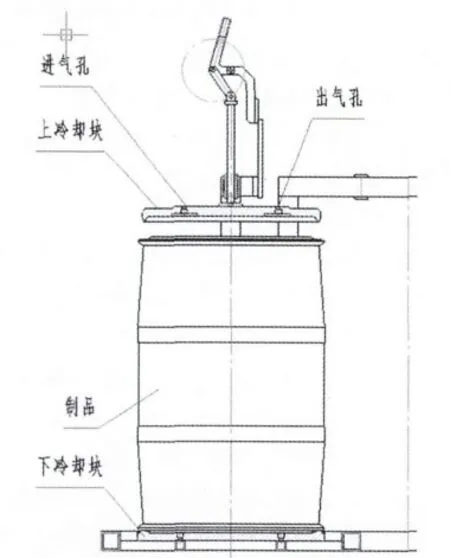
图2
二.去飞边装置
去飞边装置就是制品成型后,将制品口部和底部多余的废料去除的装置。小型中空成型机的去飞边装置一般装在模具背板上,与模具一体,也可装在机器上,与模具分开。大型中空成型机的去飞边装置一般都作为独立辅机使用。
口部的去飞边装置有两种,一种是直推将飞边打掉,另一种是旋转切口,通过安装的刀片旋转,切掉口部飞边。
1.直推打飞边

图3
用气缸或油缸推动打料块,直接将飞边打掉。如上图3示。
2.旋转切口

图4
如图4,刀片装在刀架上,通过上面的气缸带动齿条齿轮,使刀架旋转,从而切除飞边。旋切出来的瓶口比直推打飞边的瓶口更平,瓶子变形量小,使之密封性能更好。
本文介绍的后冷却和去飞边系统目前已在中空机上普遍采用,大大提高的生产效率,减轻了工人的劳动强度,实现了设备的自动化生产。
