发射鼓轮长槽抛光改进
2015-07-12刘宏跃
刘宏跃
(许昌烟草机械有限责任公司,河南 许昌 461000)
发射鼓轮长槽抛光改进
刘宏跃
(许昌烟草机械有限责任公司,河南 许昌 461000)
人工手动抛光发射鼓轮槽体,无法保证20个槽体表面抛光均达到要求,容易出现滤棒划伤表面的现象。本文利用原有的三角形拉丝机设备进行了抛光工装设计制作,代替了人工抛光,同时完善了工艺内容,解决了抛光质量不稳定现象,减轻了人工劳动强度,提高了生产效率。
长槽;抛光;工装;改进
发射鼓轮是许昌烟草机械有限责任公司滤棒发射机上的关键零件(见图1)。在运行时,该零件通过高速运转,将从连接设备输送过来的多个滤棒依次发射到终端设备。该零件的尺寸精度和表面粗糙度直接影响着整机的性能。

图1 发射鼓轮
1 问题分析
发射鼓轮的加工工艺为:粗车(设备:QTN25)→调质→半精车(设备:QTN25)→磨外圆(设备:M1KEL)→磨两端(设备:MS145)→钻孔(设备:HPM)→镗铣20个槽(设备:HPM)→攻螺纹,抛光槽部至Ra0.8 μm→真空淬火50~55 HRC(设备:VUTK)→精磨两端孔(设备:MS151)→钳工修整。加工零件如图2所示。
发射鼓轮加工后,装配在滤棒发射机时发现,滤棒发射力度不够,滤棒有划伤现象。经相关技术人员研究分析可知,其原因是发射鼓轮槽体的表面粗糙度不均匀。由于发射鼓轮上的槽窄而长,原来要求人工手动抛光槽体,抛光效率非常低,且人工手动抛光存在不稳定性,难于保证20个槽均达到要求,如果有1个槽不光滑,也会造成滤棒表面划伤;另外,抛光过的槽部经过真空淬火50~55 HRC后,表面出现硬化现象,也使表面粗糙度降低。

图2 加工的发射鼓轮
2 抛光工装设计制造
为了提高槽体表面粗糙度,满足零件的技术要求,依靠手工抛光难以达到要求,因此,利用原有的三角形拉丝机设备进行了工装设计制造。
2.1 鼓轮托架的设计
发射鼓轮托架如图3所示,由分度轴、定位销和托架构成。其中,要求分度轴的直径比发射鼓轮小0.03~0.05 mm,并且在分度轴上加工20—φ6 mm的定位孔,与发射鼓轮上的长槽一致。根据发射鼓轮的长度和外圆直径来确定托架的外形尺寸;两端为90° V型槽,用来定位旋转发射鼓轮;左端φ6 mm定位孔,用于定位分度轴及发射鼓轮,以保证长槽与托架端面垂直度。

图3 发射鼓轮托架
2.2 安装使用
在工作时,使用螺钉将分度轴上的过孔与发射鼓轮固定,一起放到托架上,然后固定在三角形拉丝机上,将鼓轮长槽调整到与砂带平行位置后,用销钉穿入,如图4所示。同时,对压模进行改制,将石墨布钉在硬木的下部,硬木的外形尺寸形状以手拿舒适为宜。应用石墨布主要是减小砂带的摩擦因数,提高砂带的使用寿命。
工作时,开动三角形拉丝机,砂带对准长槽,用改制的压模压住砂带进行抛光。抛光1条长槽后,将销钉退出,转动到第2个长槽,然后固定再进行抛光,依次完成长槽加工。
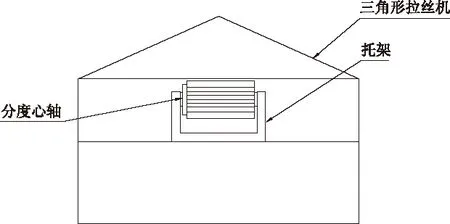
图4 加工示意图
3 完善加工工艺
为了减少真空淬火对槽体表面的影响,消除表面硬化皮,对工艺进行了完善。在淬火后工艺内增加1道精抛光工序,要求达到表面要求。完善后的工艺内容为:粗车(设备:QTN25)→调质→半精车(设备:QTN25)→磨外圆(设备:M1KEL)→磨两端(设备:MS145)→钻孔(设备:HPM)→镗铣20个槽(设备:HPM)→攻螺纹,去毛刺→抛光槽部至Ra0.4 μm(设备:拉丝机)→真空淬火50~55 HRC(设备:VUTK)→精磨两端孔(设备:MS151)→精抛光槽部至Ra0.4 μm(设备:拉丝机)→钳工修整。
4 效果分析
使用专用工装抛光发射鼓轮长槽,长槽表面粗糙度可达Ra0.4 μm,同时效率比人工抛光提高十几倍。加工零件如图5所示。通过对发射机检测,发射力提高了25%,且没有出现滤棒划伤现象,使整机性能得到了提高。此方法对槽体抛光零件有一定的借鉴价值。

图5 加工好的发射鼓轮
责任编辑马彤
SlotPolishImprovementoftheShootingDrum
LIU Hongyue
(Xuchang Tobacco Machinery Co., Ltd., Xuchang 461000, China)
Polishing the slot of shooting drum manually can not guarantee 20 slots that reach to the requirements, the filter is easy to scratch the surface of the slot. Therefore, used the equipment of triangle drawing machine and modify the jigs instead of manual polishing, improved the technology of process and solved instability of polishing quality, reduced labor intensity and improved production efficiency.
slot, polish, jig, modify

TH 16
:B
刘宏跃(1968-),男,工程师,主要从事工艺设计等方面的研究。
2014-09-18
