导线压接连接的质量控制
2015-07-12张冬梅
张冬梅
(中国电子科技集团公司 第十研究所,四川 成都 610036)
导线压接连接的质量控制
张冬梅
(中国电子科技集团公司 第十研究所,四川 成都 610036)
导线压接连接是通过压力使导体间形成永久性电连接的一种工艺方法,随着电子产品向便携化、小型化和产业化方向的发展,导线压接连接已经广泛应用于各个领域。本文对导线压接连接机理进行了简单介绍,阐述了影响导线压接连接质量的设计要素,着重按工艺控制流程,详细介绍了工艺上对导线压接连接的质量控制方法和要求,为形成可靠的导线压接连接提供了指导,并对生产装配中常见的导线压接连接缺陷及质量问题进行了分析,以提高产品压接连接的质量。
压接连接;压线筒;导线;工艺流程;拉脱力
导线压接连接是通过压力使导体间形成永久性电连接的一种工艺方法。压接不需要焊料和助焊剂,可在高空、井下以及火工品现场等无热源和禁用电热工具的特殊环境下采用。压接操作方便,人为造成的失效率低,电气连接可靠性高。随着电子产品向便携化、小型化和产业化方向的发展,对产品一致性、高可靠性及环境适应性等方面提出了更高的要求,传统的锡焊工艺技术已不能保证产品的质量,于是采用了可靠的压接工艺技术来保证产品质量。目前,导线压接连接在军工和民用产品中广泛使用,并向小型化和自动化方向发展。
1 压接连接机理
当用专用的压接工具或设备给导线和压接件施加适当的压力时,导线和压接件2种金属紧密接触,产生塑性形变。在变形的过程中,压接部位的温度显著升高,引起结合部分金属的塑性对流,破坏了2种金属表面的氧化膜,使两者以洁净的金属面紧密接触,其接触电阻接近于零;同时2种金属面还产生扩散现象,从而在接触面形成合金层,达到可靠连接。导线压接连接的机理如图1所示。

图1 压接连接机理
2 压接连接的设计要求
2.1 压接导线的选用
压接连接技术中,不是任何导线都可以使用,因为没有焊料作填充物,所以对压接使用的导线提出了如下要求:1)用于压接的导线应为多股绞合线,单股导线不能用于压接;2)导线芯线材料的硬度应和压线筒材料硬度相近;3)用于压接连接的导线线芯应为镀银铜线,使用镀锡铜线或镀镍导线应经过批准,但镀镍导线不适用于低电压。
2.2 压线筒与导线的匹配
采用压接连接工艺技术,应保证压接件的压线筒与导线芯线截面积匹配,通常用导线占空比来表示。导线占空比是指导线截面积与压线筒内孔径截面积之比,选用适当的占空比对压接结合点的形成与质量有很大关系,将直接影响其抗拉强度和导电性能。占空比以50%~90%为宜,实际使用中应高一些[1]。占空比计算公式为:
δ=SS/SD×100%
式中,δ是占空比;SS是导线的截面积,单位为mm2;SD是压线筒的内孔径截面积,单位为mm2。
为了保证产品压接质量,设计师在进行设计时,应根据电性能要求和压线筒规格进行导线截面积选择,使导线占空比满足要求,避免在生产装配阶段出现因导线过细(导致压接强度不够)或过粗(导致导线无法放入接插件内)引起的质量问题。常用不同规格压线筒与导线匹配情况见表1。

表1 常用英制压线筒规格与导线匹配表
3 导线压接连接工艺流程及质量控制要求
3.1 工艺流程
可靠导线压接连接的工艺控制流程如图2所示。

图2 导线压接连接工艺流程
3.2 质量控制要求
3.2.1 压接准备
确认导线和压接件的型号规格是否符合技术文件的规定,检查工位上的压接工具是否校准有效,附件是否齐全。
3.2.2 导线端头处理
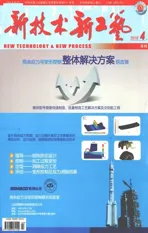
根据所选用的压接件规格确定剥线长度l,压线筒内长度 图3 合格的压接导线端头处理 3.2.3 压接工具及压接挡位选择 导线压接时,工具(压接钳、定位器)的选取是根据压接件所属标准系列及压线筒规格确定的。应使用各生产厂家提供的标准压接工具,不同压接件型号、规格以及压线筒匹配导线应选用的压接挡位在定位器上已标注(见图4)。只有选择正确的压接工具,并选用其匹配导线规定的压接档位进行压接操作,才能保证产品压接的质量,防止出现欠压(造成芯线松动和压线筒压痕过浅)或过压(造成芯线压断和压接筒压痕过深)等问题。目前,经常使用的压接连接器有GJB 598 II(MIL-C-26482II)和GJB 599A(MIL-C-38999)I、II、III系列。这些常用压接连接器中的压接件与导线压接时,应选用的压接钳、定位器见表2、表3和表4。 图4 定位器上压线筒规格与不同导线匹配对应的压接挡位选择表 表2 GJB 598 II(MIL-C-26482II)系列压接连接器压接件的压接工具选择 压线筒规格压接件型号压接筒色环压接钳型号定位器型号20#(插孔)M39029/5-20-20(孔)棕-棕-绿M22520/2-01M22520/2-0220#(插针)M39029/4-20-20(针)棕-棕-黑M22520/2-01M22520/2-0220#(插孔)M39029/5-16-20(孔)棕-棕-紫M22520/2-01M22520/2-0220#(插针)M39029/4-16-20(针)棕-棕-红M22520/2-01M22520/2-0216#(插孔)M39029/5-16-16(孔)棕-棕-兰M22520/1-01M22520/1-0216#(插针)M39029/4-16-16(针)棕-棕-棕M22520/1-01M22520/1-0216#(插孔)M39029/5-12-16(孔)棕-棕-白M22520/1-01M22520/1-0216#(插针)M39029/4-12-16(针)棕-棕-黄M22520/1-01M22520/1-0212#(插孔)M39029/5-12-12(孔)棕-棕-灰M22520/1-01M22520/1-0212#(插针)M39029/4-12-12(针)棕-棕-橙M22520/1-01M22520/1-02 表3 GJB 599A(MIL-C-38999)I、III系列压接连接器压接件的压接工具选择 压线筒规格压接件型号压接件色环压接钳型号定位器型号22D#(插孔)MS27490-22D(孔)橙-黄-灰M22520/2-01M22520/2-0722D#(插针)MS27493-22D(针)橙-兰-黑M22520/2-01M22520/2-0922M#(插孔)MS27490-22M(孔)橙-黄-白M22520/2-01M22520/2-0722M#(插针)MS27493-22M(针)橙-兰-棕M22520/2-01M22520/2-0922#(插孔)MS27490-22(孔)橙-绿-黑M22520/2-01M22520/2-0722#(插针)MS27493-22(针)橙-兰-红M22520/2-01M22520/2-0920#(插孔)MS27490-20(孔)橙-绿-棕M22520/2-01M22520/2-1020#(插针)MS27493-20(针)橙-兰-橙M22520/2-01M22520/2-1016#(插孔)MS27490-16(孔)橙-绿-红M22520/1-01M22520/1-0416#(插针)MS27493-16(针)橙-兰-黄M22520/1-01M22520/1-0412#(插孔)MS27490-12(孔)橙-绿-橙M22520/1-01M22520/1-0412#(插针)MS27493-12(针)橙-兰-绿M22520/1-01M22520/1-04 表4 GJB 599A(MIL-C-38999)II系列压接连接器压接件的压接工具选择 3.2.4 导线压接 松开压接钳手柄,将端头处理好的导线芯线插入压接件的压线筒内,并从观察孔能目视到导线芯线,然后把安装好导线的压接件放入压接工具的定位器孔内。放入时,使压接件端部接触定位器孔底,并且导线与压接件不能移位,然后用力握压手柄,一次到位,使压头达到预定位置时松开压接手柄,取出压接连接件。 压接操作过程具有一压定质量的特点,过程中不能测量再加工,不能返修;因此,压接操作应由一个压接全周期完成,避免重复压接,不允许有重叠压痕,严禁对因压接而弯曲变形的压线筒进行校直,并且压接过程中不能损伤导线绝缘层和压线筒。 3.2.5 压接质量检查 导线与压线筒压接后形成压接连接件,在其装配到连接器前应进行压接件外观、压接裂纹、压痕位置和线芯裸露长度的检查,必要时还应进行抗拉强度及压接电阻等参数检测。目视或用3~5倍的放大镜检查导线压接连接件的外观质量,应符合下述规定:1)导线在压线筒的位置应符合图5所示的规定,其中,0 图5 合格压接连接件示意图 3.2.6 压接连接件装配 压接连接件检测合格后,应采用专用的送线工具,将压接好的带导线接触件装配到连接器上。其操作步骤如下:1)在压接件送入连接器之前,先将尾部附件从连接器上卸下,将压接好的导线束装入尾部附件;2)将压接好的导线放入压接件装卸工具彩色的一端,使装入工具顶端支承在压接件的大台阶上,装入时应先从连接器的中心孔往外装;3)将顶着压接件台阶的工具从封线体的孔内垂直送入连接器;4)当听到清晰的声音时,表示压接件装配到位了(见图6),即绝缘体内的齿套将压接件的台阶支承住了;5)取出装卸工具,用手轻轻地往外拉导线,压接件不拉出即可;6)所有的压接件装配到位后,将尾部附件旋好。 图6 压接件装配到位示意图 压接连接器品种规格多,适用范围广,影响其压接件压接及装配的因素众多。常见质量问题及解决措施见表5[2]。 表5 常见质量问题及解决措施 图7 常见压接质量问题 随着电子产品向便携化、小型化和产业化方向的发展,压接连接越来越普遍。提高导线压接连接的质量和可靠性,一方面需要设计人员按压接连接设计要素进行合理设计,另一方面需要工艺人员制定合理的压接工艺流程和质量控制要求,还要求操作人员熟练掌握相关的压接技能及操作方法。另外,了解常见导线压接连接的故障原因,对解决生产过程中遇到的压接连接问题,提高压接连接质量,降低生产成本,具有十分重要的意义。 [1] 徐英.压接连接工艺技术研究[J].电子工艺技术,2005,26(1):21-22. [2] 魏建.压接工艺及装配技巧[J].电子工艺技术,2008,29(2):89-90. 责任编辑马彤 QualityControlofWireCrimpingConnection ZHANG Dongmei (The 10thInstitute of CETC,Chengdu 610036,China) Wire crimping connection is through the pressure to make a process for permanent forming an electrical connection between conductors. With the rapid development of electronic products to the portable, miniaturization and industrialization direction, wire crimping has been widely used in every field. At the beginning of the article the wire crimping connection mechanism are introduced. Then the influence of design elements of wire crimping connection quality was explained. In the paper, according to the assembly process the quality control methods and requirements for wire crimping are described in details, so that the guidance can be provided to form a reliable wire crimping connections. The common defects and quality problems in the assembly process are analyzed, for that the product quality of wire crimping can be improved. crimped connection,crimped barrel,wire,assembly process,pull-off strength TN 805 :A 张冬梅(1972-),女,工程师,主要从事电子装联工艺技术等方面的研究。 2014-10-09






4 压接连接易产生的质量问题及解决措施

5 结语