A100钢零件复合喷丸工艺及质量控制研究
2015-07-12赵勇,李博
赵 勇,李 博
(中航飞机起落架有限责任公司 燎原分公司,陕西 汉中 723200)
A100钢零件复合喷丸工艺及质量控制研究
赵 勇,李 博
(中航飞机起落架有限责任公司 燎原分公司,陕西 汉中 723200)
现代飞机起落架高寿命和高可靠的特点,促使了各种新材料特别是超高强度钢和钛合金等材料在起落架上的广泛应用,其中以A100和300M等超高强度钢的应用最为典型。这类钢具有强度高、横向塑性及断裂韧度高、疲劳性能优良以及抗应力腐蚀性能好等特点,但普遍对应力集中敏感,表面缺陷(如刀痕、划伤)和外来污染会对其疲劳性能造成严重影响。喷丸强化作为表面强化的一种方式,其应用时间较长。超高强度钢常规喷丸采用铸钢丸喷丸强化,本文主要研究A100钢的复合喷丸工艺应用及质量控制。
起落架;超高强度钢零件;复合喷丸;质量控制
复合喷丸工艺是为了获得较好的残余压应力场和表面形貌,具体工艺顺序为先采用铸钢弹丸进行高强度喷丸(第1次喷丸),再采用陶瓷弹丸进行低强度喷丸(第2次喷丸)。
表面强化是提高零件抗应力腐蚀和抗疲劳性能的重要手段,与其他表面强化工艺(如滚压、表面热处理和表面化学热处理等)相比,喷丸强化具有设备简单、操作方便、适应面广、节能省时、成本低廉和效果显著的特点。目前,国内常用铸钢弹丸对零件进行喷丸强化,但随着高性能材料(如A100钢、高强度钛合金及高强度铝合金等)的出现,铸钢弹丸喷丸强化的缺陷日益显露,使得材料未能充分发挥出其应有的性能水平。先进的陶瓷弹丸及其喷丸工艺,恰能弥补铸钢弹丸及其他弹丸(如玻璃弹丸)喷丸强化带来的缺陷。采用复合喷丸强化工艺能使得试样的疲劳寿命更高,表面质量更好。
1 材料和人员控制
1.1 材料控制
喷丸工艺使用的工艺辅助材料(铸钢丸、陶瓷丸、Almen试片和筛网等)均应按照相关标准规定的项目进行复验,复验合格后方可投入使用。具体技术要求见表1。

表1 喷丸使用的弹丸、筛网等技术条件
1.2 人员控制
对从事喷丸强化的操作人员和检验人员定期进行工艺标准、检测标准和操作要点等相关内容的培训,考核合格后颁发具有一定时效性的岗位资格证。只有持有有效岗位资格证的人员才能从事对应的工作。对操作人员及检验人员应造册登记,明确其岗位资格证编号和有效期等;同时,对岗位资格证即将到期的人员提前安排学习、培训及换发新证的工作,确保资格证始终在有效期内。
2 设备及维护控制
2.1 设备控制
喷丸设备必须是使用微电脑或PLC控制的自动化喷丸机,并具备如下功能:1)能产生稳定的喷丸强度和均匀的覆盖率;2)具有弹丸筛选、破碎弹丸以及变形弹丸分离装置及除尘装置,或经批准允许采用具有同等功能的机外独立装置;3)能提供一种通过控制压缩空气压力或离心力推动干燥弹丸均匀流动的方法;4)离心式喷丸机的离心轮转速应能调节;5)喷丸室内有可供零件(或喷嘴)动作的运动装置,以使零件被喷区域的表面获得均匀的覆盖率;6)喷丸机应配备抽风除尘装置,经过除尘装置排出的气体应符合环保要求;7)喷丸机应可提供既干燥又稳定的弹丸流,并能提供缺丸报警;8)可以自动控制对零件的喷丸时间。
2.2 维护控制
1)为保证喷丸质量,应按照设备制造商的建议定期检查和维护设备。
2)应做好喷丸设备的工作和维护日志,详细记录设备的工作、原件更换和设备维修情况,以便更好地掌握设备性能,保证喷丸质量。
3 制造过程控制
工艺流程:检验→喷前准备→调整设备→模拟喷丸→检验→调整设备→喷丸强化→模拟喷丸→喷丸后处理→检验。
3.1 喷丸前控制
1)喷丸批生产零件前应编制详细的工艺规程,且喷丸工艺应经过特殊过程确认。确认至少包括喷丸所用的铸钢弹丸及陶瓷弹丸、喷丸距离、喷嘴移动速度、弹丸流量和空气压力。
2)检查喷丸零件是否在合格工艺控制试验项目限定的周期内,应在零件喷丸前后喷打Almen试片,以验证喷丸过程参数。当零件喷丸前后喷打的Almen试片合格后,才能认为喷丸过程参数符合要求。
3.2 喷丸工艺参数的确定及喷丸过程控制
3.2.1 零件外表面喷丸的设计要求
零件外表面复合喷丸强度要求见表2。
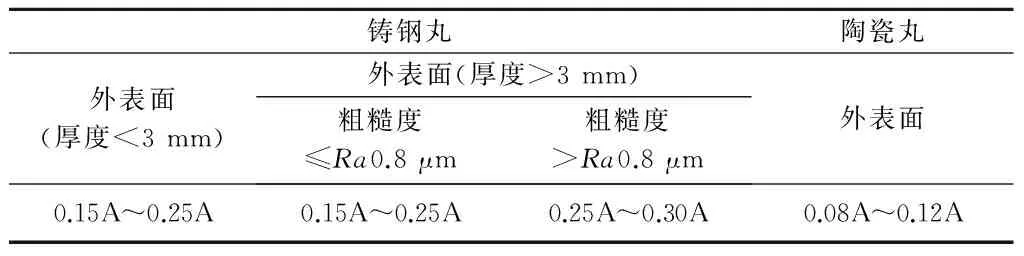
表2 零件外表面复合喷丸强度要求
3.2.2 喷丸工艺参数的确定
本文以A100钢外表面的复合喷丸过程为例,来说明喷丸过程参数的确定及喷丸过程的控制。按图1所示对复合喷丸模拟件进行试喷丸,并喷打Almen试片及绘制饱和曲线,参数见表3~表5,饱和曲线如图2~图4所示。

图1 喷丸模拟试件
表3铸钢丸喷丸强度为0.15A~0.25A(外表面)的参数

弹丸种类弹丸流量/kg·min-1喷丸距离/mm喷嘴移动速度/mm·min-1喷丸角度/(°)喷嘴规格/mm矛枪速度ASH2302.5120~16012045~90 ϕ15(内径)—喷丸次数空气压力/MPa喷丸强度1喷丸强度2喷丸强度3喷丸强度4喷丸覆盖率/%10.090.135A0.123A0.151A0.131A≤10020.100.169A0.155A0.171A0.163A≤10040.100.191A0.170A0.204A0.188A≥10080.090.204A0.181A0.215A0.203A≥100
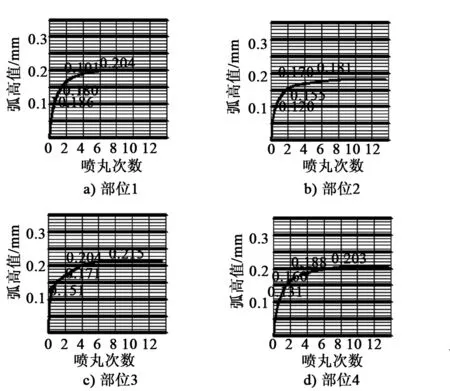
图2 铸钢丸喷丸强度为0.15A~0.25A(外表面)饱和曲线图
表4铸钢丸喷丸强度为0.25A~0.30A(外表面)参数
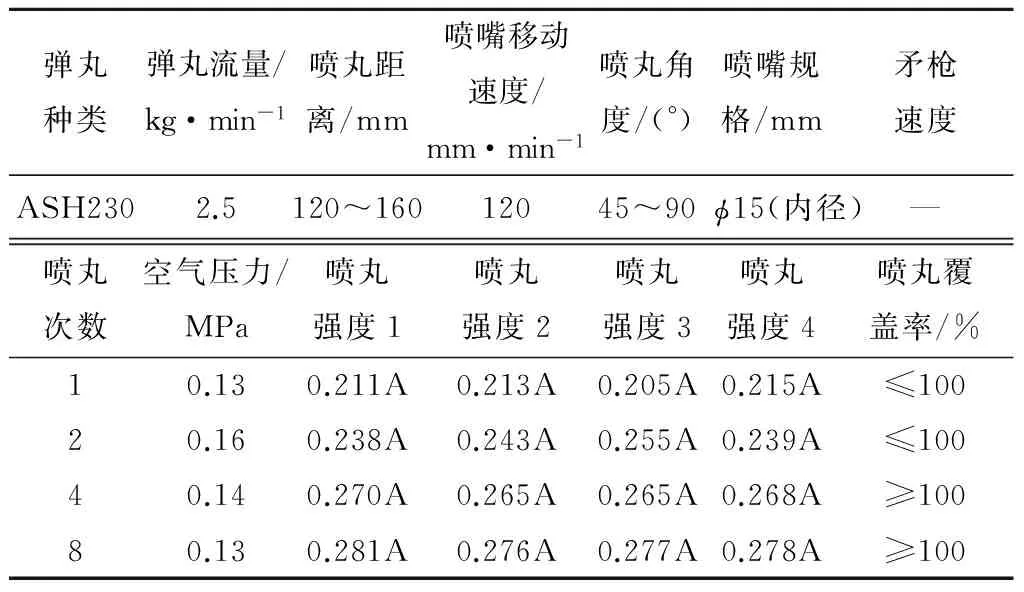
弹丸种类弹丸流量/kg·min-1喷丸距离/mm喷嘴移动速度/mm·min-1喷丸角度/(°)喷嘴规格/mm矛枪速度ASH2302.5120~16012045~90 ϕ15(内径)—喷丸次数空气压力/MPa喷丸强度1喷丸强度2喷丸强度3喷丸强度4喷丸覆盖率/%10.130.211A0.213A0.205A0.215A≤10020.160.238A0.243A0.255A0.239A≤10040.140.270A0.265A0.265A0.268A≥10080.130.281A0.276A0.277A0.278A≥100

图3 铸钢丸喷丸强度为0.25A~0.30A(外表面)饱和曲线图
表5陶瓷丸喷丸强度为0.08A~0.12A(外表面)的参数

弹丸种类弹丸流量/kg·min-1喷丸距离/mm喷嘴移动速度/mm·min-1喷丸角度/(°)喷嘴规格/mm矛枪速度/mm·min-1AZB3002.0120~16012045~90 ϕ15(内径)120喷丸次数空气压力/MPa喷丸强度1喷丸强度2喷丸强度3喷丸强度4喷丸覆盖率/%10.050.052A0.074A0.064A0.073A≤10020.050.090A0.092A0.099A0.089A≤10040.070.093A0.098A0.103A0.093A≥10080.050.099A0.101A0.108A0.096A≥100

图4 陶瓷丸喷丸强度为0.08A~0.12A(外表面)饱和曲线图
3.2.3 喷丸过程控制
每批零件开始生产前应先进行喷丸强度验证。若零件在8 h内完成,生产结束后最少要进行1次强度验证,否则应每连续工作8 h最少进行1次喷丸强度验证。每个位置试片的弧高值与曲线上目标弧高值的偏差应满足验证要求和工程图样要求的强度值。单个零件的喷丸强度值应均匀,并接近名义值,以有助于减少零件变形。强度验证应填写喷丸生产记录,只有强度验证合格后,方能进行A100钢零件的复合喷丸。A100钢零件喷丸前、喷钢丸后及复合喷丸后的对比照片如图5所示。
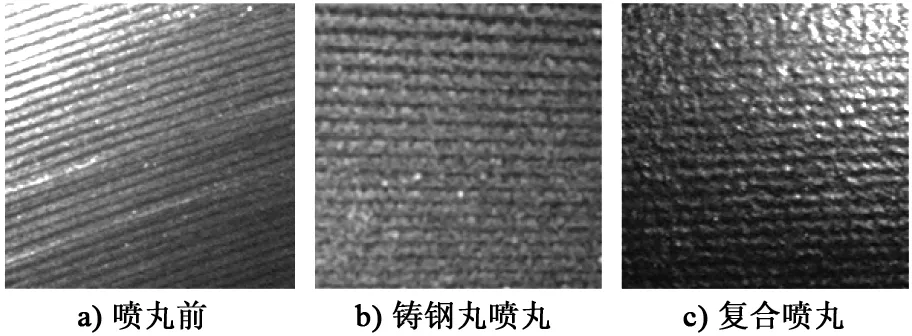
图5 A100钢喷丸前、后对比图
3.3 喷丸后控制
零件喷丸后应去除弹丸或喷丸时的遮蔽物,且不能进行热处理、应力释放、胶接或任何加工温度超过350 ℃的工序。喷丸后零件可采用喷丸成形和校正校形,当用其他方法校形时,校形后应进行渗透检查。喷丸后的表面粗糙度可以通过采用轻珩磨、研磨、手工砂光或砂带轮抛光的方法进行改善,但上述方法不能超过A型试片名义强度值的10%。若材料去除量超过限制区域,可在其后使用原喷丸时的同尺寸弹丸喷至要求的强度和覆盖率。
4 结语
经过对A100钢试件的复合喷丸,并且喷丸后对Almen试片进行弧高值的检验和覆盖率的检测表明,复合喷丸符合工艺要求及规范的过程控制要求。
责任编辑马彤
ResearchonCompoundShotPeeningProcessandQualityControlofA100SteelParts
ZHAO Yong, LI Bo
(Liaoyuan Branch, AVIC Aircraft Landing Gear Co., Ltd.,Hanzhong 723200, China)
Modern landing-gear of aircraft has the characteristic of high life and high reliability, that makes each new material, especially ultra high strength steels and titanium alloy widely used in landing-gear, hereinto, and A100 and 300M ultra high strength steels are representative. This kind of steel has advantages such as high strength, high transverse plasticity and fracture, good fatigue performance and stress corrosion resistant etc.. However, they are sensitive to stress concentrate, and surface defects such as tool marks, scratches and foreign contaminations have serious effects on their fatigue performance. Shot peening is a manner used for surface strengthen with a long time, but ultra high strength steels generally use steel shots to be strengthened. This article is mainly about compound shot peening process application and quality control of A100 steel.
landing-gear,parts made of ultra high strength steels,compound shot peening,quality control
TG 688
:A
赵勇(1978-),男,工程师,主要从事飞机起落架生产过程中喷丸及焊接工艺等方面的研究。
2014-11-19