拉日线跨区间无缝线路施工及其关键技术研究
2015-07-12曾红权
曾红权
(中国铁路总公司拉林铁路建设总指挥部,西藏拉萨 850000)
拉日线跨区间无缝线路施工及其关键技术研究
曾红权
(中国铁路总公司拉林铁路建设总指挥部,西藏拉萨 850000)
无缝线路的长轨条贯通区间,并与无缝道岔焊连形成跨区间无缝线路,彻底实现了线路的无缝化,是我国铁路建设发展的重要技术创新。跨区间无缝线路的施工质量是提高轨道结构强度、优化行车条件、减少养护维修量的关键。本文结合拉日铁路位于高海拔地区且昼夜温差大的特点,介绍了跨区间无缝线路的施工情况,阐述了高海拔地区钢轨接头和绝缘接头胶粘作业的方法及流程,总结了高海拔地区跨区间无缝线路施工的关键技术。
无缝线路 施工技术 钢轨焊接 无缝道岔
跨区间无缝线路是将桥上无缝线路、胶接绝缘接头、无缝道岔等多项技术结合,将一个闭塞区间乃至整个区间甚至多个区间(包括道岔、桥梁、隧道等)的绝缘接头都焊接或胶接在一起的线路[1]。为完成跨区间无缝线路的铺设,除了需要在设计方面进行详细设计与检算外,还需要研究其现场施工。国内外学者针对跨区间无缝线路的施工,提出了相应的施工技术[2-9]。目前提出的跨区间无缝线路施工工艺均未考虑高海拔和昼夜温差大的影响,而拉日线处于高海拔地区,昼夜温差变化巨大,给拉日线跨区间无缝线路的施工提出新的挑战。
1 工程概况
拉日铁路是青藏铁路的延伸线,东起青藏铁路终点拉萨站,出站后折向南沿拉萨河而下,途经堆龙德庆县、曲水县后,折向西溯雅鲁藏布江而上,穿越近90 km的雅鲁藏布江峡谷区,再经尼木、仁布县后抵达藏西南重镇日喀则,全长253 km。其中,拉萨南站—白徳站—协荣站跨区间无缝线路试验段,里程为DK5+ 370—DK32+258,长26.888 km。
该试验段位于拉萨河宽谷区,海拔高程为3 600~3 700 m,该地区属于高原温带亚干旱气候区,具有冬寒夏凉、空气相对湿度小、昼夜温差大、日照充足等特点。
2 跨区间无缝线路施工
2.1 施工前线路整修
铺设无缝线路的先决条件是路基要良好、稳固,道床要密实、稳定。达到这两个先决条件除有正确的施工方法和先进的施工机具外,还需要时间和投入。国外多采用待以时日,让路基自然沉落、稳固和让道床逐渐稳定的方法,这样可以少投入,较为经济。
2.2 无缝道岔的焊接、铺设
1)无缝道岔焊接、铺设对部件的要求
当道岔焊接成无缝道岔时,道岔部件应满足:
①钢轨应采用60 kg/m及以上的新钢轨,钢轨应无伤损和缺陷。采用锰钢整铸固定辙叉时,辙叉两端应胶接或焊接一段过渡钢轨,以便于与辙叉前后钢轨焊接。
②与无缝线路一样,无缝道岔的钢轨与轨枕间的摩阻力也应大于道岔的纵向道床阻力,为此要求无缝道岔采用强有力的弹性扣件,最好采用Ⅱ型弹条扣件或其它扣压力相当的扣件。
③岔枕参与钢轨温度力的传递工作,因此,要求岔枕完好无损并有较大的截面面积。若采用混凝土岔枕将会使无缝道岔的尖轨与可动心轨的伸缩位移减少,但需有密实的道床基础与相应的岔枕维修机具与方法,以延长混凝土岔枕的使用寿命。
④无缝道岔的道床肩宽应与无缝线路相同,必要时砟肩要堆高。道岔内道床要饱满、密实,道砟的规格与材质应与无缝线路相同。
⑤无缝道岔上所有的间隔铁与限位器连接螺栓及仍保留的接头螺栓均采用高强度螺栓,并按规定的扭矩拧紧。道岔绝缘接头采用胶接绝缘接头。
⑥路基应无病害,排水良好,以保证无缝道岔的完好与稳固。
2)道岔岔内钢轨焊接
无缝道岔钢轨与无缝线路一样,随着轨温的升降将承受巨大的温度力。因此,道岔钢轨的焊接方法应与区间无缝线路相同。但由于道岔某些部位的焊接接头空间小,需用铝热焊方法进行焊接。从焊接质量要求来看,由于无缝道岔基本轨还要承受附加温度力的作用,需要更高的焊接质量。如果可能,道岔基本轨接头最好在工厂用接触焊法焊接,或在设计上直接采用长钢轨。道岔内部的其他钢轨接头可用铝热焊方法进行焊接。
需要特别指出的是,无论将来把道岔焊成半焊无缝道岔还是全焊无缝道岔,岔内直侧股钢轨所有接头都要焊接或胶接起来。
道岔内钢轨焊接的方案目前有两种:①在道岔未上道前先在工地把道岔内所有钢轨接头焊接好,绝缘接头胶接起来,然后横移铺设到线路上,经过反复整修捣固使道岔稳定下来,最后再与两端无缝线路的长轨条焊连在一起,形成跨区间无缝线路;②先把道岔铺到线路上,然后在线路运营状态下要点进行焊接施工。
该试验段采用第二种焊接方案对无缝道岔岔内钢轨进行焊接。焊接流程如下:
①焊前准备与焊后整修。道岔在焊接前,要进行一次全面整修、捣固、补充石砟,方正岔枕,并方正尖轨与基本轨的相对位置。当然,若有伤损部件与扣件,要及时更换。捣固整修后最好将轨枕间的道砟补足、夯实,以保证道岔具有足够的道床阻力。岔内钢轨接头焊完,尚未与无缝线路长轨条焊连时,还要对道岔再进行一次全面整修、捣固,使道岔各部分都处于良好状态。
②焊接顺序。为便于道岔焊接时的施工操作,通常按先直股后曲股的原则顺序焊接(见图1)。当完成钢轨接头(1)~(6)的焊接与胶接后,对道岔进行全面整修,整修之后再进行辙跟接头(7)的焊接工作,最后把道岔两端钢轨与无缝线路长轨条焊连起来。
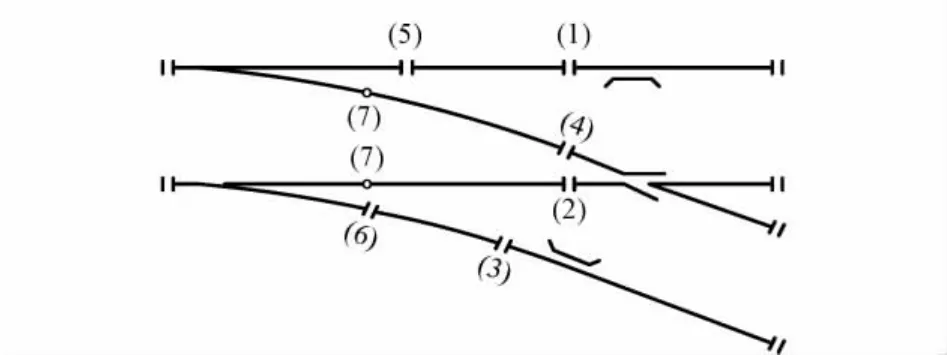
图1 无缝道岔内钢轨焊接顺序
③焊接温度。无缝道岔最终要与无缝线路长轨条焊连,因此,道岔内各接头焊接温度最好在设计锁定轨温范围内,若有困难,焊接温度也不宜过高,以便最终与长轨条焊接时易与拉轨焊连。如图1所示,接头(1)~(6)的焊接轨温为3~25℃;辙跟接头(7)的焊接轨温要严格一些,应在设计锁定轨温范围内焊连该接头。最终道岔两端与长轨条焊连时,其焊接轨温应为线路锁定轨温±3℃。
④预留焊缝。根据图1所示的顺序进行钢轨接头焊接时,要预留焊缝或顶锻量,其值由焊接方法决定,可按有关规定预留。但是在进行辙跟焊连时,由于前面尖轨可自由伸缩,多采用铝热焊焊接。在考虑预留焊缝时,要按铝热焊要求设置焊缝。
2.3 道岔与无缝线路长轨条焊接
当焊接好的道岔拨移到线路后或原道岔岔内钢轨焊好后,再次对道岔进行全面的整修和捣固,然后才能将道岔与区间无缝线路长轨条焊连。焊接流程如下:
1)解开单元轨条之间的钢轨接头临时连接器。
2)解开已铺无缝线路终端50 m范围内的钢轨扣件及下一单元轨条的全部扣件。在上述范围内,以焊缝为中心,向两侧每隔10~15 m在轨枕的承轨槽上垫入滚筒,并在焊缝两侧各10 m范围内分别等间距地垫入3~4个支承木墩。
3)对钢轨端面及焊缝两侧50 mm范围内的钢轨表面彻底去油去垢除锈。
4)用液压拉轨器或撞轨器,拉动单元轨条,使焊接轨的端面之间距离达到铝热焊工艺规定的尺寸。
5)按铝热焊焊接工艺进行接头焊接。
6)用推平、磨平机对轨头顶面及侧面进行推平磨平,使轨头顶面及内侧工作面的平直度严格达到规定的标准。
7)对焊接接头进行超声波探伤。
8)根据要求,对焊缝进行正火处理。
9)待单元轨条进行撞轨、拉轨及应力放散后,锁定钢轨,并记录锁定轨温,立即作好观测标记等;所有锁定轨温均在设计锁定轨温范围内。
3 铺设跨区间无缝线路的关键技术
铺设跨区间无缝线路的关键技术是现场钢轨的胶粘作业。拉日线车站内道岔无缝化的现场钢轨胶粘接头采用环氧类胶粘剂整体式结构,其特征有别于丙烯酸类胶粘剂“三明治”式和嵌式结构,钢轨与夹板间不用薄钢板和胶泥,而是采用预制复合胶层夹板与钢轨直接胶粘组装,通过高强度螺栓使两者紧密贴合产生极强的胶粘力。
3.1 技术要求
1)基本要求。整体式钢轨胶粘接头力求质量优良,胶粘作业过程应做到“一干、二净、三准确”。“一干”指胶粘时的环境、所用材料、机具设备保持干燥;“二净”指胶粘物表面保持干净,油污、酸、碱及各种氧化物影响胶粘物表面的湿润性和液态胶与固体胶粘物的亲和性,也影响胶粘剂在胶粘物表面均匀铺展;“三准确”指固化温度、固化时间和紧固螺栓的扭矩准确。
2)作业顺序。为保证钢轨胶接绝缘接头和钢轨胶粘冻结接头的质量和生产效率,胶粘作业程序分为两步:①在工厂内,在金属夹板上铺设一层玻璃纤维布胶层;②在现场,采用“直粘法”将复合胶层夹板与钢轨胶粘组装。
3)环境条件。在现场胶粘作业最适宜的条件为湿度<60% RH,气温>12℃。低温或者下雨情况下,也并非一概不准进行胶粘作业,但必须采取加热、保温和防雨措施,使环境温度和湿度达到规定的要求才允许作业。
3.2 现场作业流程
3.2.1 胶粘作业准备
1)测量校核钢轨螺栓孔间距,要求钢轨与复合胶层夹板的螺栓孔间距完全一致。
2)若有电线妨碍全断面夹板的组装胶粘,预先要求电务部门改变位置。
3)钢轨的轨端和螺栓孔周边倒棱角,其尺寸要求为:轨顶和工作边倒棱角45°,轨腰、轨颚、轨底和螺孔周边倒棱角135°,倒棱后用砂布磨光要不留毛剌,手感光滑。
3.2.2 胶粘作业流程
1)测量并记录轨温、气温。
2)拆除接头螺栓、夹板和一定长度范围内的扣件,粗调胶粘钢轨的平直度,用拉压两用轨缝调整器调整预留轨缝,钢轨与绝缘端板的间隙完全挤严。
3)用喷灯或其他加热设备加热钢轨去除潮湿。
4)用扁铲、钢丝刷清除钢轨上油泥,然后用角磨机打磨,直至完全露出金属光泽,不得有凸凹不平和超过0.5 mm的磨痕,钢轨上的钢种、炉号等突出字样磨平,同时用镜子检查轨颚处,避免疏漏。也可用金属表面催化剂处理钢轨胶粘面,直至露出金属光泽。
5)戴上口罩,将丁酮或丙酮或二氯甲烷溶剂灌入电喷枪内,对轨颚、轨腰、上轨底喷射,直至全部粘接面被均匀喷到,不得喷射在轨顶或轨头侧面上,更不允许采用毛刷涂抹溶剂。尤其是使用催化剂处理钢轨后更要使用大量溶剂清洗。
6)戴上洁净白手套,将复合胶层的夹板从包装箱内取出放在支承架上,检查胶层有无脏污,少许脏污可用药棉蘸少量丁酮或丙酮或二氯甲烷溶剂轻轻揩洗。
7)用套管套在扣件螺栓上,并裁剪2块包装塑料布垫放在钢轨的轨底边缘与扣件螺栓之间的轨枕上,以防止组装时将胶层碰脏。
8)细调钢轨平直度、起拱度,要求两轨工作面顺直无错牙,轨顶面无台阶。钢轨的轨顶起拱用1 m直尺检查起拱量,通常胶粘前的起拱量高于实际要求的起拱量。
9)将绝缘端板塞入轨缝内,用拉压两用轨缝调整器挤严轨缝,调整端板高低,要求绝缘端板顶略低于钢轨顶0.2~0.3 mm,紧固部分扣件,固定钢轨位置。
10)双组份AB胶混合后快速搅拌均匀,通常要求至少搅拌3 min。当环境温度高于25℃时,可缩短搅拌时间,环境温度较低时应延长搅拌时间至5 min。搅拌后的胶粘剂可在罐筒内略微存放,直到感受到微微有些发热后,立即使用,不得延误。
11)用刮刀将搅拌均匀的AB胶涂抹在复合胶层夹板和钢轨的胶粘面上,要求均匀快速涂抹,螺孔周边多涂,环境温度较低时应在复合胶层夹板上多涂。
12)胶粘钢轨冻结接头时,在复合胶层夹板中部和轨缝左右2 cm范围内不涂AB胶而涂3组份的导电胶。
13)经检查涂胶无遗漏后,4名工人用定位棒抬起2块已涂胶的复合胶层夹板,其中2名工人将定位棒插入一块夹板的①、⑥螺孔(见图2),另2名工人将定位棒插入另一块夹板的②、⑤螺孔,然后与钢轨组装。定位棒顶紧夹板,使夹板与钢轨胶粘面完全密贴,上下均无间隙,然后迅速在③、④螺孔内穿入带有垫圈的螺栓;若为胶接绝缘接头,应在螺栓上套上绝缘套管,再套上另一垫圈,拧上螺母。再将套有垫圈和绝缘套管的螺栓分别穿入①、⑥和②、⑤螺孔,并套上垫圈,拧上螺母,按②、⑤,③、④,①、⑥的顺序先用扳手紧固螺栓,按③、④,②、⑤,①、⑥的顺序用测力扳手紧固螺栓,要求螺栓扭矩达到1 400 N·m。6套螺栓全紧固一遍后,用大木锤或橡皮锤使劲敲打夹板,复紧螺栓,如此重复3次,直至螺栓保持规定的扭矩不衰减。

图2 胶层夹板螺孔编号示意
14)通常温度20℃以上时AB胶能在短时间内自然固化,若温度偏低,可用喷灯加热;当温度达到60℃后,保温30 min左右胶粘剂固化,待轨温降至30~40℃后,再次复检螺栓扭矩,要求扭矩保持在1 400 N·m。
15)在螺栓外露部分涂抹胶粘剂,并在螺母和螺栓头上涂抹绝缘漆或其他防锈的涂料。
16)成品检查合格后,进行外观整修,清除钢轨上的残胶,确认胶粘剂已经固化后可用角磨机打磨露出钢轨头部的绝缘端板。当胶层未达到固化状态,切不可动用角磨机打磨钢轨任何部位,严防金属粉末撒落在钢轨与夹板之间的胶层上,导致绝缘失效。
17)全部作业完成,填写生产过程记录。
18)待胶粘剂固化后,生产负责人会同电务部门,测量钢轨平直度,在信号断开的情况下,按《铁路钢轨胶接绝缘接头技术条件》(TB/T 2975—2010)规定检查绝缘电阻,各项检查合格,电务和工务部门同时在检测记录上签字登记。
19)用白油漆和编号板,在胶粘钢轨接头的轨腰上喷号,且编号应与全断面复合夹板上的已有编号一致。
20)最后清理废弃物,以免发生意外。
4 结语
跨区间无缝线路取消或减少了缓冲区,最大限度地消除了作为轨道薄弱环节的钢轨接头,减少了钢轨接头病害和发展,能全面提高轨道整体结构强度和平顺性。本文针对处于高海拔地区的拉日线,总结了高海拔地区钢轨接头和绝缘接头胶粘作业方法及经验,可为今后高海拔地区的跨区间无缝线路施工提供参考。
[1]霍宝虎.新线一次性铺设跨区间无缝线路施工技术[J].城市轨道交通研究,2009(10):64-66,72.
[2]张传祥.秦沈客运专线一次铺设无缝线路施工方法[J].铁道标准设计,1999(8):50-52.
[3]高亮,刘衍峰,田新宇.铁路跨区间无缝线路关键技术的试验研究[J].土木工程学报,2005,38(11):128-131.
[4]王猛.高速铁路跨区间无缝线路设计与施工[J].铁道建筑,2006(7):67-69.
[5]许强.包西铁路跨区间无缝线路施工技术综述[J].包钢科技,2012,38(2):71-73.
[6]陈孟强,魏亚辉.新建跨区间无缝线路人工铺轨综合施工技术[J].铁道建筑,2007(6):78-80.
[7]刘国栋.寒冷地区客运专线跨区间无缝线路锁定施工[J].铁道建筑,2012(9):126-128.
[8]田雨恒,耿宗占.低温铺设跨区间无缝线路施工[J].科技与创新,2014(16):65-66.
[9]广钟岩,高慧安.铁路无缝线路[M].4版.北京:中国铁道出版社,2005.
(责任审编 葛全红)
U213.9
A
10.3969/j.issn.1003-1995.2015.10.36
1003-1995(2015)10-0164-04
2014-11-24;
2015-08-28
曾红权(1973—),男,工程师。