基于WinCC的石膏粉生产线自动控制系统的设计与开发
2015-07-11吴修文
吴修文,王 军
(山东省泰安市农业机械科学研究所,泰安 271000)
0 引言
目前国内的天然石膏粉生产线的运转大多处于较落后的人工操作阶段,操作工人工作环境比较差,生产线运转时各设备的运行状态:设备的运转电流、储料仓的物位、锻烧沸腾炉设备的锻烧温度、物料的输送流量等参数无法集中进行监控,运转的情况需要依靠操作工人的经验来进行判断和处理,给生产和管理带来很大的困难,同时也影响到锻烧后石膏粉的品质和质量。本文基于WinCC fl exible 2008组态软件,设计了某年产3万吨石膏粉生产线的自动控制系统,对生产线运转中的各参数进行集中监控及处理。
1 系统结构
按照天然石膏粉锻烧的工艺要求,将生产线分为五个子系统,分别是:破碎系统、磨粉系统、锻烧系统、锅炉系统、成品包装系统。天然石膏粉锻烧工艺流程如图1所示。
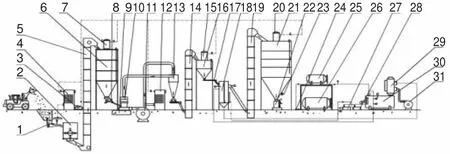
图1 天然石膏粉锻烧工艺流程图
生产线属于中小规模,故系统采用集中控制模式,设备的电器控制柜及监控PLC控制柜集中布置在电气控制室。采用西门子S7-226作为生产线运行以及传感器信号处理的运行控制器,MP277作为系统的监控以及操作控制界面。将生产线运转时主要设备的电流信号、变频器的频率信号、储料仓的物位信号、变量螺旋输送器的流量信号、沸腾炉的进出口温度信号、罗茨风机的风压信号、导热油的油温信号、油泵的压力信号、储油槽的液位信号等由PLC处理后,实时显示在MP277触控屏的监控界面中。
1.1 硬件结构
自动控制系统硬件主要有PLC、触摸屏、温度传感器、电流传感器、物位传感器、液位传感器、压力变送器、变频控制器、交流接触器等组成,生产线自动控制系统硬件框图如图2所示。
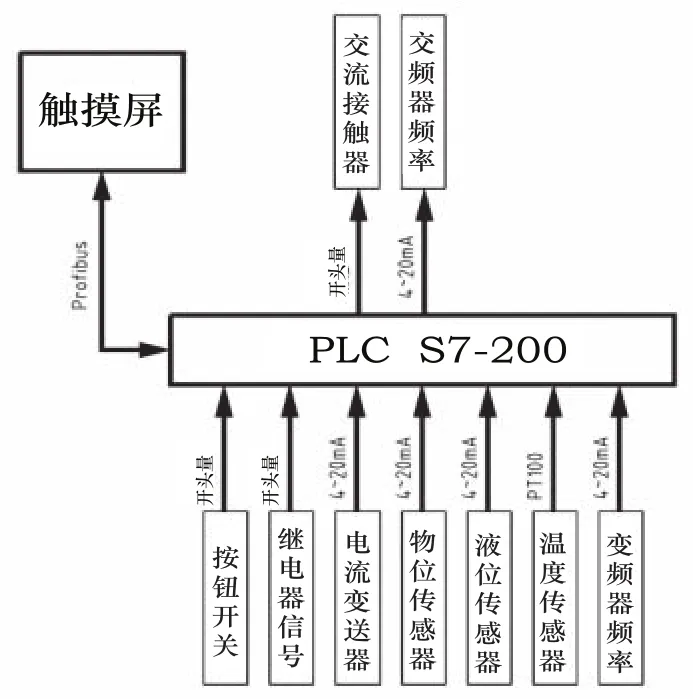
图2 生产线自动控制系统硬件框图
PLC通过Profibus总线与触控屏连接,接受来自触摸屏的输入信号,以及控制柜按钮、继电器运行、故障信号、4mA~20mA和PT100模拟量信号,经过PLC处理后,输出开关量、4mA~20mA模拟量信号,以控制电机启停动作及设置变频器频率。
1.2 PLC控制流程
生产线控制程序按照结构化程序设计,结合生产线的工艺要求,分为主程序、破碎子程序、磨粉子程序、锻烧子程序、成品子程序。程序流程图如图3所示。
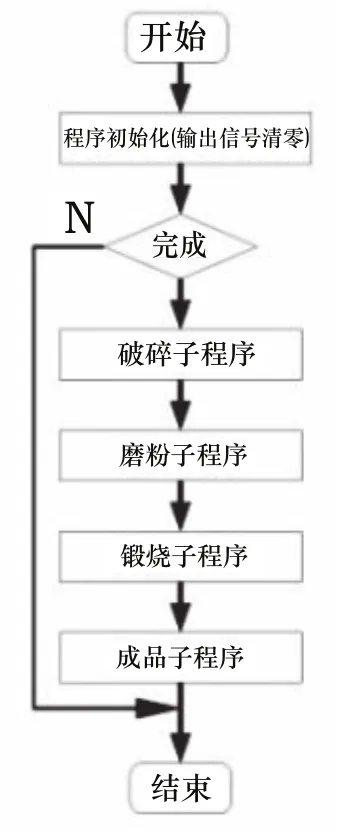
图3 程序流程图
1.3 程序设计
1) 初始化子程序:在设备上电后,程序执行初始化,将所有的输出信号以及辅助信号进行清零或设置初始数值。
2)主程序:主要根据电控柜手自动信号以及触摸屏的信号,进行各子程序的调用,同时实现模拟量信号的数据处理。
3)分系统子程序:各分系统子程序按照分系统工作流程,实现系统内各电控设备按照一定的时间间隔,进行正向自动顺序启动,反向自动停机,同时根据系统内电控系统的故障信号,实现故障报警以及反向顺序停机。正向顺序启动时,以上一设备的启动完成信号触发延时动作,从而保证设备连续运行的可靠性。
2 WinCC组态设计
人机界面软件设计采用WinCC flexible 2008实现,确保与S7-200的高效稳定的连接。
2.1 界面设计
根据生产线自动控制的要求,设计了欢迎界面、初始界面、破碎系统界面、磨粉系统界面、锻烧系统界面、成品系统界面、实时监控界面、系统设置界面、使用说明界面等。破碎系统界面、实时监控界面如图4、图5所示。各界面的跳转流程图如图6所示。

图4 破碎系统界面

图6 各界面跳转流程图
2.2 界面介绍
由于本系统应用于国外,根据系统要求和用户操作习惯,在欢迎界面设置了语言切换按钮,方便用户操作人员的操作,同时设置了登录密码保护,确保有权限的操作人员对系统进行操控,保证系统及设备运行的安全。
在破碎、磨粉、锻烧、成品界面中,设置了各系统中运行设备的手动操控启动停止按钮,同时设置了绿色运行信号、红色故障信号,各系统电流、频率、温度、物位、液位等数据显示,以及急停按钮等。
在实时监控界面中,将生产线中的设备按照工艺流程进行布置,设备的运行(绿灯)、停止(无色)、故障(红灯)等状态进行显示,料仓的物位、液位设置成垂直状态显示,设备运行电流、温度、频率等设置在设备近处。
整个界面形象、直观,同时生产线运行时的各种参数显示清晰,设备运行状态一目了然,方便操作人员对生产线进行操作。
3 结论
作者应用WinCC、S7-200实现了天然石膏粉生产线的自动化控制及监控,人机监控界面清晰,操作简便。经过一年多实际运行,证明系统工作稳定可靠,提高了石膏粉生产线的自动化生产水平,改善了操作工人的劳动环境和劳动条件,增强了石膏粉生产的连续性和稳定性,提高了石膏粉产品质量,提升了企业的生产效率,增加了企业的利润及效益。
[1] 廖常初.PLC编程及应用[M].北京:机械工业出版社,2008.
[2] 李方园.西门子S7-200 PLC从入门到实践[M].北京:电子工业出版社,2010.
[3] 席巍.人机界面组态与应用技术[M].北京:机械工业出版社,2010.
[4] Simens AG.wincc组态手册[Z].2010.
[5] Simens S7-200可编程控制器系统手册[Z].2008.
[6] 孟凡强.石膏粉生产线集散控制系统[J].济南大学学报(自然科学版),2005,19(1):64-67.
[7] 孟如.基于WINCC的水泥生产线控制系统的研究[J].微计算机信息(测控自动化),2007,23(6-1).
[8] 彭洋.基于PLC的回转支承装配检测台控制系统设计[J].制造业自动化,2013,35(8):36-46.
[9] 石华.基于S7-300PLC和Wincc的移载车控制系统[J].制造业自动化,2013,36(1):74-77.
