φ4.6中卸烘干原料磨的改进
2015-07-10王冬生郭文武储小虎崔海峰
王冬生 郭文武 储小虎 崔海峰
(江苏鹏飞集团股份有限公司,江苏 海安 226623)
φ4.6中卸烘干原料磨的改进
王冬生 郭文武 储小虎 崔海峰
(江苏鹏飞集团股份有限公司,江苏 海安 226623)
φ4.6X(9.5+3.5)m中卸烘干原料磨是国内大型水泥设计院设计的,在 2500t/d水泥生产线上应用较广。在贵州、江苏宜兴、江苏溧阳及其它地区用户的使用过程中,发现了一些问题,就这些问题产生的原因及解决提出如下几点看法,供大家参考。
1.粗磨仓磨头衬板的固定
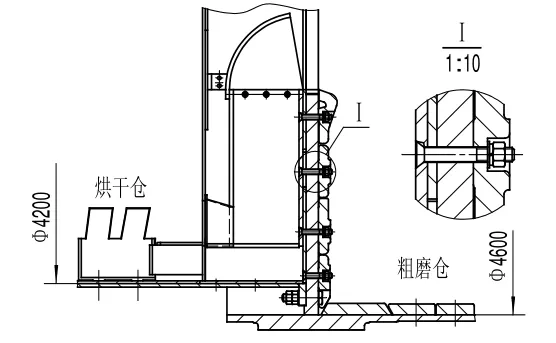
图 1
如图1所示,左侧是磨机的烘干仓,右侧为粗磨仓,它们之间是筒体的腹板,磨头衬板、烘干仓扬料板通过螺栓固定在腹板上。螺栓为沉头带榫结构,螺母固定在磨头衬板一侧,螺栓的头部正常超出了端板的平面。由于粗磨仓装有大量钢球随着筒体的运动而运动,运动中的钢球很容易砸到螺栓头部,造成螺栓螺母的断裂,导致磨头衬板的滑落。若不能及时被发现处理,小则磨头衬板被砸坏,大则造成腹板的损坏,形成不可预见的损失。
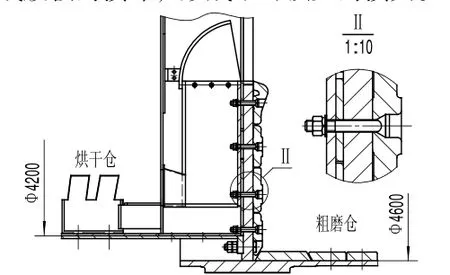
图 2
根据上述情况,我们对粗磨仓磨头衬板的固定方式作了调整,其结构如图 2所示。磨头衬板的螺栓孔由圆柱沉孔调整为通用的椭圆头螺栓孔,孔的数量位置不变。固定螺栓由沉头带榫螺栓调整为椭圆头螺栓,螺纹规格不变化,螺栓长度根据椭圆头螺栓孔的实际深度确定。这样与普通的水泥磨磨头结构一样,烘干仓没有钢球,螺栓头部及螺母的磨损只来自于物料的冲刷磨损,容易被发现及有效防控,不会造成较大的损伤。
2.磨尾椎体结构
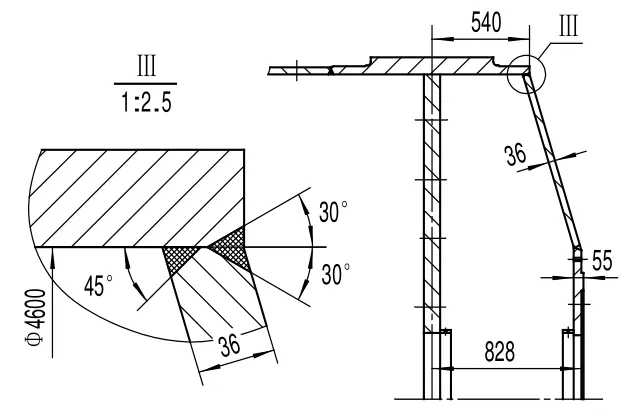
图 3
图 3展示的是设计院提供的磨尾椎体的焊缝形式及板材厚度。椎体与滑环采用双面角焊缝,椎体钢板厚度δ36mm,与传动接管联接的椎体法兰最大厚度δ 55mm.此处的焊缝要求很高。全靠锥体传递扭矩,这种形式的焊缝,一般只适用于手工焊接,且这种焊缝形式很难探伤检查。锥体一般用钢板切割成几块扇形,卷制拼焊而成。修整后加工剖口,如图需要加工双剖口,显得较麻烦。一旦焊接环节出现问题,很容易造成椎体法兰开裂,该现象已经出现了好几个厂家。
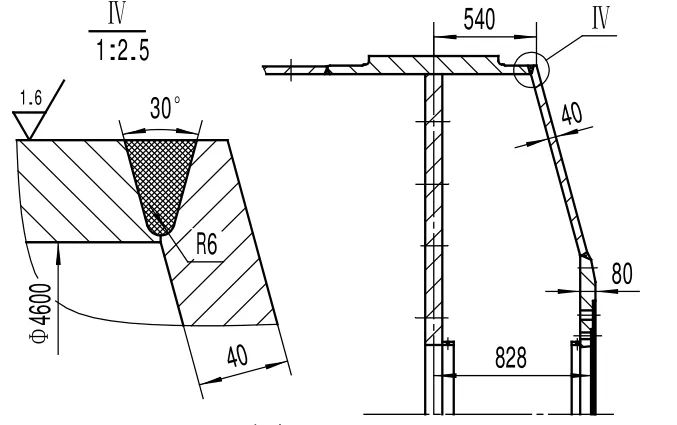
图 4
根据上述情况,我们对磨尾椎体作了调整。其结构如图4所示,椎体与滑环采用放大图Ⅳ的焊缝,椎体钢板厚度不小于δ40mm,与传动接管联接的椎体法兰最大厚度δ80mm.滑环与椎体的焊缝,机械加工坡口,自动焊焊接,同时对焊缝进行探伤检查处理,确保了焊缝的强度。椎体长期起传递扭矩作用,钢板加厚有利于提高椎体抗疲劳屈服强度。与法兰联接的传动接管法兰厚度达δ70mm,如果按照原来资料,椎体法兰最大厚度δ55mm,再减去10mm左右的止口,与传动接管联接的法兰实际厚度仅δ45mm,其强度远远低于传动接管的法兰,与筒体的寿命不一致,这是现场开裂的主要原因.在不改变外形轮廓尺寸的前提下,增加椎体法兰厚度是有益的。
TQ172
B
1007-6344(2015)03-0003-01
