基于PLC的筘片裁剪系统开发设计
2015-07-07史卫朝王丽洁徐德凯
史卫朝,王丽洁,徐德凯
(西安理工大学,西安 710082)
0 引言
随着国家对环境保护的不断重视,越来越多的企业开始发展过滤网产品。钢筘作为过滤网生产过程中不可或缺的配件,筘片的硬度和耐磨性对过滤网的生产有着非常重要的影响。目前国内生产筘片的材质主要为65Mn钢带,其特点是:强度高、硬度高、弹性好,抗拉强度σb(MPa)=825MPa~925MPa,热处理硬度为38HRC~60HRC[1]。纺织配件企业根据过滤网的型号,通过计算确定筘片厚度,一般为0.25mm~1mm。由于65Mn钢经过淬火后硬度高,传统冲裁筘片的加工方法不仅会严重损伤模具,而且自动编筘机的剪切装置无法裁剪0.4mm厚以上的65Mn钢带,因此,研制全自动筘片裁剪系统是十分必要的。
本项目通过对现有裁剪设备分析研究,针对性地开发出一套基于PLC控制的筘片裁剪系统,从根本上解决了筘片加工中存在的问题。
1 筘片裁剪系统的结构设计
1.1 技术要求
本项目目标是研制的筘片裁剪系统基于PLC控制,采用气动送料机及电机驱动,实现自动送料、裁剪,保证裁剪的筘片尺寸一致,提高筘片裁剪速度及生产效率。企业对项目组提出了以下要求:
1)筘片裁剪系统的销、轴、轮等零件应进行热处理,安装销栓的孔应配铜套,电器配件、线缆均要符合国标要求;
2)裁剪速度≥100片/min;
3)裁剪后筘片长度误差≤0.1mm;
4)筘片裁剪系统应具有急停装置、润滑装置保证使用安全。
1.2 主体机械结构
筘片裁剪系统的机械结构主要包括:1)料盘装置;2)裁剪装置;3)收料装置三大部分,如图1所示。
料盘装置主要由料架、料盘、电机、减速器、传感器等组成,作用是自动判定输送钢带的时间,根据PLC指令将料盘架上的钢带送出。在料盘与送料气缸之间安装光电传感器,在裁剪钢带过程中,光电传感器检测到钢带不足并发送信号至PLC,PLC控制料盘上的电机旋转,料盘旋转送出钢带。

图1 筘片裁剪系统结构示意图
裁剪装置主要由送料气缸、手压剪、底座、气泵、气动三联件、光电传感器等组成,如图2所示,其作用是将料盘装置送出的钢带,经送料气缸送入手压剪内,手压剪在电机和传动机构的带动下,裁剪钢带。筘片的长短可调整送料气缸的挡料轮及微调螺母,送料时间由光电传感器判定,当手压剪抬升时,光电传感器检测到信号,且发送至PLC,PLC通过继电器控制电磁阀工作,气缸送料,同时计数器计数。送料气缸可选择标准型AF-4C气动送料机,其最大送料宽度为100mm,最大送料长度为130mm,满足筘片裁剪要求;选用三相立式380V电机和NMRV蜗轮蜗杆减速机,电机功率为750W。

图2 裁剪装置结构简易图
收料装置主要是将筘片按裁剪的顺序依次回收,由接料盒和平行气动手指组成。当接料盒中的筘片数目达到规定值后,计数器发出信号,PLC控制送料气缸停止工作,同时平行气动手指松开,操作人员取出接料盒。根据夹持力的计算公式[2]:

式中,F为夹持力(N);m为工件质量(kg);g为重力加速度;µ为配件与工件之间的摩擦系数。经过计算,选择HFZ16平行气动手指作为夹持元件。此外接料盒尺寸不宜过大,避免筘片凌乱叠加。
1.3 工作原理
筘片裁剪系统工作时主要依靠送料气缸将钢带依序送至手压剪内,手压剪运动完成裁剪。具体工作过程如下:料盘与送料气缸之间的光电传感器发出输送钢带信号,PLC接收信号后驱动料盘上电机运转,完成钢带输送;同时裁剪电机启动,安装在手压剪附近的传感器检测到手压剪抬升的信号,发送至PLC,PLC控制继电器及电磁阀工作,送料气缸在电磁阀的控制下依次将长度相同的钢带送入手压剪内,手压剪上下运动裁剪钢带,裁剪后的钢带依次落至接料盒内,当筘片达到规定数目后,PLC发出信号,送料气缸及裁剪电机停止工作,且平行手指松开,操作人员取出接料盒。
2 控制系统设计
2.1 控制电路设计
筘片裁剪系统基于PLC控制,借助三相异步电机和气缸的运动完成钢带的裁剪。在外部三相电及气泵的带动下,通过电机的启动停止、送料气缸的往复运动及夹紧气缸的工作完成控制系统要求的动作,主要辅助元件有接触器、继电器、电磁阀及计数器等,图3为筘片裁剪系统主电路图。
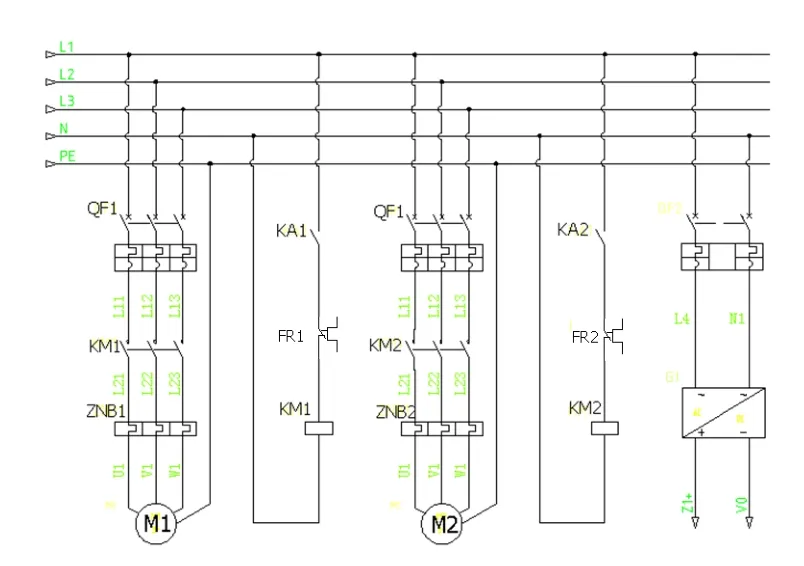
图3 筘片裁剪系统主电路图
此外在设计控制电路系统时,考虑到各种技术要求[3],确定采用西门子S7-200型PLC作为筘片裁剪系统的控制主机。由于控制系统有11个数字输入量,4个数字输出量,故确定CPU224为CPU模块,表1为PLC输入输出分配表,图4为筘片裁剪系统控制原理图。
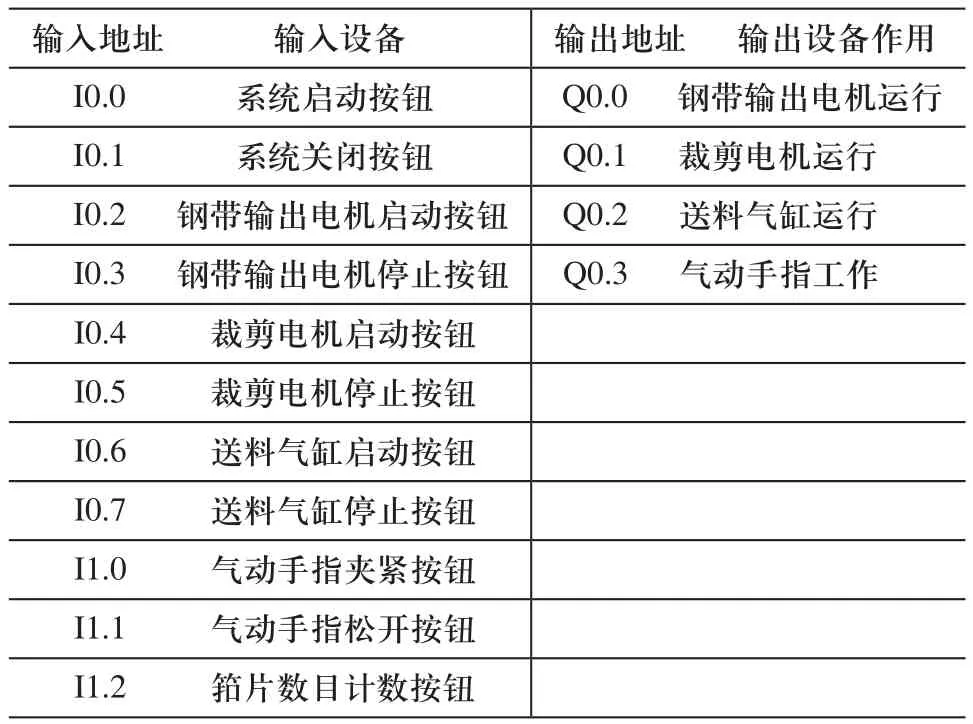
表1 PLC输入输出分配表

图4 筘片裁剪系统控制原理图
2.2 控制程序设计
筘片裁剪系统的各个装置在PLC及辅助元件的控制下,按规定的逻辑顺序工作。我们采用西门子STEP7编程软件对PLC程序进行编写,该软件可使用梯形图逻辑、功能块图和语句表进行编程操作,图5为控制程序流程图。

图5 控制程序流程图
3 筘片裁剪系统特点
开发的筘片裁剪系统相比传统的裁剪设备具有以下特点:1)裁剪速度快,采用的自动送料气缸较机械式自动送料机运行速度快,稳定性好,性价比高;2)自动化程度高,在整个筘片裁剪过程中,所有动作均有PLC控制,减轻了操作人员的劳动强度;3)结构简单,易于安装维护且维护。
目前,筘片裁剪系统已经应用于某纺织器材配件厂。结果表明,使用该筘片裁剪系统后,企业筘片裁剪效率大幅提高,生产周期由原来的3小时缩短至0.5小时,故障率低;生产成本较前降低了60%左右,为企业带来了显著的经济效益,提高了产品的市场竞争力。
4 结束语
随着我国过滤产业的不断发展,过滤产品对筘片要求不断提高。利用项目组设计的筘片裁剪系统能够满足筘片的裁剪需求,同时也满足自动控制的要求,对钢筘行业产品的质量提高具有很好的促进作用。
[1]机械设计编写组.机械设计手册第三版[Z].北京:机械工业出版社,1986.
[2]姜继海.液压与气动传动[M].北京:高等教育出版社,2010.
[3]林小宁.可编程控制器应用技术[M].北京:电子工业出版社,2013.
