基于“大数据”的冷轧板形分析与控制技术研究
2015-07-07包仁人李洪波程方武贾生晖
包仁人,张 杰,李洪波,程方武,贾生晖
(1.北京科技大学 机械工程学院,北京 100083;2.武汉钢铁(集团)公司,武汉 430083)
0 引言
近年来,“大数据”引起了社会各界广泛的高度关注。2012年3月22日,美国总统奥巴马正式宣布美国政府将斥资2亿美元启动“大数据研究和发展计划(Big Data Research and Development Initiative)”。这是继1993年美国政府宣布“信息高速公路”计划后的再一次重大的科技发展部署,美国对大数据的研究上升为国家意志,必将对未来科技、经济的发展带来深远的影响[1]。在维克托·迈尔-舍恩伯格及肯尼斯·库克耶编写的《大数据时代》中“大数据”指不用随机分析法(抽样调查)这样的捷径,而采用所有数据用于分析的方法,大数据具有4V特点:Volume(大量)、Velocity(高速)、Variety(多样)、Veracity(真实性)[2]。
目前对“大数据”的研究多集中在数据的存储、读取等方面[3, 4],建立可快速读取的数据平台,而如何从工业数据中发现并总结规律方面的研究较少。现代化的冷连轧机配备有完整的多级计算机系统,涉及轧制过程监测与控制、物料系统跟踪、合同订单跟踪等,生产线上有大量的传感器,实时采集的信息数据量以GB为单位存储在服务器中,仅某六辊CVC冷连轧机基础自动化部分传感器所记录的数据量每天可达6GB,这些数据被大部分被束之高阁,仅用于出现事故时定点分析及查询[5]。如何科学、高效的处理轧制过程工艺参数,明确板形控制状态,是冷轧生产单位的迫切需求[6~8],因此可将聚类分析、数据挖掘等“大数据”分析方法引入到冷轧板形分析领域。
1 冷轧板形缺陷的聚类分析
解决冷轧板形缺陷问题的前提是准确分析板形缺陷的形式,实际生产过程中往往通过实物板形跟踪来确定板形缺陷的类型,但这种靠人工进行的判断方法存在着效率低下的问题,且因采样较少不能全面的反映板形缺陷问题。因此有学者提出利用模式识别方法来对板形缺陷进行分析[9, 10],将板形仪的检测信号识别为几类确定的板形缺陷,如中浪、边浪、四分之一浪和边中复合浪,这类识别方法中多需对板形检测信号进行拟合,面对成千上万组的板形检测结果计算速度较慢。
某冷连轧机为五机架超宽六辊CVC轧机,最大可轧带钢宽度达2080mm,通过对其所轧带钢板形长达两年的跟踪,发现同批轧制规格和钢种近似的带钢,稳定轧制阶段的板形缺陷具有相似性,其浪形幅值和形态接近,因此本文借鉴了“大数据”的思想,采用基于密度和网格的聚类分析方法[11]对大批量带钢的板形检测结果进行特征提取,再利用模式识别方法计算各板形缺陷分量,并利用MATLAB编程实现聚类分析与模式识别过程[12],与传统板形模式识别方法相比,省去了大量的曲线拟合过程,计算速度从每千帧信号30s,降低至每千帧5s以内,而所得板形缺陷识别结果与传统方法保持一致,证明对冷轧板形分析而言,采用聚类分析的方法是可行的。通过对1000多卷,近百万帧冷轧带钢板形检测数据进行分析后发现,此机组所轧带钢板形缺陷以边中复合浪为主,且轧机难以对此类板形缺陷进行有效控制,严重影响后续生产以及用户的使用。
2 冷轧板形相关工艺参数的大数据分析
为确定复杂板形缺陷难以控制的原因,需对轧机的板形控制工艺参数进行分析,以往多对单参数的时域检测信号进行分析,忽视了各工艺参数间的联系性,不能准确反映轧机的工作状态。利用Excel的VBA功能,开发了工艺参数读取程序,从轧机服务器数据库文件中读取工艺参数。
提取了2012年2月至3月中旬一个半月内某冷连轧机连续生产的12000卷带钢的板形控制工艺参数,包括带钢的规格,各机架工作辊弯辊(WRB)、中间辊弯辊(IMRB)、中间辊窜辊(IMRS)数据。以任意两个参数为横纵坐标(如图1所示),分析其关系,发现工作辊弯辊、中间辊弯辊、中间辊窜辊受带钢宽度B变化影响较大,受带钢厚度变化影响相对较小,因此将宽度作为影响板形控制手段调节量的主要因素进行分析。
2.1 弯辊与带钢宽度关系
以带钢宽度为横坐标,以归一化弯辊值为纵坐标绘制散点图。从图1和图2中可看出对于S1(第1机架)而言,仅当所轧带钢宽度B≤1500mm时,工作辊弯辊存在超过正弯50%的情况,中间辊弯辊存在超过30%的情况,当带钢宽度B>1500mm时,工作辊弯辊常用范围约为正弯40%~50%,中间辊弯辊常用范围约为15%~30%。
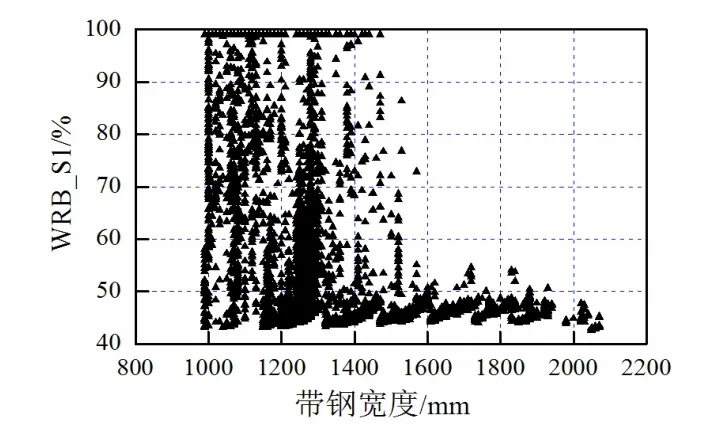
图1 工作辊弯辊与带钢宽度关系

图2 中间辊弯辊与带钢宽度关系
2.2 弯辊与中间辊窜辊关系
从图3中和图4中可以看出,仅当IMRS≥180mm时才会出现工作辊弯辊超过50%,中间辊弯辊超过正弯极限40%的情况,仅当IMRS≥180mm时,才会出现工作辊弯辊和中间辊弯辊超过30%,甚至达100%的情况。
2.3 中间辊窜辊与带钢宽度关系
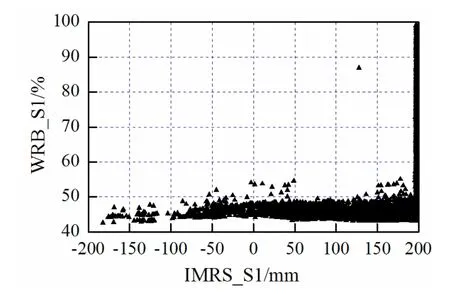
图3 工作辊弯辊与中间辊窜辊关系
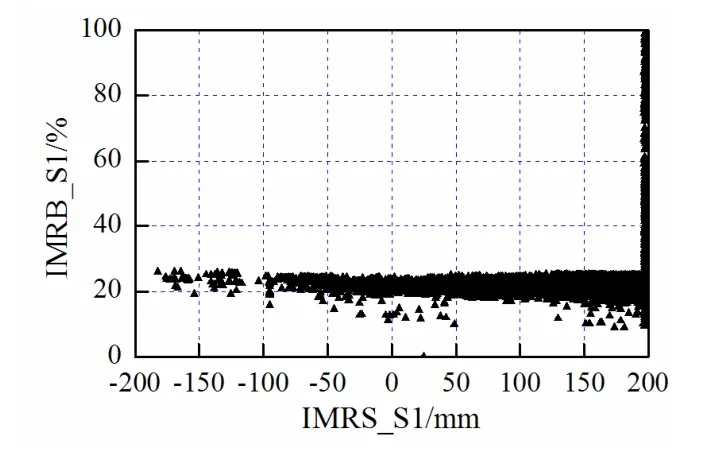
图4 中间辊弯辊与中间辊窜辊关系
从图5中可以看出,当所轧带钢宽度B≤1500mm时,S1中间辊均处于正窜区间,进一步对数据进行分析发现,IMRS≥180mm的频率为52.7%;当B≥1900mm时,中间辊窜辊均处于负窜区间,IMRS≤-180mm的频率为0.6%。
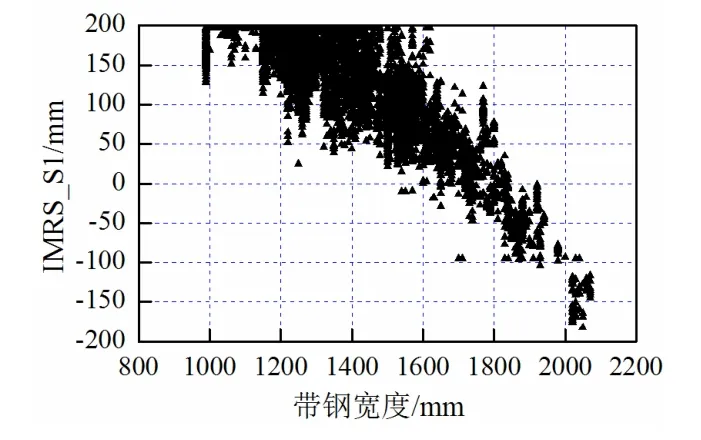
图5 中间辊窜辊与带钢宽度关系
其他4个机架的工艺参数分布与第1机架的工艺参数基本一致,分析结果表明在此冷连轧机在轧制宽度低于1500mm带钢时,存在边浪控制能力不足的问题,而恰好其所轧带钢宽度小于1500mm的较窄带钢占总卷数的75%,使边浪问题更为突出。
3 中间辊辊形优化与工业应用
一直以来,辊形进行优化被认为是提高轧机板形控制能力的有效手段,针对此轧机存在边浪控制能力不足的问题,考虑利用分段辊形为轧机增加边部板形控制能力,进而将原边中复合浪缺陷转化为中浪缺陷,以便于采用其他手段消除。
按照这一思路,同时考虑到中间辊窜辊与带钢宽度之间存在的对应关系(如图5所示),可在中间辊端部叠加一段二次多项式辊形(如图6所示),以降低带钢边部的压下率,且中间辊可横向窜动,扩大了其倒角的利用范围,更加有利于消除边浪。
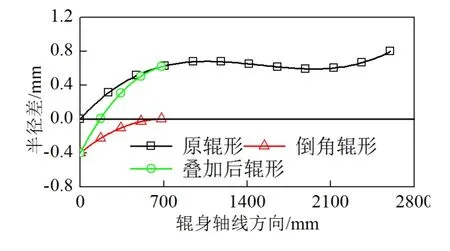
图6 中间辊CVC分段辊形示意图
为检验所设计辊形的板形控制能力,于2013年8月在某超宽冷连轧机组上进行了工业应用,结果表明:该辊形优化方案能够有效消除窄带钢和宽幅带钢的边中复合浪,从而使带钢板形质量有所提高;工作辊弯辊力有所下降,提高了轧机边浪控制能力。
4 结论
本文利用聚类分析方法对大量板形检测结果进行分析,明确某冷连轧机存在边中复合浪难以控制的问题,进一步利用“大数据”思想,对12000卷带钢轧制过程工艺参数的分析,找到边浪难以控制的原因在于冷连轧机现有板形控制手段能力不足,进而提出了能提高轧边部板形控制能力的辊形优化方案,对轧机板形控制能力分析与优化进方法行了有益的探索,同时也说明将“大数据”的相关思想引入到冷轧板形分析过程当中是可行且有效的。
[1] 李国杰,程学旗.大数据研究:未来科技及经济社会发展的重大战略领域——大数据的研究现状与科学思考[J].中国科学院院刊.2012,27(6):647-657.
[2] 维克托·迈尔-舍尔维恩,肯尼斯·库克耶.大数据时代[M].浙江人民出版社,2012:261.
[3] 张艳霞,丰继林,郝伟,等.基于NoSQL的文件型大数据存储技术研究[J].制造业自动化.2014(6):27-30.
[4] 郑柏恒,孟文,易东,等.在Hadoop集群下的智能电网数据云仓库设计[J].制造业自动化.2014(19):134-138.
[5] 李海英.PDA数据采集系统在酸轧线上的应用研究[J].矿冶. 2013,22(z1):243-250.
[6] 葛宝骞.云计算与大数据在钢铁企业的应用[J].计算机光盘软件与应用.2014,17(3):140.
[7] 贺毓辛.轧制科技发展展望[J].中国冶金.2013,23(12):1-4.
[8] 黄晓斌,钟辉新.大数据时代企业竞争情报研究的创新与发展[J].图书与情报.2012(6):9-14.
[9] 白振华,马续创,王瑞,等.冷连轧机组板形再现与异议分析系统的开发[J].塑性工程学报.2013,20(02):68-72.
[10] 郝亮,邸洪双,龚殿尧,等.平直度离线显示和板形识别统计软件开发[J].东北大学学报(自然科学版).2010,31(10):1414-1416, 1420.
[11] Martin Ester H K J G. A Density-Based Algorithm for Discovering Clusters in Large Spatial Databases with Noise[Z].Portland, Oregon:1996226-234.
[12] Bao R R, Zhang J, Li H B, et al. Flatness assessment system of ultra-wide tandem cold rolling mill[C].Wuhan,China:Trans Tech Publications Ltd,2014.
