一种自动过数平台的伺服定位方法研究与实现
2015-07-07梅许文
梅许文,刘 鹏
(1.成都信息工程学院 电子工程学院,成都 610225;2.成都信息工程学院 控制工程学院,成都 610225)
0 引言
在现代某些特种印刷业的生产过程中,每个生产环节都需要对纸张数量严格检点,过程中对纸张边缘不能损伤,当前,国内工厂里仍然普遍使用人工操作的办法,而人工操作一直面临着工作量繁重以及对操作规程要求很高等问题,另外,因为工作熟练度的问题,高效率不能持续保证,为此,开发一种全自动化的设备成为了行业必需。
可编程序控制器(PLC)是一种在工业控制领域应用最广泛的控制器,它的控制模式多样,其中,顺序控制功能极大的方便了对一些动作流程顺序性要求很高场合的控制,本文介绍的便是一个典型的应用案例。
本课题在自动过数流水线平台的机械结构设计完成的基础上,对其控制系统进行了设计和实现,系统中涉及到的较长距离运动控制,本文着重分析了运动中的伺服定位方法;顺序控制使用西门子S7300PLC自有的S7Graph图形化编程语言,最终完成了系统各项控制要求。
1 自动过数平台的结构和动作
1.1 自动过数平台的结构
如图1所示为自动过数平台平面示意图,其中含有各个位置的定位销(自右上方往左下方向依次命名为定1、侧1、定2、定34、侧2)、横向和纵向机械手。纵向机械手旁有一台过数机(图中圆圈位置),定位销通过PLC控制上下升降,以实现对纸垛的定位和规正;机械手的夹爪动作实现对纸垛的抓取,其中横向机械手通过伺服电机的传动实现前后运动,纵向机械手将纸垛拉入过数机区域进行过数。
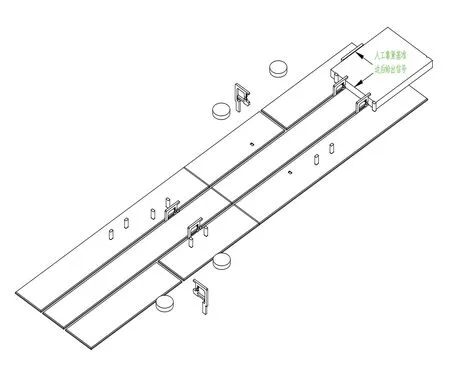
图1 自动过数平台示意图
1.2 自动过数平台的工作原理
以运送一垛纸为例,首先,横向机械手抓取纸垛之后被伺服电机带动高速后退至预停2位(距离定2前方5mm处);电机转为低速,横向机械手精确运行至定2处停;纵向机械手进入抓取并返回原位使用过数机过数;过数完毕纵向机械手1将纸垛送回(此时纸垛紧靠侧1)。过数机过数期间,横向机械手1降至平台下并被伺服电机带动返回原位,等待下一次抓取。
当过数1区域人工放置第二垛纸动作后,横向机械手1后退过程中将第一垛纸背推至过数2区域,横向机械手2抓取后退一定距离后,向前回推纸垛靠近定34;纵向机械手2进入抓取,拉回原位过数,之后的流程如过数1。
每一垛纸过数两次的原因是要确保数量准确,两次过数完毕以后,横向机械手2将纸垛后推至后面的机器平台进行其他操作,整个运动过程都是在伺服电机的带动下进行,且定位要求精确,时间节拍必须符合设计要求。
2 以西门子PLC为核心的系统控制方案
2.1 系统的硬件结构
西门子S7-300为中型模块化PLC,适用于自动化工程中对于控制性能要求较高的场合,它主要由机架、电源模块(PS)、中央处理器模块(CPU)、信号模块(SM)、功能模块(FM)组成。本系统硬件构成如图2所示。
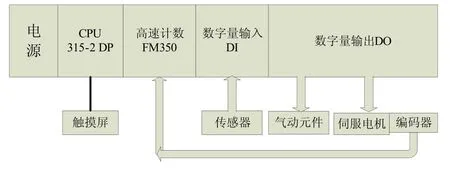
图2 控制系统硬件构成
其中,高速计数FM350模块对伺服电机反馈的脉冲信号计数,计数值通过换算成距离值来判断伺服电机行走的位置;数字量输入模块接收位置传感器的信号;数字量输出模块的信号作用于电磁阀和伺服驱动器,电磁阀控制气缸执行动作,在该平台上表现为各个定位销和机械手的升降动作,伺服驱动器控制伺服电机的运行,伺服驱动器选用松下MINAS A5系列驱动器。由图可以看出,伺服系统通过编码器的反馈组成了一个闭环控制系统。
2.2 伺服控制方法
在伺服电机运用中,一般有三种控制方式:转矩控制、位置控制和速度控制。对横向机械手运动至定位销2处“停”这一要求,最初计划采用转矩控制的方式,即在伺服驱动器上设置电机轴对外输出转矩大小的限制,当横向机械手夹带纸垛后退运行被定位销2阻挡时,外部负载转矩大于设定值,此时电机停止。但是在现场实验过程中,由于机械结构的限制,当转矩设置稍小时,由于传动履带自身阻力以及转矩控制精度存在一定波动等因素,使得机械手出现反复走走停停的情况;当转矩设置稍大时,到位瞬间未能达到设定转矩的大小,电机到位时停不下来。
另外,横向机械手运行过程要求高速和低速两种速度状态,伺服开始运行时是高速状态,在距目标指定位置处自动改为低速状态,这种设计对速度自身的实时控制和随动性要求较高。针对这一情况,本文采取一种使用速度控制方式并能达到位置控制效果的新方法。
首先,在机械部分安装完成的基础上,对电机的停车性能进行测试。定义高速状态下电机收到停止信号后仍然惯性行走的距离为“渐进距离”,定义低速状态下电机接收到停止信号后惯性行走的距离为“死区距离”,分别进行了20组和25组测试,测试结果如图3和图4所示。
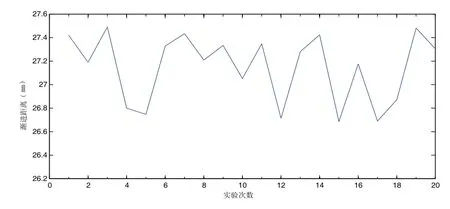
图3 渐进距离的测试结果
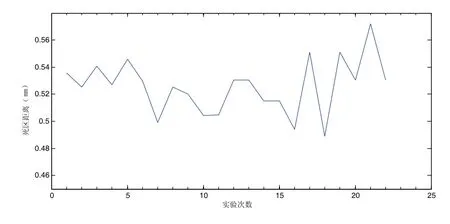
图4 死区距离的测试结果
数据的处理:从图3~图4可以看出,数据在某一值附近波动,首先,使用肖维勒准则剔除个别异常数据,剩余的数据取样本均值。
动作流程中要求横向机械手运行至高速预停2位停止,等待定位销2上升到位以后再低速运行至纸垛紧靠定位销2,针对这种控制要求,伺服程序的设计要充分考虑上述两种距离的运用,具体方法是:高速运行时,目标脉冲减去渐进距离后的值为实际高速状态运行的距离,高速运行结束后立刻转为低速运行;低速运行时,目标脉冲减去死区距离的值为实际低速状态运行的距离,计数器读取到这一距离脉冲后,给电机停止信号。
运用这一方法,经过大量的现场实验证明,能够达到0.1mm精度级误差的定位结果。完全满足产品的性能要求。
如果采用位置控制模块FM351等定位模块,需要额外加上该模块,而且不减少计数器模块,成本上比计数模块高两倍多。而且采取这种定位办法,速度大小设置灵活,可自由调整节拍时间,而且更经济,编程更简单,PLC效率明显更高一些。
2.3 系统的软件设计
系统的程序设计采用模块化设计,在STEP7软件中,用户编写的程序均放在块中,块是一种独立的程序或者数据单元,对各种块的使用,类似于调用子函数,只需要设置好接口参数,这样,极大的简化了程序组织,程序的可读性更好。
1)I/O点数分配
根据动作流程的要求以及传感器设置的具体情况,I/O分配如表5所示,系统中信号类型均为数字量。
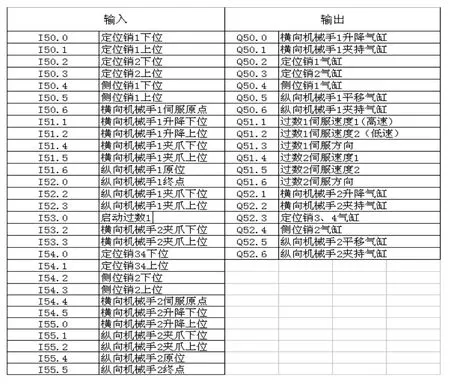
图5 I/O分配表
2)控制系统程序设计
控制系统方式分为自动运行和手动运行。其中,运行方式的切换在触摸屏上完成,可以用手动方式逐步的完成各个单独动作;自动运行方式采用顺序控制方法,能对各种逻辑关系、顺序进行精确控制。控制系统程序流程如图6所示。
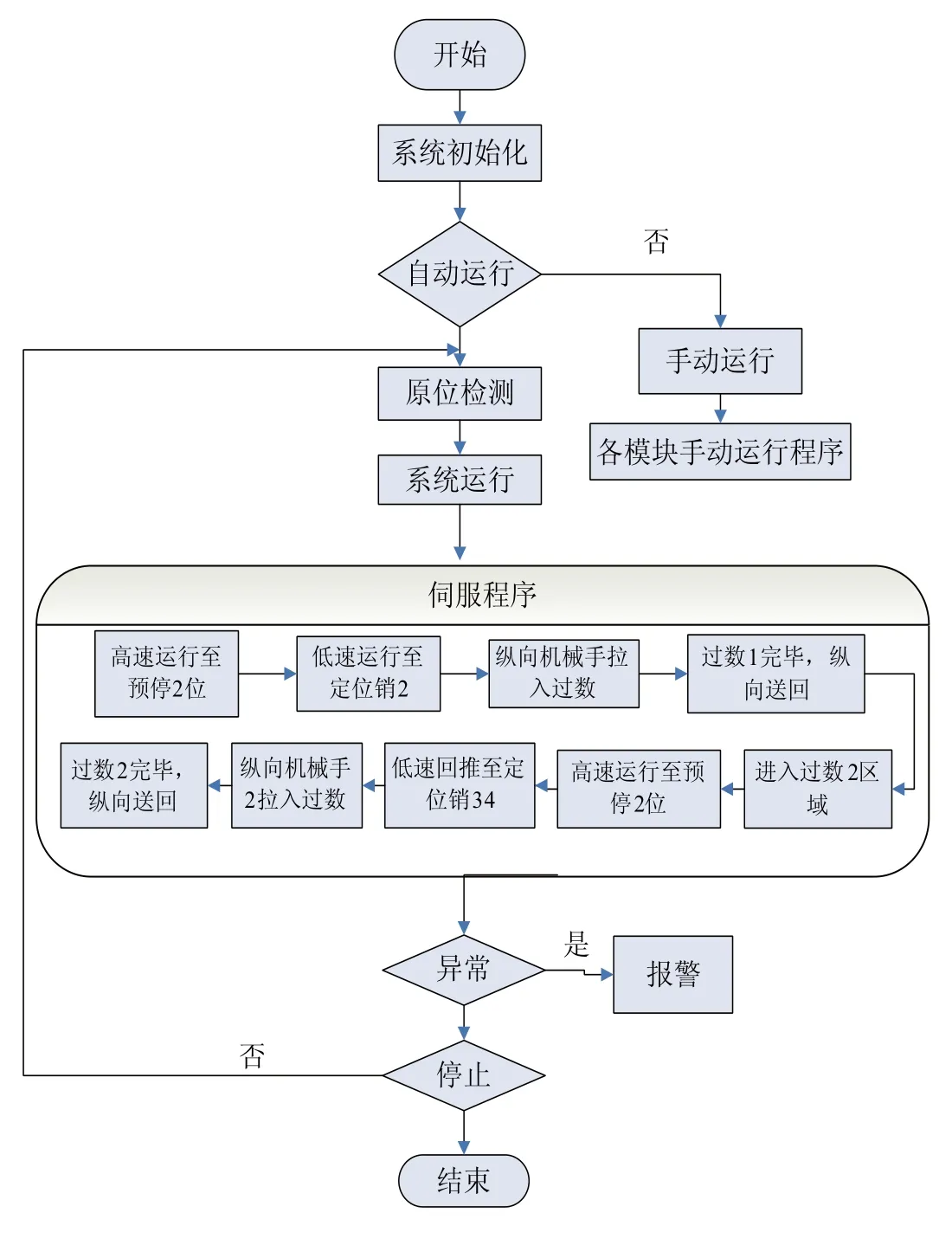
图6 程序流程图
各模块化编程组织如图7所示,有初始化程序OB100、自动运行FB、伺服调用FB、数据处理FC以及各种数据块,主程序OB1完成模式的切换和各个程序的调用。
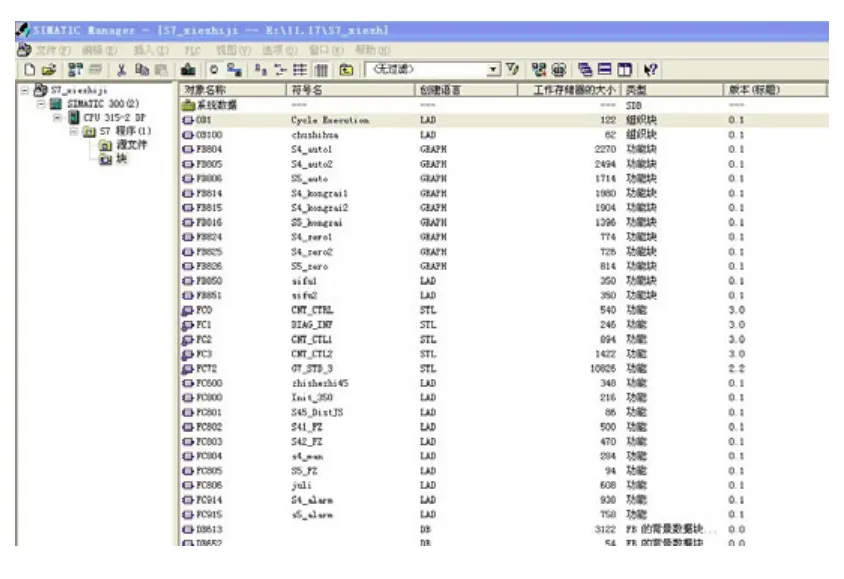
图7 模块化编程程序截图
3 结束语
本文介绍了基于S7-300PLC的自动过数流水线平台的控制系统设计,该设计包括硬件设计和软件设计,其中,硬件设计包括了控制系统硬件组成、各模块的使用;软件设计方面着重分析了伺服定位的方法并加以实现,用梯形图语言和S7-Graph语言设计出完整的程序,并对它进行了调试。目前,该设备已经调试完毕,通过一段时间的运行,证明了设备有着极高的稳定可靠性,极大的降低了现场工人的劳动强度,伺服定位完全符合设计要求。总之,该系统设计合理、操作方便,各方面均达到预期效果。
[1]西门子S7-300/400快速入门[M].北京:人民邮电出版社,2012.
[2]王晓晨,朱钊.基于S7-300PLC镀膜控制系统的设计与应用[J].制造业自动化2014.2.146-149.
[3]张少波,江天亮.基于S7-200PLC卸垛机的控制系统设计[J].电子技术2013.4.60-62.
[4]林立芬,肖化,吴先球.肖维勒准则和格拉布斯准则的比较[J].大学物理实验2012.12.86-88.
