水泵叶轮焊接柔性生产单元的开发
2015-07-07王海波柳宁
王海波 柳宁
(1.广东凌霄泵业股份有限公司 2.暨南大学信息科学技术学院)
水泵叶轮焊接柔性生产单元的开发
王海波1柳宁2
(1.广东凌霄泵业股份有限公司 2.暨南大学信息科学技术学院)
焊接柔性生产单元由直角坐标机器人、垛机和机器视觉系统集成,直角坐标机器人执行零件上下料、焊枪抓取、焊接;垛机是加工零件的存储站;机器视觉系统负责叶轮焊接部位检测、焊点质量检测和焊枪钨针烧蚀状态检测。该柔性生产单元适用于各种型号叶轮的自动焊接。
叶轮;机器人;焊接;柔性生产单元
0 概论
水泵是一种应用广泛的机电产品,水泵叶轮一般采用人工焊接方式,焊接工人劳动强度高,工作环境恶劣,焊接质量不稳定。采用机器人柔性生产单元实现水泵叶轮自动焊接可以解决上述问题。
水泵叶轮焊接柔性生产单元有自动上料、自动焊接、自动焊接质量检测和自动下料的功能,可适用于不同型号的叶轮。焊接的柔性生产单元多用于汽车等资金密集型行业[1]。水泵叶轮这种小型机电产品的焊接加工,采用机器人的智能焊接柔性生产单元方案,对行业的技术进步具有探索与示范意义。
1 水泵叶轮焊接柔性生产单元方案
水泵叶轮结构如图1所示。水泵叶轮由上、下两个端盖和若干叶片组成,叶片上有定位突耳,上下端盖上冲有定位孔。将叶片的定位耳插入上下端盖的定位孔中,用电阻焊焊接固定叶轮,再用亚弧焊在定位孔处点焊接加固,即可完成叶轮的焊接组装。

图1(a) 去掉上盖的叶轮

图1 (b) 待加固焊接的叶轮
图1 水泵叶轮结构图
水泵叶轮焊接柔性生产单元由机器人、供料垛机和机器视觉系统组成,其结构图如图2所示。亚弧焊加固工序采用视觉智能机器人,机器人自动执行零件上下料和焊枪操作,机器视觉系统检测待焊孔位、焊接质量、焊枪钨针的烧蚀情况。

图2 水泵叶轮焊接柔性生产单元结构图
本文选用三轴直角坐标机器人,该机器人Z轴末端装有叶轮夹手和焊枪夹手。叶轮的上下表面都是平面,中间有突轴,突轴上开有轴孔,该轴孔可以作为定位与夹紧的基准。叶轮夹手采用三爪涨夹头,三爪涨夹头插入叶轮的轴孔中并涨开,实现夹持。焊枪夹手采用两指气动夹手,在焊枪上安装一个内圆外方的套,两指气动夹手夹持该方形套,实现对焊枪的夹持。
在柔性生产单元中,上料机构一般采用直线传动和链式传动[2]。但车间内叶轮的运送采用周转箱搬运,是一种典型的离散型零件加工方式。叶轮的型号不同,尺寸也存在差异,采用垛机和机械手结合的方式,可适应不同型号叶轮的上下料动作。不锈钢叶轮尺寸φ 80 mm~320 mm,供料垛机的辅助杆位置可调节,以适应不同尺寸的叶轮。垛机的一侧是待加工叶轮,另一侧是已加工叶轮,两侧的物料托板由步进电机带动升降,这样就能保证机器人取料与放料位置处于设定的水平面上。
机器视觉技术在机械零件的形状识别、位置检测、质量检测方面应用越来越成熟[3],采用机器视觉检测叶轮加固焊接部位、焊接质量和焊枪钨针状态,可实现柔性生产单元的视觉智能检测功能。机器视觉系统有2台智能相机,1号相机固定在机器人横梁上,镜头向下,负责检测工件的孔位坐标与焊接后焊点质量;2号相机固定在机架上,镜头水平放置,负责检测亚弧焊的钨针烧蚀情况。2支焊枪插在机器人旁边的焊枪座上,机器人夹手夹住一支焊枪焊接若干个点后,按照设定程序移动到相机前,检查钨针烧蚀情况。如果烧蚀严重,将焊枪插入焊枪座,更换另一支焊枪进行后续焊接,并用三色灯报警,通知工人更换钨针。
焊接工作台是一个中空的圆形平台,下方装有可升降的固定涨夹头。机器人把叶轮放在工作台后,工作台下方的升降固定涨夹头上升到设定位置,三爪夹头涨开,夹紧工件。循环作业工作流程如图3所示。
机器人叶轮夹手从供料垛机上抓取零件,放到工作台上,工作台下方的固定涨夹头上升、涨开、锁紧;机器人将1号相机移到圆形工作台上,检测孔位坐标;机器人焊枪夹手抓取焊枪,依次对各个孔位进行焊接;焊接完成后,放回焊枪,再将1号相机移到工作台上方,检测焊接质量;焊接质量检测通过后,移动叶轮夹手到工件上方,圆形工作台下方的涨夹头收缩、下降,机器人的夹手下降、涨开、抓紧工件移送到放料区,完成一个工作循环。
程序可以设置焊枪焊接多少个叶轮后,检查钨丝状况。钨丝长度变短、头部由尖变圆达到一定范围后,通知工人更换。

图3 循环作业工作流程图
2 水泵叶轮焊接柔性生产单元的机器视觉技术
水泵叶轮焊接柔性生产单元需要适应不同型号的叶轮,叶轮的焊接孔位个数与分布圆直径是已知的,输入叶轮的型号,即可知孔位的大小与分布。图像处理时,首先对图像进行二值化;然后提取每个孔的轮廓;再寻找每个轮廓的最小外包圆,得到圆心(x,y)和半径r。为消除噪声,将半径r超过设定范围(rmin,rmax)的圆剔除掉,剩余的圆作为候选孔位。由于这些孔位分布在已知圆上,根据候选孔位圆心到图像中心的距离是定值的特征,再一次甄别实际孔位和噪声,将甄别过的圆进行最小二乘圆拟合,得到孔位分布圆的圆心和直径如图4所示。分别计算每个孔位的圆心与分布圆的圆心距离来判断孔位是否分布在圆上,以及每一个分布圆之间的夹角,这样可进一步消除干扰斑点。最后统计孔位个数与分布夹角,校验并计算误判的孔位位置。
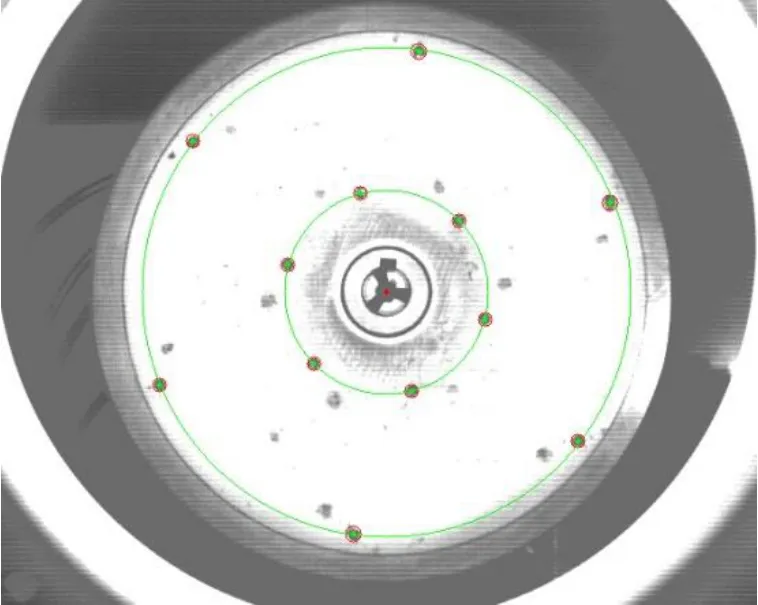
图4 孔位检测算法
焊接质量视觉检测算法相对简单,比较焊接前后的孔位处斑点面积,通过阈值判定焊点是否焊接。
钨针检测采用背光源。图像处理时,先二值化图像并提取轮廓,计算最小外接矩形,如图5(a)所示。然后以矩形的底边作为素线依次上移,移动前计算这条边上黑点占整条素线的比例γ,当γ小于阈值T时,这条底边推到钨针开始的地方,如图5(b)所示。这条素线与外接矩形顶边的距离就是钨针的长度。将外接矩形的顶边作为素线下移,并计算素线上的γ值,同样可以计算钨针的针尖锥度。

图5 钨针检测算法
3 水泵叶轮焊接柔性生产单元效益评价
水泵叶轮焊接柔性生产单元效益评价指标包括零件适应性、加工精度、生产效率(节拍)、操作工人数、焊接质量和自动化程度等指标。
本生产单元适用于φ 80 mm~320 mm的叶轮焊接。经测试,机器人焊枪定位精度为±0.1 mm以内。机器人焊接质量稳定,符合要求。
本生产单元的生产节拍为60 s,垛机可以放置40个零件,垛机换料时间间隔约40 min,设工人换料操作需5 min,则一个工人可以操作40/5=8台生产单元,估算一人一班产量为8×8×60=3840,按80%开机率计算,实际一人一班产量3840×80%=3072。实测人工操作单班500~800个,效率提高4~6倍。
4 结语
机器换人是传统制造业的发展趋势,与汽车行业不同,小型机电产品、五金产品等都是微利行业,资金规模小,劳动力需求量大,标准机器人的焊接方案无法在这些行业中推广。采用简单的直角坐标机器人技术、机器视觉识别与检测技术,以柔性生产单元的方式集成,技术方案简单可靠,技术经济性好,有行业推广或借鉴意义。
[1] 李德明,孙世超,王彩凤.柔性制造系统在工程机械产品制造中的应用[J].工程机械,2014,45(11):50-54.
[2] 王世鹏,解艳彩,闫雪峰.柔性制造单元上下料机构的改进设计[J].组合机床与自动化加工技术,2011(6):85-86,90.
[3] 王耀南,陈铁健,贺振东,等.智能制造装备视觉检测控制方法综述[J].控制理论与应用,2015,32(3):273-286.
Development of Flexible Manufacturing Cells for Pump Impeller Welding
Wang Haibo1Liu Ning2
(1.Guangdong Lingxiao Pump Industry Co., Ltd. 2.College of Information Science and Technology, Jinan Universit)
The welding FMC is composed of a Cartesian coordinate robot, stacking machine and machine vision system integration. The stacking machine is a storage station of processing workpieces. Feeding these workpieces, operating welding torch, welding of these workpieces is performed by the Cartesian robot. The pump impeller welding position detection, solder joint quality inspection and Tungsten needle ablation state detection are performed by the machine vision system. The FMC is adapted to various types of impeller automatic welding.
Impeller; Robot; Welding; FMC
王海波,男,1958年11月生,本科,高级工程师,主要研究方向:工厂自动化与企业管理。E-mail: lx8805@126.com
柳宁,男,1963年8月生,博士,教授,主要研究方向:工业机器人。E-mail: tliuning@jnu.edu.cn
