D200型秸秆纤维制取机结构优化试验研究
2015-07-05陈海涛苗乃彪董冰哲顿国强张颖
陈海涛,苗乃彪,董冰哲,顿国强,张颖
D200型秸秆纤维制取机结构优化试验研究
陈海涛,苗乃彪,董冰哲,顿国强,张颖
(东北农业大学工程学院,哈尔滨150030)
为进一步完善D200型秸秆纤维制取机,以水稻秸秆为试验材料,采用五因素两水平正交试验方法,选取制取机模头内径、挤压段长度、挤压段螺杆螺距、喂入段螺距型式、升压环外径为影响因子,以秸秆纤维制取机生产率、纤维得率、纤维长宽比、抗张指数为响应函数,对其进行较优结构参数组合试验研究,结果表明,当结构参数组合为模头内径164 mm、挤压段长度240 mm、挤压段螺杆螺距40 mm、喂入段螺杆采用变距螺旋型式、升压环外径195 mm时,各项指标分别达到:生产率762.9 kg·h-1、纤维得率82.5%、纤维长宽比41.3、抗张指数8 N·m·g-1,满足设计目标要求,验证试验结果进一步证明参数优化结果的合理性。可为该机定型设计提供参考依据。
秸秆纤维制取机;正交试验;参数优化;水稻秸秆
陈海涛,苗乃彪,董冰哲,等.D200型秸秆纤维制取机结构优化试验研究[J].东北农业大学学报,2015,46(7)∶90-94.
Chen Haitao,Miao Naibiao,Dong Bingzhe,et al.Structural optimization experimental study on D200 crop straw fiber extruder[J].Journal of Northeast Agricultural University,2015,46(7)∶90-94.(in Chinese with English abstract)
目前,我国秸秆资源主要通过燃料化、肥料化、饲料化、工业原料化、食用菌基料化等方式加以利用,利用率不足55%[1-4]。其中用于工业原料等高附加值途径秸秆资源仅占秸秆总量2%[1]。另外,约有45%秸秆资源被焚烧、遗弃,对环境造成严重污染[1]。清洁、高效、高值化农作物秸秆利用技术已成为研究热点[5]。秸秆纤维制取,是实现多种作物秸秆粗纤维清洁制取的有效途径之一[6-8],可为农作物秸秆资源综合利用提供有效设备技术支持。本文旨在以水稻秸秆为原料,通过正交试验,研究D200型秸秆纤维制取机较优结构参数组合,为该机优化设计定型提供参考依据。
1 秸秆纤维制取机工作原理
如图1所示,制取机采用单螺杆结构,主要由电机、减速机、主轴、组合套筒、组合螺杆、模头及机架组成。其中组合螺杆主要由喂入段螺杆、变螺距螺杆、第一升压环、挤压段螺杆、第二升压环、爆破段螺杆组成,如图2所示。
动力由电机提供、经过由皮带、减速机、联轴器组成的传动系统传递给主轴,带动主轴及组合螺杆进行旋转运动。制取机工作时,经预处理的水稻秸秆通过喂入口进入螺杆与套筒之间,在螺杆与套筒间摩擦力的输送作用下,具有一定含水率的水稻秸秆样本,依次经过喂入段、挤压段、爆破段,最终由出料口排出。
在喂入、挤压、爆破各时间段内,水稻秸秆受到不同程度的升温、挤压、揉搓作用,发生一系列复杂的物理化学变化,致使其纤维素结晶度提高。在挤出物排出机体的瞬间,高温高压的蒸汽骤然减压,秸秆纤维急剧膨胀产生“爆破”效果[9-10],将植物纤维撕裂成为细小纤维,从而获得秸秆粗纤维。

图1 制取机主机结构Fig.1Host structure of extruder

图2 组合螺杆总成Fig.2Combination of assembly screw
2 材料与方法
2.1 材料
2.1.1 试验材料
2013年收获期采集的东农425水稻秸秆,切削成长度10 cm小段,试验前常温水浸泡12 h。
2.1.2 设备和仪器
D200型秸秆纤维制取机样机(东北农业大学自制),ZBSX 92A型振击式标准振筛机(浙江市鑫达试验设备厂),ZT4-00型打浆机(中通试验装备有限公司),ZCX-A型纸页成型器(长春市月明小型试验机有限责任公司),Plus V3.5.0型Leica Qwin光学显微镜(Made in Germany)等。
2.2 方法
采用正交试验方法,通过Design-expert 6.0.10,对试验结果进行分析。根据前期相关试验研究结果,设定机器主轴转速为100 r·min-1,套筒内部温度控制在100℃,喂入量为每组试验条件下制取机强制喂料的最大值。
2.2.1 试验因素选取
在制取秸秆粗纤维的过程中,制取机内部压力、温度以及秸秆样本在机器内部的加工时间和受到的挤压、揉搓作用,均对制取机工作效率和质量有显著影响。
本研究通过改变模头内径、升压环外径调节机器内部压力和温度;通过改变喂入段螺距调节秸秆样本在机器内部加工时间;通过改变挤压段螺杆长度和螺距调整秸秆样本在机器内部受到的挤压、揉搓作用效果。根据预试验结果,选取模头内径(mm)A、挤压段长度(mm)B、挤压段螺杆螺距(mm)C、喂入段螺距型式D、升压环外径(mm)E为影响因子,如表1所示。
2.2.2 响应函数及测定
本研究综合考虑制取机对秸秆的加工能力和加工质量,选取生产率y1(kg·h-1)、纤维得率y2(%)、纤维长宽比y3,抗张指数y4(N·m·g-1)作为机器性能的评价指标。
2.2.2.1 生产率测定
生产率是评价机器加工能力的重要依据,本研究以制取机每小时粗纤维生产量作为其生产率,计算方法见式(1)。

式中,P-生产率(kg·h-1);m-粗纤维质量(kg);t-加工时间(h)。
2.2.2.2 纤维得率测定
纤维得率反映秸秆原料的利用率,值越大说明产生的可用纤维越多,机器加工质量越好,其计算方法见式(2)。
式中,x-纤维得率(%);m1-制取机加工所得粗纤维干重(kg);m2-喂入制取机的秸秆原料干重(kg);m3-粗纤维筛分除杂后所得纤维干重(kg)。
2.2.2.3 纤维长宽比测定
纤维长宽比是评价纤维形态的重要参数指标。本研究采用Leica Qwin光学显微镜,依照光学显微镜测定法(GB/T 10336—1989),测量和计算纤维长宽比,其计算方法见式(3~4)。

式中,K-单根纤维长宽比;L-纤维长度(mm);N-纤维宽度(mm);n-纤维根数;Kn-纤维平均长宽比。

表1 影响因子及水平Table 1Factors and levels
2.2.2.4 抗张指数的测定

本研究采用纸和纸板抗张强度测定法(GB/T 453—1989)计算纸膜样片抗张指数,表征纤维机械强度。
抗张指数计算方法见式(5)。
式中,Y-抗张指数(N·m·g-1);Fˉ-平均抗张力(N);LW-式样宽度(mm);g-式样定量(g·m-2)。
3 结果与分析
3.1 试验结果与分析
试验结果如表2所示。
在0.1信度下方差分析结果如表3所示。
由方差分析结果可知,各响应函数模型项P<0.1,说明各模型在0.1水平下显著。
由表3中各因素P值可知,对于生产率y1,各影响因子显著性排序为:B>E>C>A>D;对于纤维得率y2,各影响因子显著性排序为:E>D>A>B>C;对于纤维长宽比y3,各影响因子显著性排序为:C>D>A>B>E;对于抗张指数y4,各影响因子显著性排序为:B>D>C>E>A。
针对表2进行极差分析结果,如表4所示。
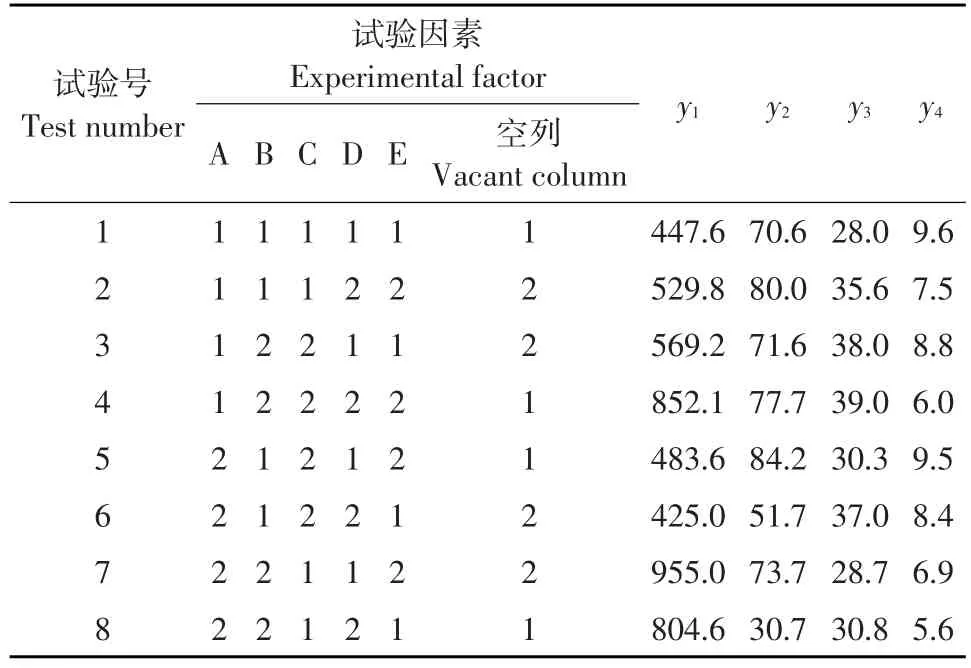
表2 试验结果Table 2Result of test

表3 方差分析结果Table 3Result of variances analysis
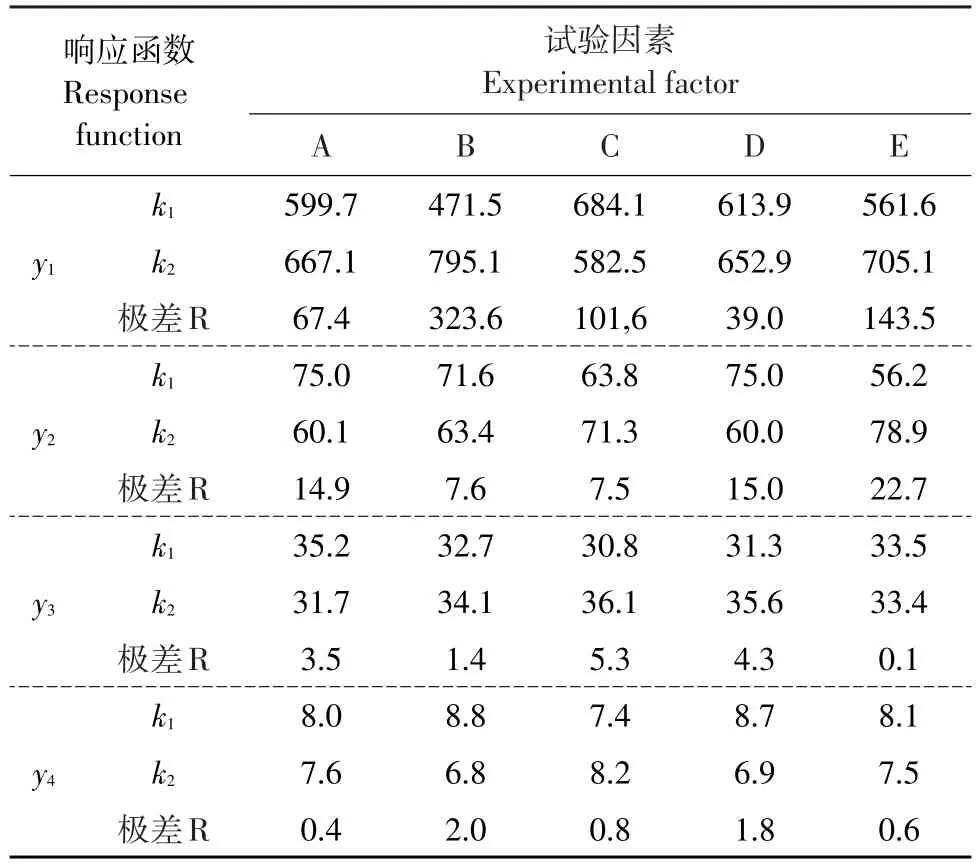
表4 极差分析结果Table 4Result of poor analysis
实际生产中,期望获得较大生产率、纤维得率、纤维长宽比和抗张指数。由表4可知,生产率y1,各影响因子较好水平为:模头内径151 mm、挤压段长度240 mm、挤压段螺杆螺距70 mm、喂入段采用等距螺旋型式、升压环外径195 mm。
纤维得率y2,各影响因子较好水平为:模头内径164 mm、挤压段长度290 mm、挤压段螺杆螺距40 mm、喂入段采用变距螺旋型式、升压环外径195 mm。
纤维长宽比y3,各影响因子较好水平为:模头内径164 mm、挤压段长度240 mm、挤压段螺杆螺距40 mm、喂入段采用等距螺旋型式、升压环外径197 mm。
抗张指数y4,各影响因子较好水平为:模头内径164 mm、挤压段长度290 mm、挤压段螺杆螺距40 mm、喂入段采用变距螺旋型式、升压环外径197 mm。
3.2 优化分析
本着优质、高效生产植物秸秆纤维的原则,在生产率>700 kg·h-1,纤维得率>80%,纤维长宽比>35和抗张指数(不添加任何助剂)>8 N·m·g-1前提下,得到制取机结构参数优化方案为:A1B2C2D1E2,即:制取机模头内径164 mm,挤压段长度240 mm,挤压段螺杆螺距40 mm,喂入段采用变距螺旋型式,升压环外径195 mm。
此时,秸秆纤维制取机生产率为762.9 kg·h-1,纤维得率为82.5%,纤维长宽比为41.3,抗张指数为8 N·m·g-1,各响应函数均可满足目标要求。
3.3 试验验证
按照优化结果给出的参数组合方案,实施验证试验。试验材料制备、设备以及性能指标选取与测定方法同前文所述。试验结果为生产率854.5 kg·h-1,纤维得率83.4%,纤维长宽比38.7,抗张指数8.1 N·m·g-1。可见,目标函数均能满足实际水稻秸秆纤维生产要求,优化方案合理。
4 结论
a.各因子对各响应函数影响显著性排序为:生产率:B>E>C>A>D;纤维得率:E>D>A>B>C;纤维长宽比:C>D>A>B>E;抗张指数:B>D>C>E>A。
b.D200型秸秆纤维制取机较优结构参数组合为A1B2C2D1E2,即制取机模头内径164 mm、挤压段长度240 mm、挤压段螺杆螺距40 mm、喂入段采用变距螺旋、升压环外径195 mm,此时,制取机生产率达854.5 kg·h-1,纤维得率达83.4%,纤维长宽比达38.7,抗张指数达8.1 N·m·g-1,各项性能指标均达到设计技术要求。
[1]游鑫荣.浅谈秸秆综合利用[J].农机科技推广,2013(10):32.
[2]魏赛金,曾研华,倪国荣,等.江西省水稻秸秆综合利用现状[J].科技广场,2012(12):179-185.
[3]农业部科技教育司.全国水稻秸秆资源调查与评估报告[J].农业工程技术,2011(2):2-5.
[4]毕于运,高春雨,王亚静,等.中国秸秆资源数量估算[J].农业工程学报,2009,25(12):211-217.
[5]陈洪章.生物质科学与工程[M].北京:化学工业出版社,2008.
[6]韩永俊,陈海涛,刘丽雪,等.水稻秸秆纤维制取工艺参数优化[J].农业工程学报,2011,27(4):281-286.
[7]韩永俊,陈海涛,刘丽雪,等.水稻秸秆纤维地膜制造工艺参数优化[J].农业工程学报,2011,27(3):242-247.
[8]陈海涛,李浩,孙培灵.一种组合式秸秆纤维制取机[P].中国, 200910206283,2009.
[9]任向荣,徐敏强,李伟然,等.蒸汽爆破生物质秸秆的工业应用[J].现代化工,2009(11):89-91.
[10]宋先亮,殷宁,潘定如.蒸汽爆破法制浆的研究进展[J].湖南造纸,2007(4):17-19.
Structural optimization experimental study on D200 crop straw fiber extruder
CHEN Haitao,MIAO Naibiao,DONG Bingzhe,DUN Guoqiang,ZHANG Ying(School of Engineering,NortheastAgricultural University,Harbin 150030,China)
In order to further improve the D200 crop straw fiber extruder.Selected rice straw as the experimental material,take five factors with two levels of orthogonal test,considered the inner diameter of die head,the length of extrusion section,the pitch of extrusion section screw,the pitch pattern of the feeding section and the external diameter of booster ring as the impact factors,selected the productivity,the fiber yield, the length-width ratio of fiber and the tensile index as the response function and did the more optimized structural parameters experimental study.The results showed that when the structure parameters combination was the inner diameter of die head was 164 mm,the length of extrusion section was 240 mm,the pitch of extrusion section screw was 40 mm,the pitch of feeding section was variable and the external diameter of boosting ring was 195 mm,the indicators were that the productivity was 762.9 kg·h-1,the yield of straw was 82.5%,the length-width ratio of fiber was 41.3,the tensile index was 8 N·m·g-1,could meet the requirement of the design goal.The result of the verification test further proved the correctness of the parameters optimization result.The result of the research provided a reference basis for the finalize design to the machine.
crop straw fiber extruder;orthogonal test;parameter optimization;rice straw
TH237.1
A
1005-9369(2015)07-0090-05
时间2015-7-9 14:42:30[URL]http://www.cnki.net/kcms/detail/23.1391.S.20150709.1442.004.html
2015-03-21
十二五国家科技支撑项目(2012BAD32B02-5)
陈海涛(1962-),男,教授,博士,博士生导师,研究方向为生物质材料和农业机械化工程。E-mail:htchen@neau.edu.cn
