深孔镗床一体化刀具对缸筒加工效率的影响*
2015-07-04秦文伟
秦文伟
(无锡机电高等职业技术学校,江苏无锡 214028)
0 引言
镗削加工是机械加工过程中诸多加工方法的一种,它的加工过程就是把工件装夹在镗床的工作台上或者固定在附近装置上不动,让刀具主轴作旋转运动,并且使工作台移动做进给运动,从而实现零件的镗削加工。对镗床加工技术的研究,现在主要集中在电气控制和机床性能改造两个方面,其中李金莹、陈辉通过对连杆加工前状况的分析和工序加工后要达到的各项精度进行分析,在保证加工效率和精度的同时,设计出卧式高速高精度双轴连杆镗床,重点介绍了机床的总体结构[1]。华满香、凌志学利用三菱FX2N系列PLC对T68镗床的改造,采用顺序功能流程图的程序设计方法设计出梯形图并进行现场调试,并使编程更趋于规范化、标准化[2]。下企业实践时,企业利用镗削加工深孔缸筒类零件是精加工中的重要工序,影响深孔加工质量的影响因素主要有机床精度、操作不当和刀辅具问题[3]。针对刀辅具问题所引起的加工质量问题,企业采用镗头一体化刀具实现了深孔的高效加工,大大提高了生产效率。
1 一体化镗床刀具
企业引进的刮削滚光深孔镗床,制造商为意大利塔基公司,设备型号为 FTSeries 450B500×3000 CNC,主要技术参数:镗床的中心高为500 mm、床身回转直径为1 000 mm,最大镗深3 000 mm,主轴的电机功率为75 kW,主轴移动速度范围是10~1 000 r/min,刀具旋转速度是10~1 000 r/min。冷却单元的最大流量为1 600 lt/min,镗头的电机功率为100 kW。刮削滚光深孔镗床刀具的主要特点为:一次装夹9把刀具先刮后削实现一次性镗削作业,镗头体与主轴的结合面加长以提高整体刚性,镗头后端通过液压控制刀具的伸张以实现刀具准确让刀,镗孔直径的微调是通过镗头前端的调节螺栓来实现的,每把镗刀前端的导向块实现进刀过程的导向。并且大流量切屑液冲洗锥孔,避免铁屑影响主轴的精度。
镗床一体化刀具关键部件的主要功能为螺纹联轴器实现镗杆和镗头的螺纹链接,保证镗杆和镗头液压通孔准确对中;弹簧收缩套杆在镗削结束使刀具收缩实现自动让刀,当刀具退出时,为避免刀具在工件已加工面上拉出刀痕,设置液压装置通过实现收缩刀具可以实现有效让刀;刮削刀具实现对切削螺纹的依次刮削;滚珠实现切削面的强力滚压;调节内六方螺栓通过内部锥面实现切削刀具的微量调节。镗床一体化刀具镗削缸筒时的加工过程,如图1所示。
由图1可看出,使用一体化刀具进行镗削时,镗削的过程为“先削次刮后滚”。当镗杆实现进给运动时,镗头随着镗杆在进给电机的带动下沿导轨做直线水平运动,三角切削刀具首先进行比较厚的吃刀量,实现首次切削,扁平圆弧刮削刀具先后实现对锯齿形的牙顶进行中度和微度两次刮削,滚珠在镗杆公转和自身旋转的受压情况下实现缸壁内的表面滚光,成型速度比较完好。
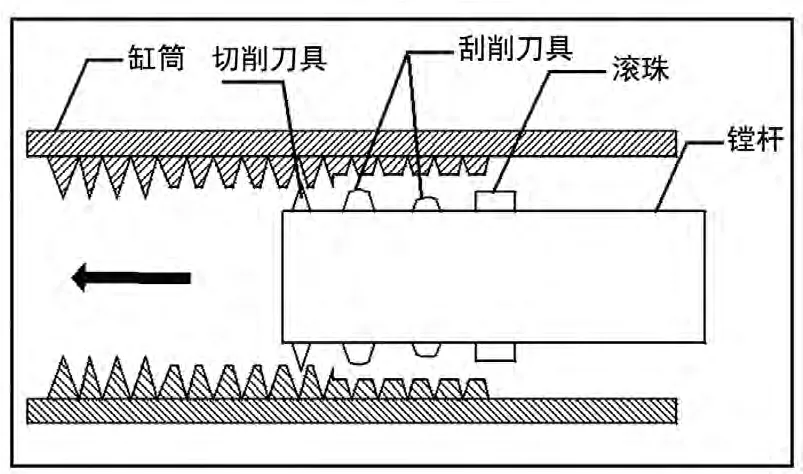
图1 一体化刀具的镗削过程
2 镗削加工效率对比
以前在加工深孔缸筒时,采用TKA2140400×3 000 mm进行镗削,由于刀具采用分离式刀具,粗镗与精镗分离,精镗时滚珠不会自动退缩,依靠半环手动调整前后位置实现让刀,镗床的动作循环为间歇作业且仅有一把刀具,效率较低。普通镗床和刮削滚光深孔镗床加工深孔缸筒类零件的完整工序如图2和图3所示。

图2 普通镗床加工的工作流程
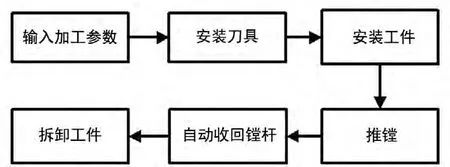
图3 一体化刀具镗床加工的工作流程
由图2和图3可知,相比较于普通镗床,利用一体化刀具镗孔时工序较少,依靠整体式刀具,镗削深孔时仅使用一道工序,通过液压自动控制刀具伸张,缩短了更换刀具和半环的操作时间,自动化程度很高,大大提高了工作效率。
经过统计和计算,在镗削φ400×2 000 mm的缸筒时,普通推镗运行时,一般情况下转速(S)为100 r/min,进给速度(F)为55 mm/min,一体化刀具镗削时,主轴转速(S)为100 r/min,镗轴转速(S)为80 r/min,进给速度(F)175 mm/min。普通镗床和一体化刀具镗削过程总时间对比结果,如表1所列。
从表1可以看出,从镗削加工计算总耗时可知,一体化刀具镗削加工效率是普通镗床加工效率的3倍左右。实际加工情况是,更换镗头时间和安装刀具时间往往出现在批量生产加工之前,单件加工时不会重复操作,批量生产时间愈长,更换镗头时间和安装刀具时间对加工效率的影响越小,实际的加工时间为技术加工时间和测量调整时间之和,此时,一体化刀具镗削实际加工加工效率是普通镗床加工效率的6倍左右。
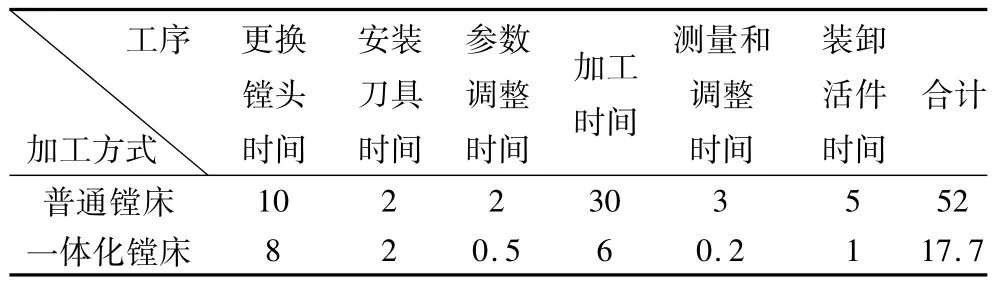
表1 镗削过程时间对比表 /min
3 镗削加工负载对比
采用一体化刀具的刮削滚光深孔镗床,它的滚光刮削机镗刀、滚珠进入和退出缸筒的时间为连续作业,而普通镗床则采用分离式刀具,镗刀、滚珠进入和退出缸筒的时间为间歇式操作,造成镗削加工过程中两种负载的差别较大。刮削镗床加工和普通镗床加工负载是随时间的变化而变化的,变化曲线如图4。
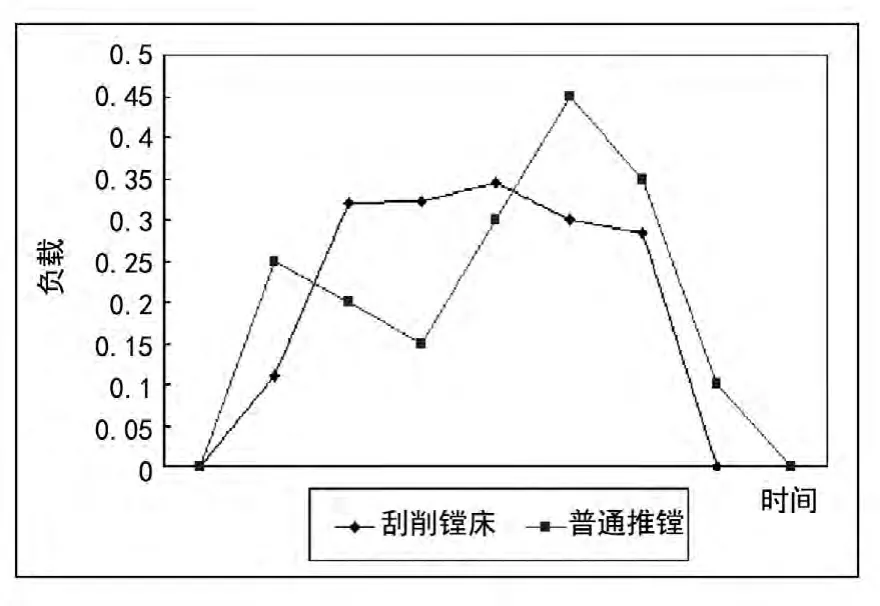
图4 负载变化曲线图
由图4可知,由于刮削镗床主轴转速和进给量比较大,和普通镗削相比,加工工件的时间较短,同时,采用一体化刀具使车床系统的负载较低,平稳时段主要集中在中间,约占整个加工时间的80%。
4 镗床主要结构的数值模拟分析
目前利用计算机对刀具进行动态模拟的研究很少,数值模拟理论分析主要集中于镗杆、轴承、中心架和底座的流场与动态特性研究。其中邵俊鹏通过计算流体力学有限体积的方法对重型卧式镗床静压中心架流场进行数值仿真,得到了静压支承的油腔压力在整个油腔面积上是均匀分布的,并且油腔的面积占到总有效面积的2/3以上[4]。所以,支承件和被支承件的局部压力都不会承受的较大,这有助于提高支承的耐用性。王洪玉对精镗床结构模型的动态特性进行分析,通过模态分析得到模型的基频呈现出非线性增大的变化趋势,而且是随着镗杆轴套外圆直径的增大出现的;镗杆受力时,它的模态分布是呈一定规律的[5]。因此借鉴镗床主要结构的数值分析结果,得到了镗床主要构件的各种模态参数,为镗削加工时镗床的结构稳定性以及一体化镗削刀具优良的加工效率提供了理论依据。
5 结语
镗床采用一体式刀具进行镗削,刀具功能较多,结构复杂,结合操作系统参数化智能操作,减少了退刀、换刀、测量时间,大大缩短了加工流程,同时镗削时负载低缓平稳,减小了工件受力时产生的振动,当主轴转速达到了175~250 r/min时,所加工孔的光洁度达到了 Ra0.8,圆度达到了 0.02 μm,提高了精加工的稳定性和可靠性,促进了产品质量。
[1] 李金莹,陈 辉.高速高精度连杆精镗机床的设计[J].组合机床与自动化加工技术,2011(6):87-90.
[2] 华满香,凌志学.三菱FX 2N系列PLC对T68镗床的改造[J].机床电器,2006(1):31-37.
[3] 王先逵.车削镗削加工[M].北京:机械工业出版社,2008.
[4] 邵俊鹏.重型卧式镗车床静压中心架流场的数值仿真[J].密封与润滑,2010(7):55-58.
[5] 王洪玉.基于精镗床结构模型的动态特性分析[D].沈阳:东北大学,2009.
