基于边缘与非边缘分开处理的印刷品缺陷检测
2015-07-02马鹏韩震宇邹龙飞兰云
马鹏,韩震宇,邹龙飞,兰云
(四川大学制造科学与工程学院,四川成都610065)
基于边缘与非边缘分开处理的印刷品缺陷检测
马鹏,韩震宇,邹龙飞,兰云
(四川大学制造科学与工程学院,四川成都610065)
针对印刷品缺陷检测问题,通过对经典缺陷识别算法的研究,提出了一种边缘点与非边缘点分开处理的印刷品检测缺陷识别算法。算法以统计过程原理为出发点,根据边缘点和非边缘点不同的像素特征,对非边缘点采用统计阈值法处理,对边缘点采用邻域平均值与梯度值相结合的算法处理。该算法经过实验证明,能够有效地剔除伪疵点,提取出真正的缺陷。
统计阈值;伪疵点;梯度;印刷品缺陷检测
0 引言
随着数字化和信息化进程的不断加快,人们对于生活和学习中离不开的各种印刷品的质量要求也不断提高。由于印刷工艺及设备精度不高以及印刷技术不完善等一些不可避免的因素使得印刷品常会出现各种缺陷,如版印、污迹、飞墨、刀丝、毛刺、皱折等,这就要求对印刷品出现的各种缺陷进行准确的识别和判断,剔除不合格产品。
基于机器视觉和图像处理的印刷品在线检测技术是保证印刷品质量的有效手段,它代替了人工肉眼识别,具有更稳定、更高效、更精确的优势。本文在对经典印刷品检测方法的研究上,基于统计过程原理,发现边缘点和非边缘点像素灰度值分布的特征差异,提出了将边缘和非边缘分开处理算法,将该算法应用于实验,结果证明,该算法能够剔除伪疵点,提取出真正缺陷,并且满足实时性要求。
1 经典缺陷提取算法
对于大多数的印刷品质量检测,都采用经典的图像差影法(也称差分法)。图像差影法是指同一批次的的印刷品在不同时段和不同波段采集到的图像与标准图像(也称模板图像)进行相减,结合判断阈值,提取出不同的部分,然后通过分析连通区域面积是否超过系统精度,从而判断待测图像是否存在缺陷。经典差影算法的定义如下:

式中:f(x,y)表示标准图像,g(x,y)表示待测图像,value表示固定阈值,T(x,y)表示检测出的点,1表示缺陷点,0表示非缺陷点。
式(1)中的f(x,y)标准图像通常根据统计学原理,采用统计平均的方式建立。统计平均法是抽取N个样本图像,根据各个图像样本的像素值的概率分布,求出统计平均值作为标准值,计算公式为

式中:N表示样本数量;fi(x,y)表示每个样本图像,i=1,2,…,N。
在图像采集过程中,由于印刷设备的振动、设备环境的变化使得印刷品图像存在着图像波动以及图像偏移,经典算法对整幅图像取固定阈值value,因此差分后的结果并非真正缺陷,这样容易引起误判。为了减少误判,消除伪疵点,经典算法一般采用图像形态学运算,即对检测出的异常点T(x,y)进行一系列的膨胀和腐蚀操作。形态学运算虽然能减少误判,但是它同样会将一些小的缺陷(由形体学的核大小决定)一起剔除,造成小缺陷漏检,影响系统检测精度。
本文从统计过程原理出发,发现非边缘点的图像像素波动在一个小的范围内;而对于边缘点,由于像素梯度变化很剧烈,其波动范围很大,甚至达到了8位像素的宽度。基于此,本文对边缘点和非边缘点分开处理,对于非边缘点,采用统计阈值法进行处理;对于边缘点,采用邻域平均值和梯度值相结合的算法进行处理。
2 边缘点非边缘点算法
2.1 统计阈值算法
统计阈值算法采用的是统计学小概率原理[1],即:在一次观测中,小概率事件是不可能发生的,一旦发生则认为系统出了问题。目前最常用“3δ法”来控制其界限,即:产品的质量特征服从均值为μ,标准偏差为δ的正态分布,则全部数据的99.73%会落在[μ-3δ,μ+3δ]的范围内,当超过这个范围,则说明小概率事件发生,即系统出现问题。
在印刷品质量检测中,图像的灰度值变化符合正态分布,因此,可以利用上述“3δ法”观点来确定统计阈值来用于非边缘点的检测。
统计阈值的确定是在创建标准图像的f(x,y)的过程中完成的,其算法公式为如下:

式中:δ(x,y)表示标准偏差图像。
根据统计阈值算法,令value=3δ(x,y),那么(1)式可以转化为

即:对待测图像g(x,y)匹配定位后,与标准图像f(x,y)作差取绝对值,当绝对值超过3δ(x,y)范围,则标记该点为缺陷点,否则为非缺陷点。
统计阈值算法针对每一个像素点提出对应点的判断阈值,相比经典固定阈值,该算法能够剔除大部分非边缘点的伪疵点,真正起到了动态阈值的效果,具有极大的优越性。
2.2 邻域平均值和梯度值算法
印刷品的印刷过程是不稳定的,在控制张力和设备振动的作用下,印刷品会在行走方向发生不同程度的拉伸变形,同时也会有左右方向的错动,这些变形和错动导致待测图像和标准图像差影后出现大量的轮廓残差[2],由于这些残差不是真正的缺陷,我们称之为伪轮廓,那么如果消除伪轮廓成为印刷品在线质量检测的一个关键环节[3]。
许多学者对该问题进行了研究,也提出了相应的解决办法。在文献[4]中,作者提出了采用数学形态学去除伪轮廓的方法,他提出伪轮廓的像素宽度一般为2~3个像素,于是采用3×3的结构元素对差影后的图像进行开运算。虽然该算法可以消除部分伪轮廓,但也会同时消除一些小的点缺陷和线缺陷,导致系统漏检。在文献[5]中,作者采用灰度形态学来提取图像的边缘范围,同文献[4]一样也会产生系统漏检。
本文对于边缘点,采用邻域平均值和梯度值相结合的算法来消除伪轮廓。它可以在去除伪轮廓的同时提取出真正的缺陷点。该算法首先就是选择一种合适的边缘检测算子,提取出标准图像的轮廓图,由于伪轮廓是出现在图像轮廓上,因此可以对阈值分割后的差影图和待测图的边缘轮廓进行比较。当在差影图上发现像素值为非零点时,就去标准图像轮廓图中查看对应点是否为非零点,如果是,则初步判定该点是伪轮廓点。由于轮廓上可能会存在真缺陷,所以在初步判断之后,要对标准图像和待测图像对应点进行邻域平均值和梯度值阈值比较,当差影图该点的像素值小于阈值,则最终判定该点为伪轮廓点,反之,为真缺陷点;在初步判断之后,如果轮廓图对应位置的点为零点,此时,为保证算法准确性,要继续对该点进行邻域平均值阈值比较,如果小于阈值,则该点为伪疵点,反之为真缺陷。
轮廓相邻点的邻域一般有如图1所示的三种形式:采用12邻域的精度最高,但是其时间复杂度也是最高的;4邻域的耗时最少,但其精度也是最低的;8邻域精度和时间消耗都比较适中,故本文采用8邻域算法。
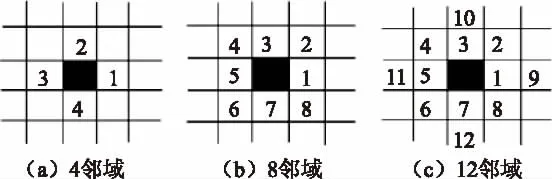
图1 轮廓相邻点的邻域图
图像的梯度,包含了图像像素的变化大小和变化方向信息。对于边缘上的点,由于其像素大小变化剧烈,故其梯度也较大,因此可以用梯度来对边缘点进行判断。由于图像有上下、左右方向的变形,故在本文中梯度采用45°或者135°方向进行判断。
算法的具体描述如下:
1)判断阈值分割后的差影图像上当前点是否为非零点;
2)如果当前点为零点,则按照从左到右,从上到下的原则移动到下一点,转至1)中进行判断;如果当前点为非零点,则转至3);
3)判断标准轮廓图对应点是否为非零点,如果为零点,则对标准图像和待测图像对应点按照8邻域平均值阈值判断,小于阈值,为伪疵点,反之为真缺陷;如果为非零点,则对标准图像和待测图像对应点按照8邻域平均值和梯度值相结合进行判断小于阈值,为伪轮廓,反之为真缺陷。移动到下一点,转至1)。
3 实验及其结果分析
实验时,将经典算法结果以及形态学操作与本文的算法进行对比实验,验证本文算法是否可行。
标准图像和待测图像如图2、图3所示。

图2 标准图像

图3 待测图像
图3待测图像中有3条长线、2条短线、4个小点和一个大块,这些都是真缺陷,并且有着不同的灰度等级。两幅图像经过预处理和配准后的差影图和固定阈值(实验时取20)分割图如图4、图5所示。
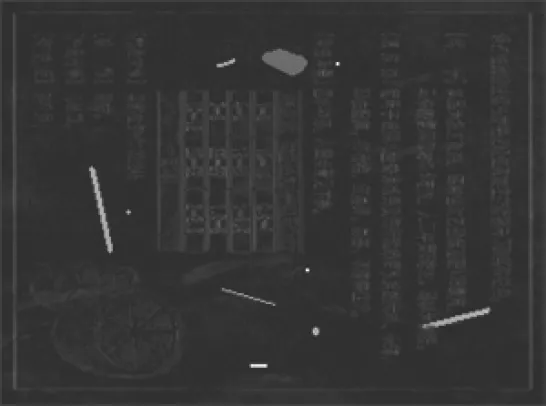
图4 差影图
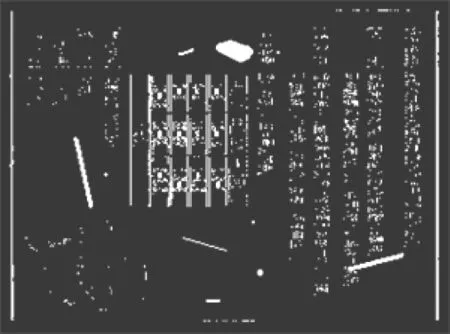
图5 固定阈值分割图
从图4和图5中可以清楚的看到,由于变形严重,分割图中出现了大量的伪疵点和伪轮廓,这会造成系统误判。对图4进行形态学开运算操作(开运算的核大小为3),其结果如图6所示。

图6 差影图的开运算结果
从图6可以看到,真正的小缺陷被剔除了,但由于变形较大,造成的伪轮廓却没有完全消除。
对标准图像采用Canny算子找边缘得到的轮廓图如图7所示。然后按照本文中边缘点和非边缘点分开处理的算法进行试验,实验时,根据文献[2]并结合现场试验情况,对平均阈值取25,对梯度取35,得到的结果如图8所示。

图7 标准图像的轮廓图

图8 本文算法处理效果
将本文算法结果图8和形态学图6以及经典算法图5的效果进行对比,可以发现:经典的缺陷提取算法没有剔除疵点的能力,而形态学的算法在剔除疵点的同时也把小尺寸真缺陷一起剔除了,并且当变形较大时,也达不到处理效果。本文算法能真正做到在剔除伪轮廓的同时,保留了较小的真缺陷,并且没有明显改变真缺陷的特征。
在印刷品检测时,必须保证实时性。根据现场常用印刷版周为560 mm,设备运行速度为160 m/min,则可计算出平均每秒要处理5幅图,每幅图需要200 ms,而本算法的运算时间为35 ms,并且在现场稳定运行,故能够保证实时性。
由以上的效果及分析,可以看出本文算法能够克服经典算法的缺点,超越形态学的算法,验证了本文算法的可行性。
4 结语
本文提出的基于边缘点和非边缘点分开处理的算法,具有提取真正缺陷的效果,并且满足实时性要求,能够应用于印刷品质量在线检测,具有一定的实用意义。
[1]官燕燕,刘昕.基于统计阈值法的印品缺陷检测[J].西安理工大学学报,2007,23(4):410-413.
[2]肖飞,刘雨,赵键.一种基于边缘提取的印刷品斑点检测方法[J].多媒体技术,2007(12):122-124.
[3]许超.印刷品疵点检测中一种基于轮廓的伪疵点剔除算法的研究[J].工业控制计算机,2010,23(11):57-58.
[4]鲁镇恶,谢勇.印刷品外观缺陷机器视觉的检测与识别[J].包装工程.2002,23(1):10-11.
[5]杨欧,郭宝平,胡涛,等.灰度形态学在印刷品缺陷检测中的应用[J].微计算机信息,2008,24(7):226-227.
Print Defects Detection Based on an Edge and Non Edge Separation Processing Algorithm
MA Peng,HAN Zhenyu,ZOU Longfei,LAN Yun
(School of Manufacturing Sci.&Eng.,Sichuan University,Chengdu 610065,China)
The classic defects recognition algorithm is studied with an aim at printing defects detection,and this paper puts forward a recognition algorithm that processes edge and non-edge points separately in print defects detection.The algorithm is based on statistical process principle according to the characteristic difference of pixel edge points and non-edge points;the statistical threshold method is used for non-edge points,and the combination of field average value and gradient value is used for edge points.The algorithm was proved by experimentand it can effectively eliminate the false defects in the process of extracting the real defects.
statistical threshold;false defect;gradient;printing defects detection
TP391.41;TB114
A
1674-5795(2015)01-0017-04
10.11823/j.issn.1674-5795.2015.01.04
2014-10-23;
2014-11-06
作者介绍:马鹏(1989-),男,四川巴中人,硕士,主要研究方向为机器视觉与自动化控制;韩震宇(1963-),男,甘肃兰州人,教授,主要研究方向为工业自动化控制、计算机技术、机器视觉、动态检测。
