弯管机自动速度的跟随与曲线设定
2015-07-01李亚忠翟庆余
李亚忠,翟庆余,周 健
(江阴机械制造有限公司,江苏 江阴214400)
0 概述
顶镦型小半径弯管机采用冷拉弯缠绕弯曲方式将管件弯曲成相对弯曲半径≥1 的弯头。广泛应用于锅炉、石化、车辆、制冷等工业领域。它采用了计算机+液压比例控制顶推油缸的技术,在常规拉弯时管材后部施加一个变化的顶推力,使管材变形时的中心层外移,从而减少管材内壁处的拉应力和减薄率,并减少管件弯曲后的椭圆度。设备由软件部分将输入的弯管参数经计算后转化为电信号来驱动比例阀,实现压力及流量的控制,从而使顶推油缸产生的速度与主缸移动速度相匹配,顶推缸的压力根据计算机设定的变压力曲线来改变,速度与力则与功率相匹配,从而达到最佳弯曲状态。
1 弯管方法
弯管方法采用冷拉弯加顶镦力方式。即“ 主轴扭矩M+顶镦力P”弯管方法。弯曲时主轴带动主模体旋转,模体前部为夹紧装置,侧面为导板装置。在管件的末端顶推油缸通过后夹紧块将顶镦力作用在管件轴线上,前部的管件缠绕在管模的圆槽中,将管件弯曲成需要的角度,后部顶推油缸将跟随管件的回转线速度,同时在管件弯曲过程中改变施加的顶推力,使管件的变形范围控制在最小范围。如图1 所示。
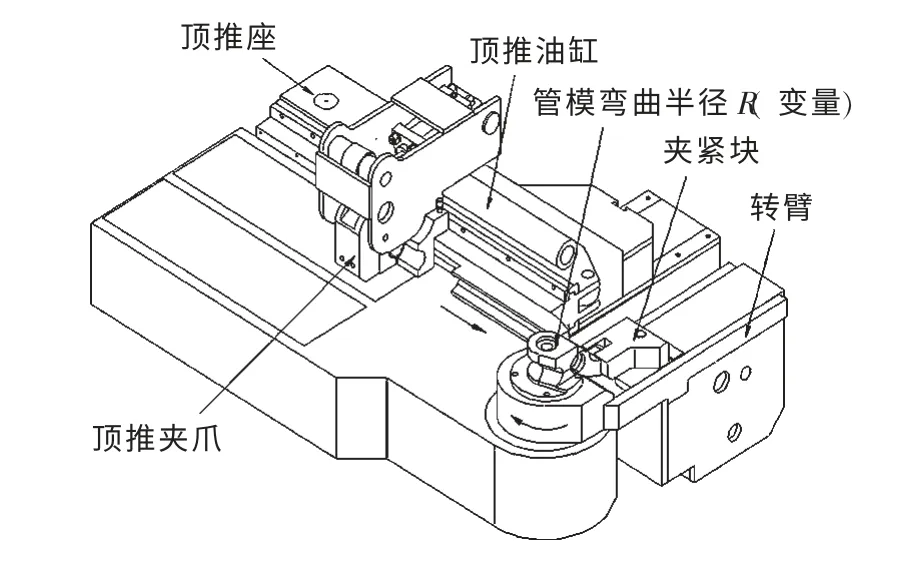
图1 管件弯曲示意图
2 电气系统的控制
2.1 电气系统
电气系统采用触摸屏+可编程序控制器PLC 控制,人机界面操作方便,菜单显示,故障提示,顶推速度、位置动态显示,多管号储存,多状态工作方式。采用全自动工作方式:由于小半径弯管特点为转矩大,顶推力控制难度大,变化大,一般手动调整难以达到最佳点。而该机采用了全自动跟踪的方式,不需人工调节,操作者只要将弯管参数输入电脑,则管件弯曲所需速度、顶推力及顶推力曲线均自动算出。软件将参数转化为电信号,输出给比例流量及压力阀,使顶推缸始终跟随主弯管模的速度,同时输出变化的顶推力,以满足实际弯管需求。如图2 所示。
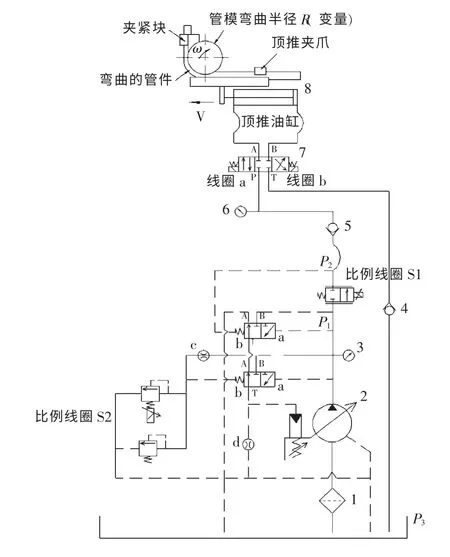
图2 工作示意及顶推液压系统图
2.2 自动速度跟随与压力曲线设定的小半径弯管顶推系统
由于小半径弯管机增加了弯管顶推系统,即在普通弯管工艺基础上在管件轴向施加一个力。由于顶镦力的作用使管材在弯曲过程中应力中性层外移,使外侧拉应力减少,内侧应力增加。内外侧径向压力合力减小,这样就减小了椭圆度,降低了减薄量,使小半径管件弯曲质量得以保证。所以小半径弯管机的关键就是顶推系统及其控制。
目前,国际上一般采用压力型顶镦弯管机和流量型顶镦弯管机两种方法。
2.2.1 压力型顶镦弯管
通过比例阀给顶镦缸施加连续变化的压力实现顶镦弯曲。其顶镦力不能超过管材产生轴向塑性变形的压缩力。即顶镦力的作用仅改变了弯管过程中弯头部分的应力状态,使弯头质量得以提高。
2.2.2 流量型顶镦弯管
通过电液伺服阀控制顶镦缸的速度来实现顶镦弯管。其顶镦力可明显大于管材产生的轴向塑性变形所需压力。顶镦力不仅用以改变弯头的应力状态,还使管材局部产生轴向压缩变形。由于它要同步控制跟随主弯管缸的速度,因此必须使用高性能的伺服控制单元。
2.2.3 压力型与流量型结合
公司生产的W27Y-90mm 小半径弯管机的顶推系统采用了压力型与流量型相结合的控制模式。既可控制压力,又可控制流量或压力、流量同时控制,但压力与流量始终自动匹配。它避免了压力型顶镦弯管的流量过大、顶镦力不能过大及控制不准确的缺点,又避免了流量型顶镦弯管的位置控制要求过高、施加顶镦力不能过小的缺陷,它实施的是既可模糊(压力控制)又可精确(流量控制)控制的方式。可更加方便地针对不同规格、材质的小半径管件进行调整。当顶推力设置达到或大于管件的屈服极限,在其速度控制时,就成了一个“ 流量型”顶推弯管方法;反之,当顶镦力设置小一点,速度快一点时,它又成了“ 压力型顶推”的模式。
为提高弯管质量,顶镦力是可变的,特别是弯曲大于90°的管件,为防管件起皱,在管件后段要逐步撤消压力,以达到最佳弯曲效果。
2.3 弯管机旋转力矩的计算
MT=MW+MYM+MXM
式中:MT——弯管机旋转力矩,kgf·mm;
MW——试件弯曲力矩,kgf·mm;
MYM——压料摩擦力矩,kgf·mm(按表1 计算);
MXM——芯轴摩擦力矩,kgf·mm(按表2 计算)。
MW=(K1+K0/4RX)Wδs
式中:K1——截面形状系数;
K2——材料相对强化系数;
W——管材截面系数;
δs——屈服极限;
RX——相对弯曲半径。

表1 压料摩擦力矩
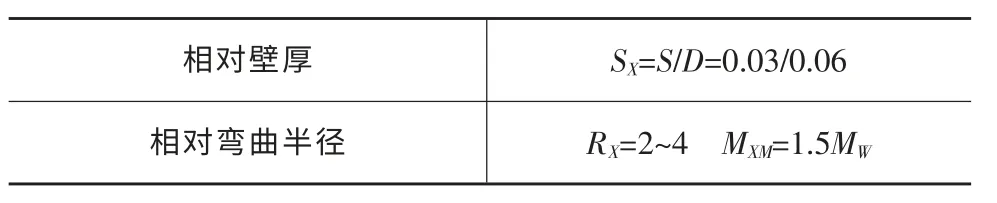
表2 芯轴摩擦力矩
3 90机调试结果
根据输入的弯曲工艺参数(管件内径、外径、材料、弯曲半径),由PLC 自动计算弯曲扭矩,经多次调试,软件计算与实际要求相符,如表3 所示。
侧推跟随的速度与管径的关系,依据管径的不同,侧推速度自动变化,且成正比例关系,如图3 所示。
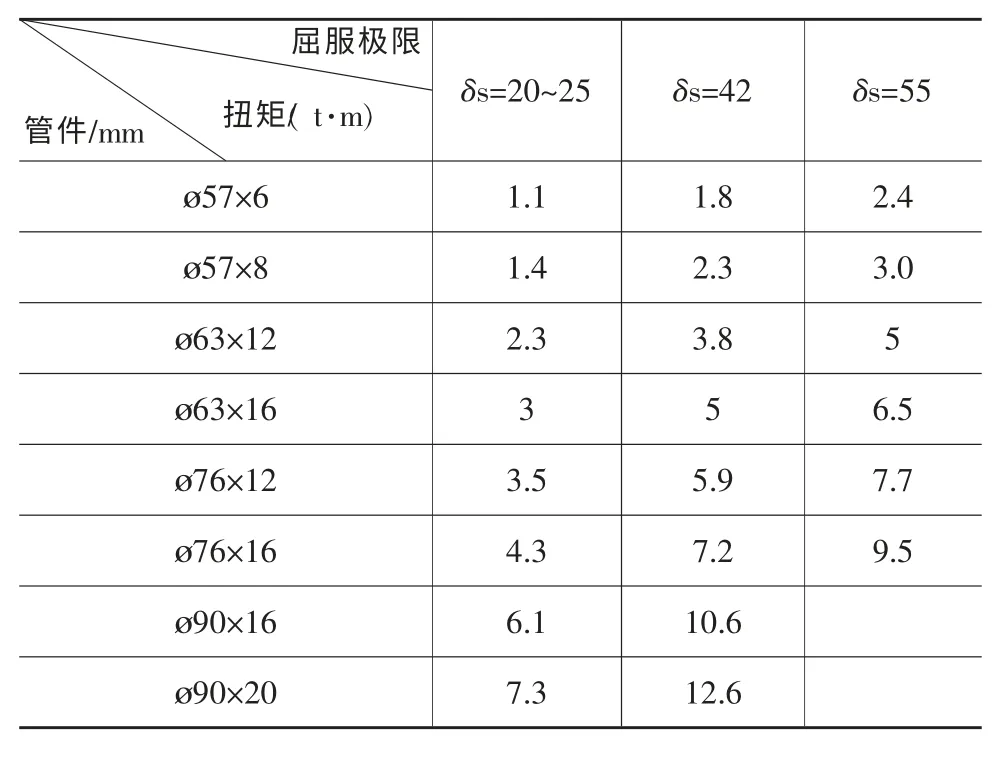
表3 管件的弯曲扭矩
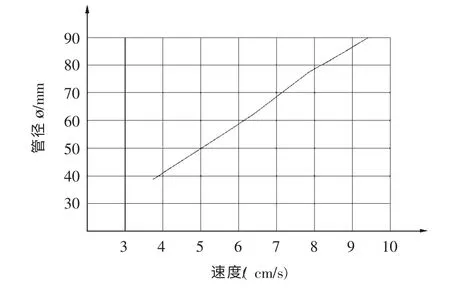
图3 跟随速度与管径的关系
经实际弯管实验,弯出的管子完全符合要求,甚至远远超出了国家标准。
4 90机与同类技术对比
德国斯瓦茨公司的小半径顶镦型弯管机为我国进口最多的小半径弯管机。如表4 所示为该公司WE80 规格与我公司W27Y-90XR 型比较,二者规格相同,但我司90XR 明显功率大,更适合锅炉行业的厚空管弯曲;从控制上看,无芯全自动工作精度指标相同,但我司售价仅为德国机的1/3。
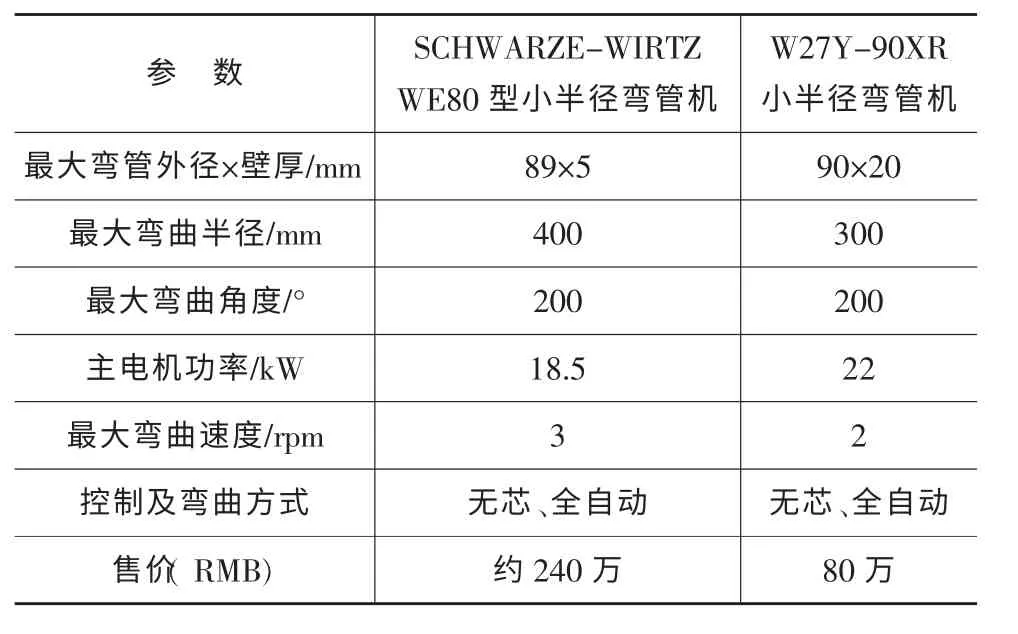
表4 与国外同类弯管机对比
5 结束语
目前以该技术生产的小半径弯管机已取得国家专利,填补了国内空白,为公司取得了良好的经济效益。
[1]王文红,左继承.半自动液压弯管机及其PLC 控制[J].新技术新工艺,2006,(3).
[2]徐龙飞.数控双模弯管机和液压系统的设计.液压与气动,2005,(5).
[3]田福祥,王 珍,王 斌,等.新型半自动液压弯管机的研制.锻压装备与制造技术,2002,37(5).
