数控拉矫修边重卷生产线浅析
2015-07-01张世翰刘振华梁皓杰
张世翰,尹 明,刘振华,时 琪,梁皓杰
(济南铸造锻压机械研究所有限公司,山东 济南250306)
0 引言
随着国民经济的飞速发展,冷轧薄板(包括镀锌板、镀锡板、硅钢板、汽车板等)的需求量不断增加,对板带质量的要求也越来越严格,带材质量日益成为影响产品竞争力的首要因素。良好的板形作为衡量板带质量的一个重要标准,不仅是用户的要求,也是生产者保证后续工序顺利进行的要求。因此,在各工序采取措施来提高质量成为板带生产厂家的当务之急。数控拉矫修边重卷生产线可有效改善、消除各种板形缺陷,改善薄板带质量,还能完成修边工作。本文主要讨论数控拉矫修边重卷生产线中拉矫机和圆盘剪的位置先后,从工艺流程上提高带材的质量、生产率,以求经济效益最大化。
1 生产线主要设备组成
数控拉矫修边重卷生产线主要由开卷机单元、焊机单元、拉矫机单元(图1)、前后张力辊、圆盘剪单元(图2)、涂油机单元、卷取机单元、纠偏单元(CPC 对中装置、EPC 对边装置)、切头剪(分卷剪)、入口(出口)转向辊、钢卷称、废边卷取机、检测平台、电气系统及液压、气动系统等其他辅助设备构成。
2 生产线功能与特点
数控拉矫修边重卷生产线能够有效消除带材的波浪弯、瓢曲、镰刀弯等缺陷;在拉矫的同时还能完成对钢带的修边工作,生产率高;在张力水平远低于材料屈服极限的情况下使带材产生塑性延伸, 不会断带,降低能耗; 适用于几乎所有的带材加工作业线,矫正厚度范围广,尤其是厚度0.15mm~1mm 的薄带效果更好,并且速度高,最快可达1000m/min。
图1 拉矫机

图2 圆盘剪
3 拉矫机工作原理
如图3 所示为拉矫机示意图,其基本工作原理是:带材在承受入口张力辊和出口张力辊的拉应力的同时,接受矫直机的弹塑性变形,从而以延伸形式来消除带材的原始不平直度。拉矫机所需的高张力由前后的张力辊装置(也称S 辊)产生,类似张力倍增器的作用,而在卷取时保持低张力。

图3 拉矫机示意图
出口端张力辊要比入口端速度快一些,造成速度差,以便产生张力,两者的速度差要按理论延伸率确定,一般为0.3%~3%,对于铝带材可达5%,因为速度差和带材延伸率成正比,如取入口和出口张力辊的速度为v1和v2,则:

张力辊改变张力可根据爱德公式计算:

式中:T2—出口侧张力;
T1—入口侧张力;
α—包角;
f—摩擦系数;
e=2.718。
上式中efα值可以认为是张力放大系数,且大小取决于摩擦系数和包角。
4 圆盘剪工作原理
圆盘剪由上下错位的、垂直的两片圆形刀片组合而成,调取一定的间隙及重叠量对通过两刀片之间的带钢进行剪切。带钢通过两刀片之间时,刀片给带钢施以一定的剪切力,使带钢与刀片接触区域产生变形,随着咬入深度的增加,带钢的变形量也随之增加,当变形量达到一定程度时(一般为带钢厚度的1/4~3/4),受压的部分就从原板上断裂。下刀片装在内侧主要起支撑作用,上刀片装在外侧主要起剪切作用。如图4、5 所示。

图4 圆盘剪示意图
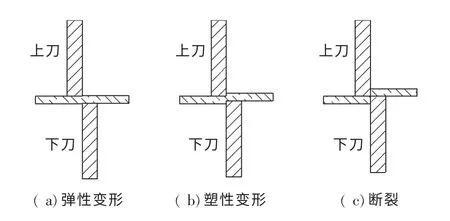
图5 钢带变形3 个阶段
设相对切入率为ε,则圆盘剪剪切力计算如下:

式中:h—钢带厚度;
σb—钢带屈服强度。
5 生产线的分类
数控拉矫修边重卷生产线根据拉矫机和圆盘剪的先后顺序关系,可分为两类。第一类是先对钢带修边然后进行拉矫,第二类是先拉矫然后再对钢带修边。现就这两种类型拉矫线分析如下。
5.1 先修边后拉矫
5.1.1 工艺流程
工艺流程如图6 所示:上料→开卷→转向夹送→切头→焊接(切焊缝)→修边(废边卷取)→拉矫→质检→涂油→分卷转向→卷取→下料打包→称重。
5.1.2 主要特点
①圆盘剪对钢带的边部进行剪切以去除钢带边浪、裂纹、撕裂及毛刺等缺陷。从而减少对后续设备的张力辊、稳定辊及拉弯矫直辊等的磨损;②钢带经圆盘剪时难免产生细小碎浪,尤其是薄板,可经拉矫机消除,能够获得更好的板形;③由于钢带经过拉矫机后产生弹塑性变形,一旦延伸率控制图7 先拉矫后修边。

图6 先修边后拉矫

图7 先拉矫后修边
不好,板宽就不能得到保证;④基于延伸率控制不容易掌握,所以使用人员必须具有丰富的操作经验,对人员要求比较高。
5.2 先拉矫后修边
5.2.1 工艺流程
工艺流程如图7 所示:上料→开卷→转向夹送→切头→焊接(切焊缝)→拉矫→修边(废边卷取)→质检→涂油→分卷转向→卷取→下料打包→称重。
5.2.2 主要特点
①与先修边后拉矫相对应,先对钢带进行拉矫,板面平整,减少拉矫机之后设备的磨损,尤其是圆盘剪刀片的磨损,增加刀片的使用周期; ②圆盘剪在后,钢带的剪切宽度精度可以得到保证;③对于圆盘剪可能产生的细小碎浪,可能需要重新拉矫。
6 结语
数控拉矫修边重卷生产线在使用过程中,应根据生产情况的不同而合理选择不同类型的工艺流程,使生产线最优化,以生产出最好的板形。
[1]周国盈.带钢精整设备[M].北京:机械工业出版社,1982.
[2]陈龙官.冷轧薄钢板精整生产技术[M].冶金工业出版社,2009.
[3]李淑华.拉弯矫直理论研究[J].冶金设备,2002,4(2):8-12.
[4]陶有能.切边圆盘剪设计[J].华中科技大学学报,2006,12:77-78.
