林蛙油压片糖果工艺定量化控制的研究
2015-06-29张春玲关正气
张春玲 关正气
摘 要:用均匀设计法设计试验,制备林蛙油压片糖果片,测定林蛙油压片糖果片的抗张强度、脆碎度等指标,多元回归方程得到各考察因素对指标的影响。根据设定的各指标目标值范围,利用回归方程选择合适的试验条件,进行试验验证。最终实验证明压片力、颗粒含水量和颗粒强度是影响片剂抗张强度、脆碎度和有效功能成分释放度的主要因素。试验验证的各指标的测定值与预测值相差不大。在多元回归方程的指导下,对压片工艺中主要影响因素——压片力、润湿剂含量及颗粒强度进行定量化控制可制备出性能理想的林蛙油糖果压片。
关键词:压片工艺 多元回归分析 均匀设计 抗张强度
中图分类号:TS244 文献标识码:A 文章编号:1672-3791(2015)05(b)-0005-02
压片糖果在国内糖果市场很早就问世了,但由于生产企业规模小产品质量不稳定,与进口产品有一定差距,产品质量差的症结在于生产没有定量化控制,即对原料理化性质、工艺参数等没有作出详细的规定。尤其是对林蛙油压片糖果片质量有重要影响的关键因素[1~2]和工艺因素[3~4]。林蛙油压片糖果片要求定量地释放有效成分,而靠经验模式的生产,不能保证生产出合格的产品。我们曾对制粒工艺因素进行定量化控制[5],制备了林蛙油压片糖果片,效果很好。为了进一步验证工艺定量化控制的重要性与可行性,我们对压片工艺定量化控制进行研究。
1 试验仪器及步骤
1.1 材料与试剂
KTZ-10快速搅拌制粒机;单冲式压片机;YZ-800冲压记录仪;78X-2型片剂四用测定仪;RC药物溶出仪;752型紫外分光光度计;林蛙油粉;95%乙醇;淀粉、糊精、白砂糖;硬脂酸镁;其他试剂均为分析纯。
1.2 片剂的制备
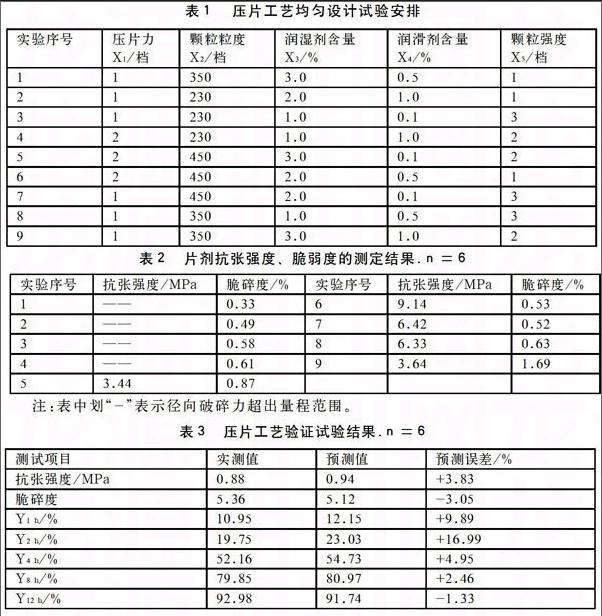
用单冲压片机对由高速搅拌制粒机制备的颗粒,用均匀设计法考察压片力、颗粒粒度、润湿剂含量、润滑剂含量、颗粒强度5个因素对片剂质量的影响。每个因素考察3次,均匀设计试验见表1。按表1中的参数压片,压片直径为12mm。
注:表中压片力:1档为6~16kN,2档为16~24kN,3档为24~36kN;颗粒强度:1档为70~80,2档为80~90,3档为90~100,颗粒强度是用片剂四用测定仪的“脆碎”档测定的,具体计算方法从略。表中的X1~X5与“实验结果”中回归方程(1)~(7)的X1~X5意义相同。
1.3 片剂抗张强度、脆碎度的测定
将压片用片剂四用仪的“硬度”和“脆碎”档,测定片剂的径向破碎力及脆碎度。抗张强度用公式σt=2P/πDt计算[1],式中σt为片剂的抗张强度(单位MPa),P为径向破碎力(单位N),D为片剂的直径(单位m),t为片剂的厚度(单位m)。
2 结果与讨论
2.1 片剂抗张强度、脆碎度的测定结果
片剂抗张强度、脆碎度的测定结果见表2,径向破碎力的测定量程为0~137N。
2.2 压片抗张强度的多元回归分析
用多元回归程序将压片的抗张强度对各因素进行多元回归分析。为从回归方程的回归系数观察各因素对指标的作用,在回归前,将表1中的试验数值标准化,具体方法是,Xno1m=(Xmax-X)/(Xmax-Xmin)。在进行回归计算时,将超过量程范围的抗张强度,以10 MPa代入。得到以下回归方程:Y= -0.2424+6.175X1-1.723X2+0.5250X3- 3.721X52(1)置信度为0.9514,R2=0.9403,F=6.242,方程中的X1~X5意义与表1中的X1~X5相同。
从方程(1)的置信度,R2,F值可知回归相关性显著。从方程的回归系数可知润滑剂的影响最小,在回归过程中被舍去,各因素在不考虑作用的正负时影响由小到大顺序为:润湿剂含量、颗粒粒度、颗粒强度、压片力。其中润湿剂含量是正作用,润湿剂含量越大(在试验范围内),压片的抗张强度越大。颗粒粒度是负作用,因为颗粒越大,颗粒之间相互作用的面积越小,压片的强度越差。颗粒强度是负作用,颗粒强度越小,压片抗张强度越大。压片力对压片的抗张强度是正作用,这与我们预料相同。
2.3 压片脆碎度的多元回归分析
压片脆碎度对各考察因素进行多元回归分析得到方程(2):
Y=1.590-0.9018X1-1.016X3+ 0.7188X5+0.9195X52(2)置信度为0.96453,R2=0.8518,F=2.896。
从方程(2)的置信度,R2,F值可知回归相关性显著。从方程的回归系数可知各因素影响由小到大的顺序为(不考虑作用的正负);压片力、润湿剂含量、颗粒强度。压片力、润湿剂含量对颗粒脆碎度是负作用,数值越大,则压片的脆碎度越小,颗粒强度是正作用,这与“2.2”的片剂抗张强度的多元回归分析结果相同。
2.4 验证试验结果
按以上试验条件压制片后,测定片剂的抗张强度、将X1~X5代入多元回归方程得到预测值,由实测值和预测值可计算出预测误差,将它们列于表3中。
从表中得到的结果可以看出从总的结果看,回归方程的预测结果基本令人满意,但1 h和2 h释放度的预测误差较大,可能是释放前期易受各种随机因素的影响较大。通过实验结果表明,定量化控制压片工艺可以得到具备我们预想性能的压片制剂。
参考文献
[1] 王晋,张汝华,黄群,等.乙基纤维素固体分散物的药物释放动力学的研究[J].中国药学杂志,2000,35(1):30.
[2] Hoffman A,Danenberg HD,Katzhendler L,et al.Pharmacodynamic and pharmacokinetic rationales for the development of an oral controlled-release amoxicillin dosage form[J].J Controlled Release,1998,54(1):29-37.
[3] Tahikdar MM,Rembaut P,Kinget R.The release mechanism of an oral controlled release delivery system for indomethasin[J].Pharm Dev Techol,1998,3(1):1-6.
[4] Lipps DM,Sakr AM.Characterization of wet granulation process parameters using response surface methodology.I.Top-spray fluidized bed[J].J Pharm Sci,1994,83(7):937-947.
[5] Jarosz PJ,Parrott EL.Factors influencing axial radial tensile strengths of tablets[J].J Pharm Sci,1982(71):607.
