山特维克可乐满减振刀杆使用体会
2015-06-28苏州新区吉光模具制造有限公司邢晓峰
■ 苏州新区吉光模具制造有限公司 邢晓峰
山特维克可乐满减振刀杆使用体会
■ 苏州新区吉光模具制造有限公司 邢晓峰

我公司主要从事各种机械零件的加工制造,最近接到客户如图1所示的管状零件加工需求,材料为低合金钢管材。该零件外圆φ120mm,内孔有3个台阶φ106mm、φ92mm、φ75mm,在φ75mm处有1个密封槽,位于零件中间。孔φ75mm与φ92mm的过渡处是1个30°的倒角。整个零件未标注精度的尺寸全部按自由公差处理,要求不高,只有1处φ68mm是±0.1mm,表面粗糙度值要求Ra<1.6μm。但客户规定所有内孔及密封槽互相的同心度都要保证在0.1mm以内。
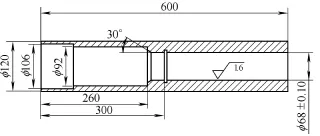
图1 工件结构
该零件总长为600mm,长度比较长,因为没有足够长的镗刀,按照原来的工艺,在数控车床上分两次对头镗加工。为了保证三档内孔以及密封槽的同心度,要通过打表,及一夹一顶等工艺手段来保证,虽然可以达到要求,但费时费力,工艺步骤长,对操作者技能要求也比较高。
因此,最理想的方案是,使用长的镗刀杆,一次加工完内孔所有特征。于是,我们自己动手制造了1把长刀杆,直径为60mm,长度800mm,但使用效果不理想。主要原因是:①刀杆减振性能不佳,加工表面有微震纹,虽然通过一些手段调整后有些效果,但仍然不符合要求。②由于内孔特征较多,需要在加工时更换各种刀头,如粗镗刀、精镗刀、开槽刀等。因为是自制的镗刀柄,安装刀头的部位定位不准,每次换刀总是要重新对刀和试切,很费时且风险大。由于山特维克可乐满的减振刀杆在业内口碑较好,于是采购了1把,具体型号是570-3C 60 808-40,如图2所示。该刀直径为60mm,长度808mm,正好满足我们使用要求。

图 2
在数控车床上,将零件一头夹紧,另一端用液压中心架固定,如图3所示。采用减振刀杆一次做完内孔里的全部特征,完美的保证了3档内孔以及密封槽的同心度。使用中感觉减振效果明显(见图4),表面粗糙度值完全达到客户要求。刀柄前端是一个快换夹头,定位较准,每次更换刀头不必再次对刀,且刀柄带有内冷孔,刀片的寿命也比原来的工艺长的多。
使用该类型刀具,虽然初期一次性投资较大,但带来了工艺上的彻底变革,提高了加工效率,提升了加工品质,且简化了对操作人员的要求,符合将来的产业发展趋势。

图 3

图 4
20150317)
