催化重汽油加氢装置改航煤加氢的生产控制
2015-06-28何剑英屈建新
何剑英 屈建新
(中国石化上海石油化工股份有限公司炼油部,200540)
催化重汽油加氢装置改航煤加氢的生产控制
何剑英 屈建新
(中国石化上海石油化工股份有限公司炼油部,200540)
针对汽油加氢装置改航煤加氢装置的工艺参数进行了探索,通过试生产获得了合适的工艺参数,并对生产中出现的航煤颜色衰减问题进行了原因分析,采取调整处理量和提高反应温度的措施后,问题得到有效的解决。
汽油加氢 航煤加氢 产品质量 解决措施
中国石化上海石油化工股份有限公司(以下简称上海石化)500 kt/a催化汽油选择性加氢(RSDS-Ⅱ)装置采用中国石油化工股份有限公司石油化工科学研究院(以下简称石科院)开发的RSDS-Ⅱ技术生产满足沪IV标准的汽油,于2009年10月一次开车成功,原料为1 Mt/a催化裂化装置所产稳定汽油。2012年11月底3.5 Mt/a催化裂化装置投产,1 Mt/a催化裂化装置停役,RSDS-Ⅱ装置相应停役。随着上海石化六期工程的建设成功,2013年原油加工能力大幅度增加,800 kt/a航煤临氢脱硫醇装置不能全部处理常减压常一线产品,仍有部分常一线产品进柴油加氢装置进行处理,降低了常一线产品的经济价值。而RSDS-Ⅱ装置的重汽油加氢单元(350 kt/a)与航煤脱硫醇装置的工艺流程和压力等级均相似,为重汽油加氢单元改造为航煤脱硫醇提供了前提条件,故决定将催化重汽油加氢装置改为生产航煤馏分,平衡多余的常减压常一线产品。
1 装置改造
350 kt/a催化重汽油加氢装置改为航煤加氢装置,同时要满足在S-Zorb装置检修期间可切换为汽油选择性加氢脱硫的要求,因此必须同时满足不同原料的加氢要求,改造时尽可能维持原装置的主要工艺流程不变,通过对局部设备操作条件的调整,尽量避免增加和更换设备。
具体流程见图1,图1中画圈部分为新增过滤器和吸附剂罐。
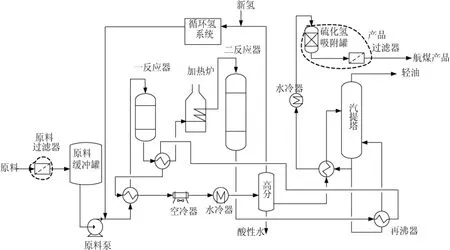
图1 催化重汽油加氢装置原则流程
催化剂装置原流程保留(其中一反应器不装填催化剂),主要是完善常一线和航煤产品进出装置管线。原料常一线借2#常减压东界区的新常二、三线送催化重汽油加氢装置原料缓冲罐;产品走2#炼油的罐区回炼油线倒送6#罐区。同时增加原料和航煤产品过滤器,增加航煤产品硫化氢吸附罐,吸附罐利用上海石化炼油部2#炼油产品精制装置的汽油氧化脱硫醇固定床反应器。
2 装置试生产
装置于2013年7月改造完成,7月22日进入开工状态。由于催化重汽油加氢装置处于氮气保压状态,因此免去了吹扫和气密等步骤。经过调节阀和联锁系统调试,机泵试运转,7月23日下午开启氢压机,氢气置换,炉子点火,反应系统开始循环升温。晚上6点引航煤进行置换,24日开始为期一周的试生产。
2.1 工艺参数
试生产期间,控制进料量28 t/h,新氢补入量500 m3/h,其余参数见表1。
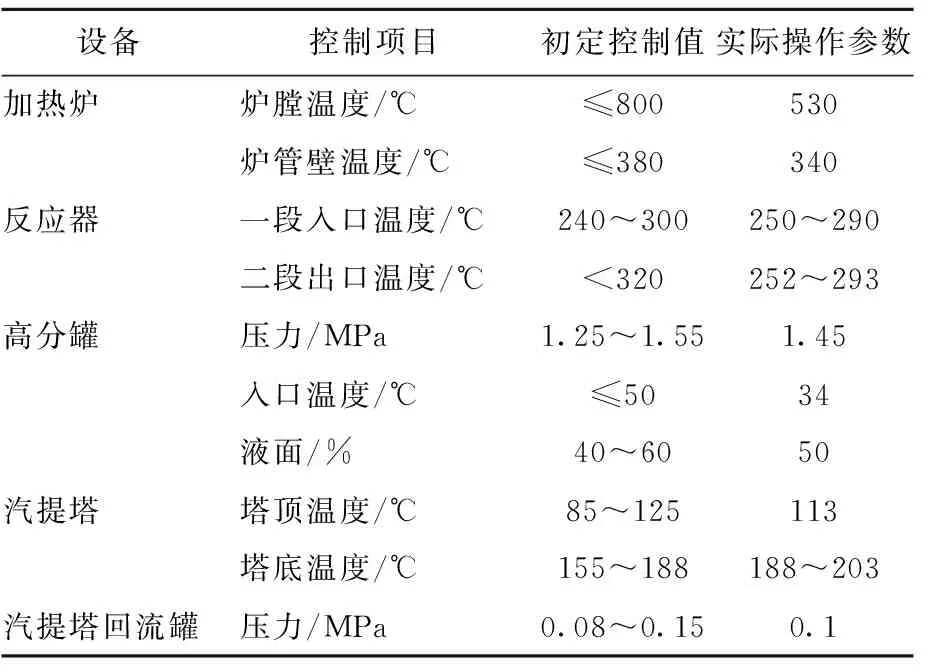
表1 工艺参数控制
从表1可知:催化重汽油加氢装置试生产航煤时,除汽提塔塔底温度外,实际操作参数都在初定控制指标内,说明催化重汽油加氢装置工况基本满足航煤生产,也为装置正式生产航煤确定了操作参数。
2.2 产品闪点偏低和铜片腐蚀试验问题
试生产初期,在反应温度270~280 ℃,汽提塔塔底温度180 ℃,汽提塔塔顶温度102 ℃左右时,产品出现闪点偏低和铜片腐蚀试验不通过等问题。
在排除了原料因素后,经分析其原因主要为:汽提塔塔顶温度偏低,造成汽提塔塔底油中轻组分偏高;而汽提塔塔底温度偏低,则汽提塔塔底油中的硫化氢不能被充分汽提出,航煤铜片腐蚀试验不合格,同时也会使塔底油中轻组分含量过多,航煤闪点不合格[1]。因此决定将汽提塔塔顶温度由102 ℃提高至110 ℃,汽提塔塔底温度改为185~205 ℃。调整工艺操作条件后,装置试生产期间,航煤产品闪点和铜片腐蚀试验合格。
2.3 汽提塔塔底热源负荷
试生产调整过程中发现航煤加氢反应温升明显低于汽油加氢反应温升,而装置汽提塔塔底热源由装置本身反应热提供,装置反应温度低可能会限制汽提塔热源,汽提塔热源不足,汽提塔分离效果差,引起航煤产品质量不合格。因此,在其他主要操作参数不变的情况下,控制3组不同反应温度,验证重汽油加氢装置汽提塔塔底再沸器是否满足航煤生产的要求,具体情况见表2。
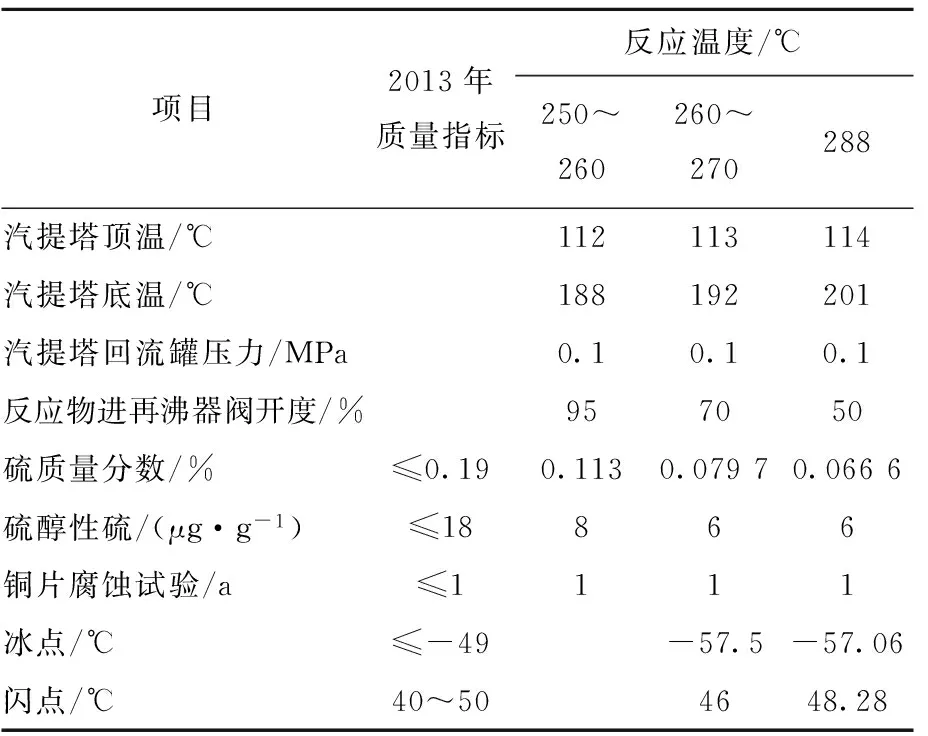
表2 不同反应温度下汽提塔操作参数及航煤产品质量
由表2可知:反应温度为250~260 ℃时,虽然航煤的硫质量分数、硫醇硫含量和铜片腐蚀试验仍能合格,但反应物进再沸器阀开度约95%,反应物基本进入再沸器供热,一旦出现波动,可能会造成航煤加氢装置汽提塔系统热源不足,汽提塔分离效果差,引起航煤产品质量不合格;反应温度为288 ℃时,存在质量过剩情况;反应温度为270~280 ℃时,汽提塔塔底热源及产品质量完全能满足航煤生产要求。因此,在今后的生产中应维持较高的反应温度(270~280 ℃)。
3 航煤变色问题
8月17日重汽油加氢装置正式开始生产航煤,装置按试生产时确定的实际操作参数控制工艺参数,航煤的各项指标均符合要求。9月6日装置进料量提至50 t/h,同日装置连续两次采样发现虽然产品航煤清澈透明,但颜色变深,分析数据显示航煤赛波特颜色都低于规定指标值(≥26),分别为21和25。
3.1 原因分析
3.1.1 工艺流程
经原料过滤器过滤后进入原料缓冲罐的航煤原料,经反应进料泵升压后与循环氢混合,再经过一反进料换热器和炉进料换热器换热,进入加热炉加热,进入加氢精制二反应器反应,反应产物至汽提塔塔底再沸器换热后,再经过炉进料换热器、一反进料换热器、反应产物空冷器、水冷器冷却,进高分罐进行气液分离。高分罐底部出来的液体减压后经塔进料换热器与塔底产品换热,进入汽提塔汽提。汽提塔塔底油经汽提塔塔底出料泵升压后与塔进料换热,进入产品水冷器冷却,进入脱硫罐脱硫,再经产品过滤器过滤后得到精制航煤。根据工艺流程,装置对反应产物和精制航煤所经过的换热器前后进行采样对比,精制航煤通过换热器前后颜色未发生异常变化,表明精制航煤变色的原因不是由换热器泄漏造成的。
3.1.2 原料性质
精制航煤颜色不合格前后直馏航煤原料的主要物理性质变化情况如表3所示。
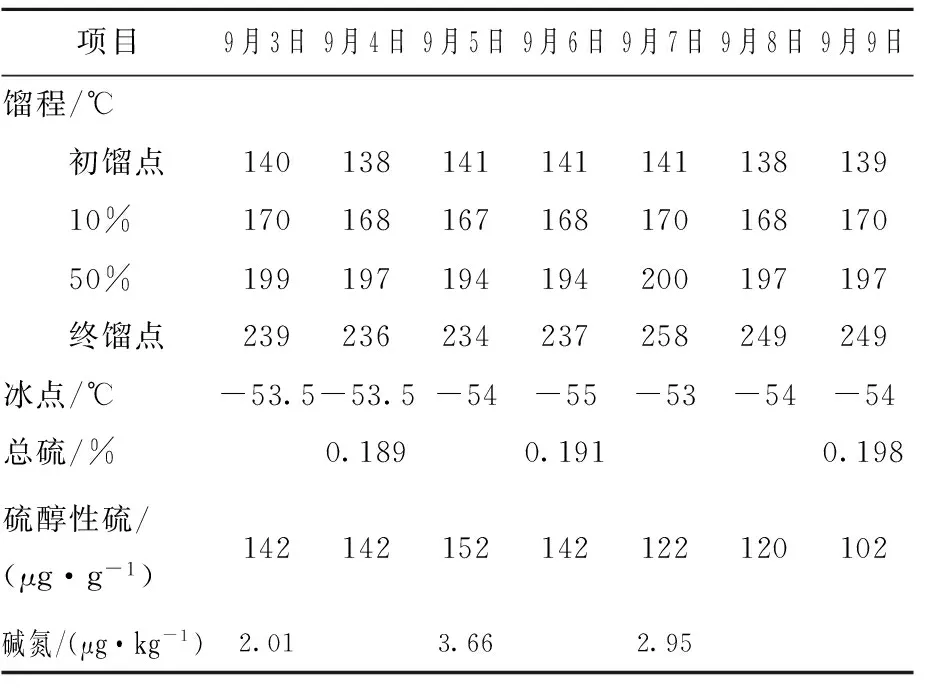
表3 精制航煤颜色不合格前后原料性质
由表3可以看出:精制航煤颜色不合格前后直馏航煤原料的馏程、冰点和总硫等物性变化不大,且原料碱氮质量分数都在4 μg/kg以下,没有异常升高现象,因此可以排除原料性质变化是导致精制航煤变色的原因。
3.1.3 工艺参数
加氢精制航煤颜色不合格前后装置的主要工艺条件如表4所示。
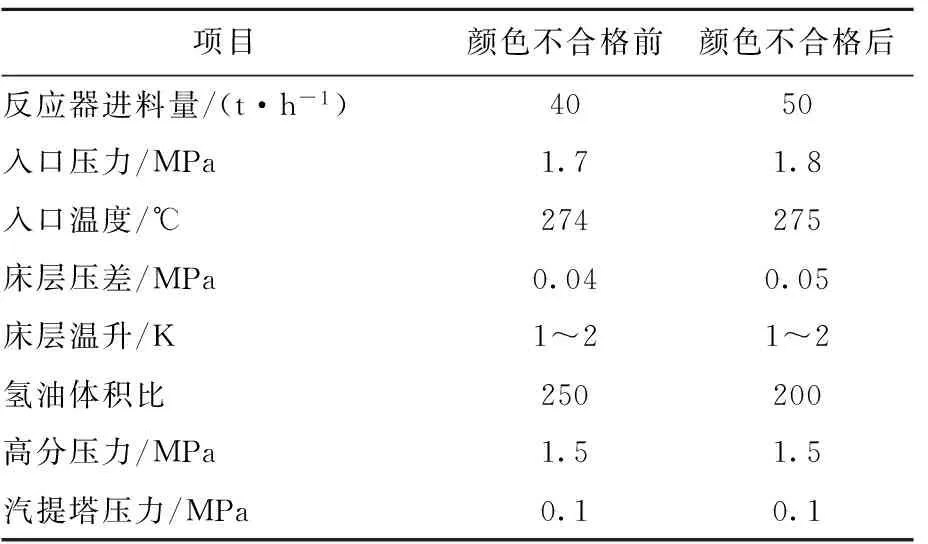
表4 加氢精制航煤颜色不合格前后装置的主要工艺条件
由表4可以看出:加精制航煤颜色不合格时,进料量明显增加,达到50 t/h,为装置原设计负荷的120%,装置反应空速过高,反应空速增大反应深度相应减少。
3.1.4 催化剂
由表4可知:除了进料量外,加精制航煤颜色不合格前后各项操作参数均在工艺指标规定的范围内,没有大的波动且操作平稳,催化剂床层压差稳定在0.05 MPa,没有出现迅速上升现象,表明催化剂载体未被损坏[2]。
因此造成装置精制航煤颜色不合格原因为:装置进料量大幅提高,使装置反应空速过高,且装置提量后未及时调整反应温度,造成装置反应深度减小,从而使产品中不饱和烃组分和氮化物等增加,导致精制航煤颜色不合格。
3.2 优化工艺操作参数
9月6日20∶00降低进料量,恢复到40 t/h,使装置反应空速降低,在设计范围内;根据装置处理量、原料性质等及时调整反应器入口温度。
3.3 运行效果
装置优化工艺操作参数后,装置反应深度得到了保证,9月7日样品分析精制航煤赛波特颜色稳定在30左右。之后装置生产的精制航煤质量合格稳定,达到产品质量标准。
4 结论
(1)RSDS-Ⅱ装置的催化重汽油加氢装置条件与航煤加氢条件接近,装置经过很少量的改造后,用催化重汽油加氢装置现有的催化剂,能够生产出合格的航煤馏分。
(2)为保证航煤赛波特颜色合格,需要控制好催化重汽油加氢装置进料和反应温度。
(3)催化重汽油加氢装置改航煤加氢成功,平衡了常减压常一线,提高了企业经济效益。
[1] 史开洪.加氢精制装置技术问答[M].北京:中国石化出版社,2007.
[2] 赵德强,石逢栋,廖伟,等.加氢精制航煤变色问题分析及改进[J].石化技术与应用,2006,24(6):29-31.
亚化咨询:煤制乙二醇能否在低油价下盈利
国际油价自2014年6月起持续下跌并维持在50美元/桶附近至今。虽然大部分能源研究人士认为,原油作为最重要且不可再生的化石能源,价格长期来看必将回升,但没有人能够准确预测目前的低油价到底要持续多久。低油价背景下煤制乙二醇能否盈利成为中国煤化工行业必须面对的问题。
亚化咨询通过绘制乙二醇成本模型图进行了比较分析。乙二醇成本模型显示,当国际油价为40美元/桶或煤价163元/t时,对应的乙二醇成本为2 993元/t,也就是说以新疆的煤炭市场价生产乙二醇和国际油价40美元/桶相当。当国际油价为60美元/桶或煤价387元/t时,对应的乙二醇成本为3 773元/t,也就是说以河南、安徽等地的煤炭市场价生产乙二醇和国际油价60美元/桶相当。而鄂尔多斯、陕西和宁夏等地的煤炭市场价在约270元/t,生产乙二醇的成本与国际油价50美元/桶相当。
丹化科技2014年年度报告显示,2014年通辽金煤共生产乙二醇126.6 kt,乙二醇总成本5.37亿元,据此计算通辽金煤2014年乙二醇生产成本为4 242元/t(含原材料、人工工资、能源、折旧和其他)。亚化咨询认为,通辽金煤乙二醇成本高于模型计算的原因,在于其2014年平均负荷仅约76%,并且从2009年至今的长期试车和调试过程,使其背负了额外的财务成本。
上述计算表明,在当前的国际油价(40~60美元/桶)下,以原油乙烯法路线生产乙二醇,和中国煤产地合成气乙酸酯路线生产乙二醇的成本相当。对于中国的煤制乙二醇行业来说,控制成本的关键就在于能否在项目建成后迅速达产,实现较高的运行负荷和优等品产出率。
在盈利能力方面,亚化咨询认为影响乙二醇价格的因素很多,成本并不是唯一的决定因素。当供需平衡甚至供不足需时,即使成本再低,乙二醇的生产商也没有理由主动割舍自己的利润。并且从全球政治经济格局来看,油价走低有一定的政治因素,而化学品的价格跌幅明显小于油价的跌幅。
总的来说,现阶段中国煤制乙二醇和石油制乙二醇成本竞争力相当。当国际油价回升后,掌握自有煤炭资源的煤制乙二醇生产商将毫无疑问获得巨大的成本优势。
(中国石化有机原料科技情报中心站供稿)
Production Control of Aviation Kerosense Hydrogenation Process Changed from Catalytic Heavy Gasolene Hydrogenation Plant
He Jianying,Qu Jianxin
(PetroleunRefiningDivision,SINOPECShanghaiPetrochemicalCo.,Ltd.200540)
Based on exploration of the process parameters of aviation kerosense hydrogenation process changed from gasoline hydrogenation,proper process parameters were obtained through plant trials.Based on analysis,the problem of color decay of aviation kerosene was successfully solved through adjusting feed rate and raising reaction temperature.
gasoline hydrogenation,aviation kerosense hydrogenation,product quality,solution
2015-04-20。
何剑英,女,1972年出生,2009年毕业于华东理工大学化学工程与工艺专业,工程师,现从事工艺技术管理工作。
1674-1099 (2015)03-0025-04
TE626.2
A
