穿流式和折流式汽提塔的运行对比
2014-11-22李春江杨友信魏家福
李春江,杨友信,魏家福
(新疆天业(集团)有限公司,新疆 石河子 832000)
新疆天能化工有限公司(简称“天能化工”)是新疆天业(集团)有限公司年产PVC 树脂120万t/a 项目的二期工程,于2010年10月投入运行,设计年生产能力为40万t/a,实际生产能力为42~43万t/a,拥有国产10台105 m3大型全流通内夹套聚合釜,单釜设计产能为4.5万t/a。天能化工主要根据市场的需要担负着SG-5、SG-7和SG-8型PVC 树脂的生产任务。
2013年3-8月,通过产能扩建增加2台105 m3聚合釜,达到年产50万t PVC 的生产能力,并在同年7月一次性并入系统正常运行。与此同时,考虑到产能增加后现有汽提工艺在产品质量,处理能力和能耗方面有一定的局限性,所以,引进了1套智素折流板式汽提塔工艺。
1 PVC 浆料中VC 的脱除原理
在VC 悬浮聚合生产过程中,当转化率到85%~90%时,PVC 树脂颗粒形态、疏松程度及结构性能处于较好状态,此时,即可加入终止剂结束聚合反应。但由于VC 对PVC 树脂颗粒的溶胀和吸附作用,没有反应完的VCM 在PVC 浆料中一部分溶解于水中,一部分残留于PVC 树脂颗粒中,所以,PVC 浆料中VCM 脱除需从水中和PVC 颗粒中2部分入手。PVC 浆料汽提的机理是通过某种手段,提供PVC 浆料以克服VCM 吸附力的能量,使VCM 不断地从PVC 树脂中脱吸出来进入液相,并以良好的扩散条件使液相中的VCM 不断地析出进入气相,如此周而复始地进行,从而达到汽提脱除VCM 的目的。PVC 料浆汽提机理示意图见图1。
目前中国生产的疏松型的PVC 产品中的残留VCM 含量≤5 mg/kg,卫生级≤2 mg/kg。为了降低PVC 中的VCM 的残留含量,国内PVC 生产行业从20世纪70年代开始研究PVC 浆料中残留VCM 的脱除新技术,发展至今既有国内开发技术又有引进技术,逐步代替了升温,氮吹风的传统工艺,这些技术在生产上均卓有成效,为生产卫生级PVC、医药级PVC 产品奠定了良好的基础。
目前,国内生产PVC 的企业通常采用的汽提方法主要有釜式汽提和塔式汽提2种,本文主要介绍塔式汽提中的穿流式汽提塔和折流式汽提塔在采用悬浮工艺生产的PVC 脱除VCM 的应用情况。

图1 PVC浆料汽提机理示意图
2 穿流式汽提塔
2.1 穿流式汽提塔结构特点
穿流式汽提塔的特点是浆料和蒸汽都通过塔板上的小孔自上而下逆向接触,在流动过程中,通过传热传质达到脱析VCM 的目的。穿流式汽提塔筛孔直径一般为10~15 mm,塔板的有效开孔率为8%~11%,塔板数设置为20~40块,塔盘之间借助于若干拉杆螺栓和定位管进行固定,保持塔板间距为300~600 mm,具体的塔板孔径、开孔率和塔盘数与聚合系统的产能相匹配后进行确定。在使用穿流式汽提塔的过程中,为提高塔板的传质效率和汽提塔在处理能力方面的操作弹性,也有采用大小孔径混合的双孔径塔板[1]。穿流式汽提塔结构示意图见图2。
穿流式汽提塔在塔顶设有软水喷头,其作用是由于塔顶进料空间较大,进料时浆料四处飞溅,容易粘在塔顶死区不易脱落,积料时间久了,受热降解变成黄色或红色杂质颗粒,脱落以后进入系统,导致产品杂质含量升高影响产品质量,所以,工艺上一般采取连续喷淋软水对塔顶的积料进行有效及时冲洗。喷淋水一般采用冷软水。首先,冷软水可以满足冲洗塔顶积料的使用;其次,冷软水塔顶对气相空间的蒸汽和气相VCM 也可以起到冷却降温的效果,降低后续冷凝器的负荷。
2.2 穿流式汽提塔工艺运行特点
穿流式汽提塔的工艺运行特点主要从开车、运行控制和停车3个方面进行分析。

图2 穿流式汽提塔结构示意图
穿流式汽提塔在开车进料之前,首先通过浆料管线上大水量冲洗20~30 min,现场通过检查汽提塔排水来确定汽提塔是否冲洗干净。汽提塔冲洗干净后,以浆料管线上的冲洗水替代PVC 浆料从汽提塔顶部进入汽提塔的冲洗水,同时,开进塔蒸汽流量控制为1 500~3 000 kg/h,使汽提塔逐步升温至全塔温度达到90 ℃以上,同时,建立水(假物料)平衡。打开汽提塔塔顶喷淋水,流量一般控制为5 000~7 000 kg/h,启动低压回收系统,使其运行正常,准备汽提塔进料。穿流式汽提塔工艺流程图见图3。
汽提塔进料时关闭进塔冲洗水汽,一般穿流式汽提塔开车进料初始量以45~60 m3/h 为宜,进料蒸汽初始流量控制为3 000~4 000 kg/h。根据进料目标值,汽提塔进料调整量控制为10~15 m3/次,间隔控制为5~10 min/次,蒸汽控制为1 000~2 000 kg/次。塔内浆料停留8~10 min 后,由出塔泵送往离心干燥系统进行处理。进料后约5 min 后关闭放空管线,启动低压回收系统。
穿流式汽提塔进料调整到100~110 m3/h 后,蒸汽初始流量控制为13 000~15 000 kg/h,汽提塔底部温度控制为110~116 ℃;中部温度控制为112~114 ℃;顶部温度控制为108~110 ℃,塔的压差控制为14~17 kPa,塔顶压力控制为35~50 kPa,通过回流控制塔底液位为50%~60%。
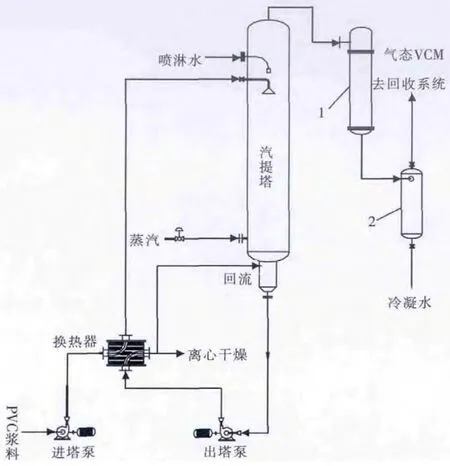
图3 穿流式汽提塔工艺流程图
汽提塔停车控制,主要是停止进料,打开汽提塔进料管线上的冲洗水,逐步调小蒸汽流量至3 000~4 000 kg/h,冲塔过程中通过蒸汽鼓动作用将塔内的残余PVC 浆料冲洗得更干净,现场通过观察汽提塔排污的排水判断汽提塔冲洗情况。汽提塔冲洗干净后关闭冲洗水,关闭蒸汽。汽提塔停止进料后约二十分钟干燥对停车不合格料切仓单独处理。整个汽提塔停车冲洗结束时间为40~50 min.
天能化工公司采用悬浮法生产SG-5型、SG-7型和SG-8型PVC 时,PVC 浆料中的VCM 脱除均采用穿流式汽提塔处理,只不过在处理的过程中汽提塔的进料量、控制温度、塔顶压力和压差有所不同。SG-5型PVC浆料相比SG-7型和SG-8型PVC,控制浆料温度较低,浆料进塔流量较大。主要是由于相同型号或不同型号树脂的粒径和孔隙率(表现为吸油率不同)不同导致的。
3 折流式汽提塔
3.1 折流式汽提塔结构特点
折流式汽提塔的特点是浆料通过每层的导流板在塔盘上流动,从每层下料口进入下一层塔盘,从塔顶自上而下流动,而蒸汽都通过塔板上的小孔自下而上流动,浆料在带有导流板的塔盘上流动时与自下而上的蒸汽进行充分接触,发生传热传质,达到脱析VCM 的目的。折流式汽提塔结构简单、独特,只有8层塔盘,进料口设有2个(一个在第八层;一个在第六层),塔盘之间通过塔节进行固定,每层塔节1.3~1.6 m,每层塔盘上有若干个小孔,筛孔直径为1.1~2.0 mm。每层塔盘上布有折流板和降液管,且每层塔节都有冲洗喷淋水的装置。结构的科学合理的设计保证了浆料在塔板上均匀、稳定流动,沸腾状态好,无滞留区和死角,另外,每层塔节还设有视镜,观察每层塔板的沸腾情况[1]。折流式汽提塔结构示意图见图4。

图4 折流式汽提塔结构示意图
穿流式汽提塔的喷淋水装置只有在塔顶有一处,折流式汽提塔与之不同的是每层都有,主要是由于汽提塔结构上的巨大差异。为防止汽提塔塔板发生堵塞和死角挂料时间长,产生黑黄点影响产品质量,折流式汽提塔每层塔板上都装有喷淋装置,由DCS 自动控制喷淋时间及喷淋水量、水温等。
3.2 折流式汽提塔工艺运行特点
折流式汽提塔工艺运行中的开车、正常运行控制和停车3个方面与穿流式汽提塔有一定的差异。
开车前,先对喷淋水槽(即热水槽)升温,同时补足开车用的软水;其次,确定汽提塔和管线停车前已经冲洗干净,如果需要冲洗,在汽提塔升温之前通过大水量冲洗10~20 min,确保汽提塔冲洗干净。冲洗前,先通3 000 kg/h 蒸汽,一方面,防止冲洗水和残余的浆料进入塔底或堵塞塔盘;另一方面,可以给塔升温。在冲洗汽提塔时,通过检查现场排水来确定汽提塔是否冲洗干净。汽提塔冲洗干净后,第一层塔盘保持液位10%~30%,将进塔蒸汽流量提高至4 000~4 200 kg/h,使汽提塔快速升温,同时,通过一级冷凝器(即换热器)给热水槽的软水升温;第三,使汽提塔满足第八层塔盘温度达到90 ℃以上,热水槽温度为90~95 ℃,热水槽液位为80%~90%,汽提塔塔顶压力>0~-5 kPa 等条件后,启动程序,先选择汽提塔进料层,然后依次启动水循环单元,水联动单元,进料启动和正常进料。折流式汽提塔工艺流程图见图5。

图5 折流式汽提塔工艺流程图
工艺要求汽提塔进料时最小进料量控制为70 m3/h。根据生产实践,发现最低也可为50 m3/h,短时间(2~4 h)不会影响汽提塔运行。进料蒸汽初始流量控制为4 200 kg/h。根据进料目标值,调整汽提塔进料量为10~15 m3/次,间隔控制为5~10 min/次。进料量调整到目标值110~120 m3/h 稳定后,塔顶负压值控制为-10~-20 kPa,汽提塔第一层温度控制为103~106 ℃,第八层温度控制为90~95 ℃,汽提塔从下到上每层温度依次递减,温差控制约为2 ℃为宜。由于汽提塔塔顶是负压控制,浆料在汽提塔内停留时间相对较长,为15~20 min。
汽提塔开车平稳后,升降进塔流量原则是,升进塔流量时,先提蒸汽流量,再提PVC 浆料流量;降进塔流量时,先降PVC 浆料流量,再降蒸汽流量,这样操作,使汽提塔温度和塔顶负压波动较小,对产品质量影响较小,更重要的是可以防止塔盘积料和塔盘小孔堵塞,减少汽提塔不正常运行情况。在日常运行时,要定期检查每层塔盘浆料的沸腾情况,并根据沸腾情况结合成品PVC 残留的检测结果调整进塔蒸汽流量。
汽提塔停车控制,主要是防止塔盘没冲洗干净及积料堵塞塔盘小孔。停止进料后,打开汽提塔进料管线上的冲洗水,停止汽提塔回收系统,塔顶打开放空,使汽提塔塔顶压力成正压,这样,每层塔盘上的浆料停留时间会缩短。在冲塔过程中,现场通过观察每层塔盘的残余PVC 浆料的情况,逐步调小蒸汽流量至2 000 kg/h。汽提塔冲洗干净后,关闭冲洗水,待第一层塔盘上的冲洗水排尽后,关闭蒸汽,塔内残余少量水可能会通过第一层塔盘的小孔进入汽提底层,通过排污管排空。
4 穿流式和折流式汽提塔的比较
4.1 蒸汽消耗和温度控制
在PVC 浆料处理量相同的情况下折流板式汽提塔和穿流式汽提塔在蒸汽消耗和温度控制方面差距较大。从表1中可以看出折流板式汽提塔利用低压蒸汽,蒸汽消耗少、塔顶负压操作,平均塔温度低于100 ℃。穿流式汽提塔利用高压蒸汽,蒸汽消耗大,是折流板式汽提塔的3倍;塔顶为正压操作,平均塔温为112~113 ℃。综合比较,在蒸汽消耗和控制温度2方面折流式汽提塔均优于穿流式汽提塔。
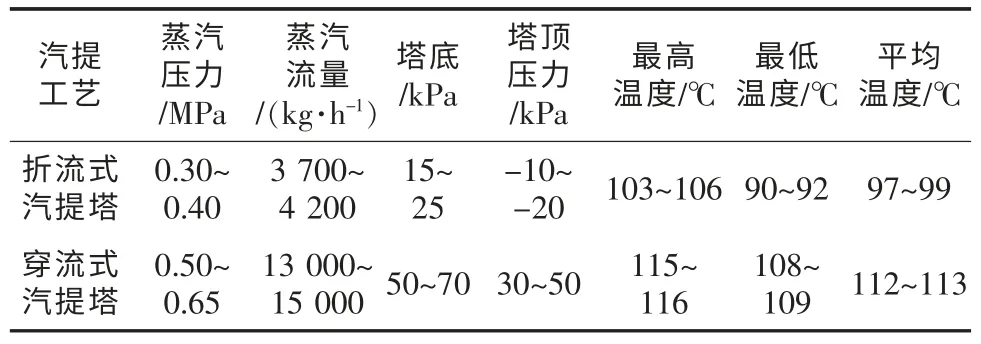
表1 折流板式汽提塔和穿流式汽提塔
4.2 对PVC 粉料产品质量的影响
PVC 属于热敏性加工或使用温度大于90 ℃即开始分解变色。另外,PVC 内部不同程度的还有少量的缺相结构和参与少量引发剂,这些都会由于温度成为影响PVC 老化白度和后加工性能的主要因素,所以,工业生产PVC 聚合以后的汽提,干燥等处理环节尽量在相对较低温度下进行,这样可以使PVC 粉料体现出较好的加工性能。
因为PVC 内在质量的优略主要体现在后加工中,所以,在聚合生产工艺和配方相同的前提下,对比汽提工艺不同时处理的PVC 浆料干燥后的加工性能见表2。

表2 PVC粉料和透明制品性能对比
从表2中可以看出,通过PVC 粉料的老化白度和残留对比分析,折流板式汽提塔处理的PVC 粉料在老化白度和残留2项指标方面上明显优于穿流式汽提塔处理的PVC 粉料。
在后加工过程中,PVC 透明制品的黄度指数越低,透光率越高,雾度值越低,表明PVC 粉料的热稳定性越好,反之则越差。通过测试PVC 透明制品的黄度指数YID、透光率和雾度可以反映出PVC 粉料的热稳定性。对此通过Haake 单螺杆挤塑机挤出造粒,然后,将粒料用平模挤成厚0.50~0.53 mm 的透明带状样品,从样品带上截取试样片测试制品的黄色指数,透光性和雾度。从对表2中的监测数据对比分析,可以认为折流板式汽提塔处理的PVC 粉料制成的透明制品在黄度指数YID、透光率和雾度上均优于穿流式汽提塔处理的PVC 粉料制成的透明制品。
5 结语
折流板式汽提塔的蒸汽消耗低,只为穿流式汽提塔的1/3,在能耗方面凸显出很大优势。另外,PVC 属于热敏性塑料,PVC 的热稳定性能主要受原辅料、聚合工艺、汽提等因素影响,是一个较为复杂的问题,所以,在聚合生产工艺一定的情况下,折流板式汽提塔在PVC 浆料汽提环节控制温度较低,有利于提高PVC 粉料的热老化白度和后加工过程中热稳定性。
[1]邴涓林,黄志明,等.聚氯乙烯工艺技术.北京:化学工业出版社,2007:235-236.
