毛细管流变仪测定PE100管材料黏度的两种方式
2015-06-27陈俊佳房迎春张欣龙
陈俊佳 房迎春 杨 振 张欣龙 祝 萍
(中国石油独山子石化公司乙烯厂中心化验室,独山子 833699)
毛细管流变仪测定PE100管材料黏度的两种方式
陈俊佳 房迎春 杨 振 张欣龙 祝 萍
(中国石油独山子石化公司乙烯厂中心化验室,独山子 833699)
独山子石化公司生产PE100管材料期间,根据表观黏度值进行第一反应器和第二反应器生产比率的控制,调节管材料分子量大小及分布。测试表观黏度时所需要的试验压力可以通过口模入口处的压力传感器和柱塞上端的力值传感器这两种方式测量,本文讨论这两种测量方式的差异以及影响因素。
毛细管流变仪 表观黏度 压力传感器
独山子石化公司高密度聚乙烯装置采用英国Inoes专利商技术,生产PE100管材料时需通过测定第二反应器粉料表观黏度进行第一反应器和第二反应器生产比率的控制,以达到调节最终产品分子量大小及分布。当表观黏度测定结果小于目标值时,减少第一反应器(均聚物)进入第二反应器(共聚物)比率;当表观黏度测定结果大于目标值时,增大第一反应器进入第二反应器比率。表观黏度是工艺调整的一个重要参考,使用毛细管流变仪来测定,而测量表观黏度所需要的试验压力可以通过口模入口处的压力传感器和柱塞上端的力值传感器这两种方式测得。本文通过试验数据,比较这两种测定方式的差异以及结果的影响因素。
1 仪器与样品
1.1 仪器
意大利CEAST7036单料筒毛细管流变仪,力值传感器范围30kN,压力传感器范围200bar,口模长径比L/D=30/2,料筒直径15mm;德国GOTTFERT-RT2000单料筒毛细管流变仪,压力传感器有2个,0~1400bar,实用范围为0~1111bar,另一个是0~500bar,实用范围为0~397bar,口模长径比L/D=30/2,料筒直径15mm。
1.2 样品
PE100管材料:为独山子石化生产的TUB121N3000。
2 方法与结果
2.1 测量条件
测定温度190℃,表观剪切速率为100s-1,预热时间5min,加样量为24~25g(满足GB/T25278-2010中装料至料筒顶部12.5mm要求),分别选用口模附近压力传感器和柱塞上端力值传感器进行测量。

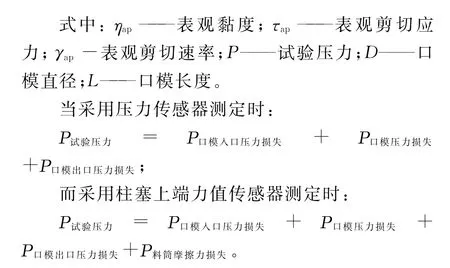
因此,使用力值传感器测定时要考虑料筒摩擦力损失对结果的影响,而料筒摩擦力损失与料筒物料剩余量相关,也就是与柱塞测试位移相关,不同的柱塞测试位移结果不同。
2.2 采用压力传感器测定表观黏度
采用两种型号毛细管流变仪,使用相同口模尺寸30/2,测试温度190℃,剪切速率为100s-1,测定PE100管材料表观黏度,结果见表1。

表1 两种型号毛细管流变仪采用压力传感器测定表观黏度结果 pa.s
从表1数据可知,在测试温度、剪切速率和口模尺寸一致的条件下,两种型号毛细管流变仪使用压力传感器测定表观黏度数据一致,同时压力传感器测定表观黏度精密度也很高,标准偏差在14pa.s左右。
2.3 采用柱塞上端力值传感器测定表观黏度
采用柱塞上端力值传感器测定表观黏度时,不同柱塞测试位移的表观黏度结果如图1、表2。
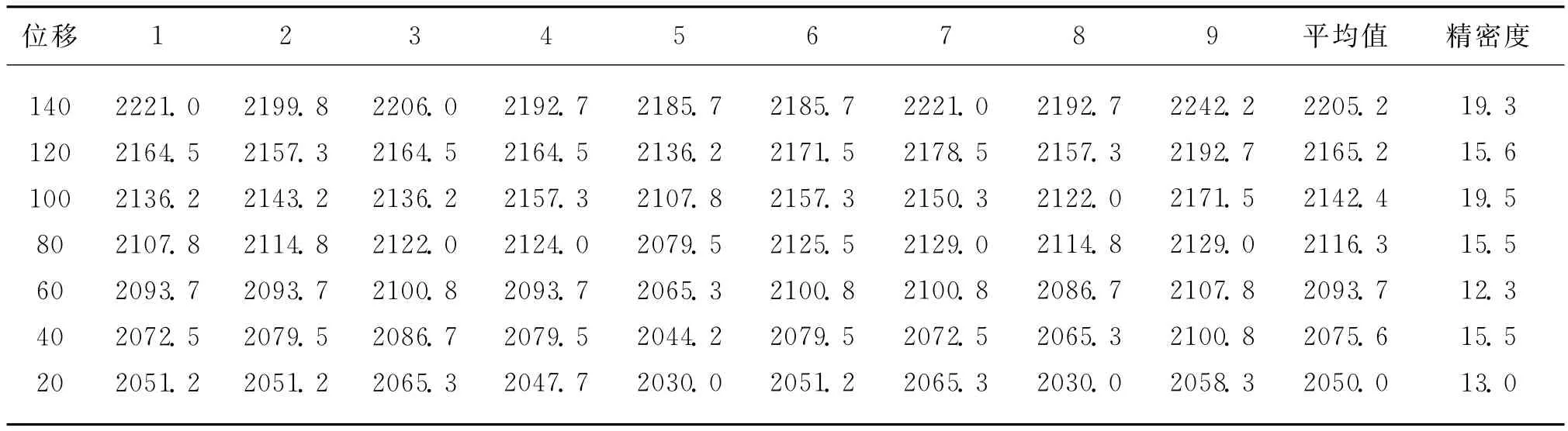
表2 活塞运行位移与活塞力值传感器测定表观黏度结果 pa.s
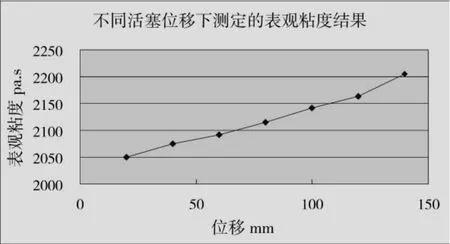
1 不同位移下活塞力值传感器测定表观黏度趋势图
由表2数据及图1说明采用柱塞上端力值传感器测定表观黏度时,随着柱塞测试位移的降低表观黏度测试值逐渐减小,从2200pa.s可以减小到2050pa.s,因为随着熔体不断挤出,料筒摩擦力损失逐渐降低,P试验压力随之降低,表观黏度测定结果也就降低。在相同测试位移下,该方法测定的熔体表观黏度精密度较高,标准偏差不超过20pa.s,远小于标准GB/T25278-2010毛细管流变仪测定塑料流动性中9.1高密度聚乙烯精密度要求68.9pa.s。
2.3 多台毛细管流变仪测定熔体表观黏度
对于同型号(CEAST7036)多台毛细管流变仪采用柱塞上端力值传感器测定熔体表观黏度,由于存在系统误差,必须对每台仪器进行活塞位移梯度与熔体表观黏度关系进行测定,结果见表3。

表3 同一型号不同仪器位移偏差测定表观黏度结果 pa.s
由表3可知1#毛细管流变仪在90mm位移处测定的表观黏度与2#毛细管流变仪在120mm位移处测定的熔体表观黏度结果较为一致。
2.4 影响压力传感器测定熔体表观黏度准确度的因素
使用口模入口压力传感器测定熔体表观黏度时,要确保压力传感器探头清洁。压力传感器装进料筒后,压力传感器膜片比料筒内壁略低1~1.5mm,这样就形成一个小的凹陷,凹陷处会堆积一些余料,随着时间推移余料会碳化粘附在压力传感器膜片上,影响测量精度,带来测量误差。因而应定期用专用工具在高温下清除压力传感器插孔中的杂质,并用铜刷清洁压力传感器膜片,除去积碳。其次还要保持口模和筒体干净。
2.5 影响柱塞力值传感器测定熔体表观黏度准确度的因素
相比压力传感器,力值传感器没有和物料直接接触,所以不用担心积碳的问题,也无需清洗力值传感器。由于要考虑料筒摩擦力损失引起的实验偏差,所以每次测定前要保持筒体的清洁干净,避免料筒积碳。柱塞测试位移与表观黏度结果相关,而柱塞测试位移与物料量对应,所以样品加入量要保持一致。
3 结论
塑料表观黏度有两种测定方式,用口模附近压力传感器或用活塞力值传感器测定。在进行数据比对和方法确认时一定要分清。在用压力传感器测定熔体表观黏度时只要测定参数相同,不同型号仪器也可以进行数据比对。在用力值传感器测定熔体表观黏度时,活塞不同位移处测定的表观黏度结果是不同的,因此要保证测试位移的一致性,同时要保持料筒清洁干净也很重要。
[1]GB/T25278-2010.塑料用毛细管和狭缝口模流变仪测定塑料的流动性[S].国家质量监督检验检疫总局.
Two methods for determination of viscosity of PE100 piping material by capillary rheometer
Chen Junjia,Fang Yingchun,Yang Zhen,Zhang Xinlong,Zhu Ping
(Dushanzi Petrochemical Company Ethylene Complex Central Laboratory,Dushanzi 833699,China)
PetroChina Dushanzi Petrochemical Company uses apparent viscosity value to control the production ratio between the 1st reactor and 2nd reactor so as to regulate molecular size and distribution of piping material in production of PE100piping material.The required test pressure for the determination of apparent viscosity can be measured by the pressure transmitter at the inlet of die or the force transducer at the top of the plunger.This paper deals with the difference and influence factors between them.
capillary rheometer;apparent viscosity;pressure transmitter
10.3936/j.issn.1001-232x.2015.05.007
2015-03-19
陈俊佳,男,1983年生,助工,目前主要从事塑料和橡胶分析检验和研究工作。