满足国V汽油标准的RSDS-Ⅲ技术的开发及应用
2015-06-24高晓冬张登前李明丰潘光成李大东
高晓冬,张登前,李明丰,潘光成,聂 红,李大东
(中国石化 石油化工科学研究院,北京 100083)
满足国V汽油标准的RSDS-Ⅲ技术的开发及应用
高晓冬,张登前,李明丰,潘光成,聂 红,李大东
(中国石化 石油化工科学研究院,北京 100083)
开发了生产国V汽油的催化裂化汽油选择性加氢脱硫(RSDS-Ⅲ)技术。该技术包括催化剂选择性调控(RSAT)技术以及配套的RSDS-Ⅲ新催化剂。中型试验结果表明,RSDS-Ⅲ技术对多种原料油具有较好的适应性。对于硫含量较高的原料A和原料B,采用RSDS-Ⅲ技术,可将硫质量分数分别从600 μg/g、631 μg/g降低到7 μg/g、9 μg/g时,产品RON损失0.9、1.0个单位,抗爆指数损失0.4、0.6个单位。工业应用结果显示,以青岛石化MIP汽油为原料(硫质量分数为845 μg/g),在全馏分汽油产品硫质量分数8 μg/g时,产品RON损失1.5个单位;以长岭FCC汽油为原料(硫质量分数304 μg/g、烯烃体积分数34.8%),在全馏分汽油产品硫质量分数不大于10 μg/g、满足国V汽油排放标准的条件下,RON损失1.5个单位。采用RSDS-Ⅲ技术生产国V汽油时,产品辛烷值损失小。
催化裂化汽油; RSDS-Ⅲ; 技术; 开发
随着汽车尾气污染的日趋严重,提高汽油质量是目前亟需解决的问题,其中降低汽油硫含量是主要内容。2009年,欧盟开始执行硫质量分数不大于10 μg/g的欧V汽油标准。我国的汽油标准正逐步与国际接轨,2014年将实施硫质量分数不大于50 μg/g的国IV汽油标准,2018年实施硫质量分数不大于10 μg/g的国V汽油标准。汽油质量标准的不断升级,使炼油企业的汽油生产技术面临越来越严峻的挑战[1]。
成品汽油中90%以上的硫来自催化裂化汽油。因此,降低催化裂化汽油硫含量是降低成品汽油硫含量的关键。目前,降低催化裂化汽油硫含量有催化裂化原料预处理脱硫、催化裂化过程脱硫、催化裂化汽油脱硫3条途径。催化裂化汽油后加氢脱硫具有投资低、操作简便的特点,是当今世界最主要的生产低硫催化裂化汽油的加工手段之一。
中国石化石油化工科学研究院(以下简称RIPP)于2001年成功开发了第1代催化裂化汽油选择性加氢脱硫(RSDS-Ⅰ)技术,满足了当时国内汽油质量国Ⅲ标准(硫质量分数小于150 μg/g)的要求。为了进一步满足国内汽油质量升级的需要,在RSDS-Ⅰ技术的基础上,RIPP开发了第2代催化裂化汽油选择性加氢脱硫(RSDS-Ⅱ)技术。该技术可以满足国IV汽油质量升级的需要,在生产硫质量分数小于50 μg/g的汽油时,产品辛烷值损失小,且装置可以长周期稳定运转。中国石化上海石化RSDS-Ⅱ装置工业应用结果表明,以烯烃体积分数38.7%~43.3%、硫质量分数为250~470 μg/g的FCC汽油为原料,采用RSDS-Ⅱ技术,将硫质量分数降低到小于50 μg/g时,产品RON损失了0.3~0.6个单位,装置实现了连续3年的稳定运转,为上海石化向上海市供应沪Ⅳ汽油(硫质量分数不大于50 μg/g)提供了很好的技术支持[2]。
随着汽油质量进一步升级到国V标准,需要开发选择性更高的催化裂化汽油选择性加氢脱硫新技术,在生产硫质量分数不大于10 μg/g的国V汽油时,尽量减少其辛烷值损失。为了满足这一需求,RIPP开发了RSDS-Ⅲ技术,笔者主要介绍RSDS-Ⅲ技术开发和工业应用情况。
1 RSDS-Ⅲ技术的开发
1.1 RSDS-Ⅲ技术工艺流程
根据催化裂化汽油中烯烃主要集中在轻馏分、硫化物主要集中在重馏分这一特点,RIPP开发的RSDS-Ⅰ以及RSDS-Ⅱ技术均采用先将全馏分催化裂化汽油切割为轻馏分(LCN)和重馏分(HCN),然后LCN碱抽提脱硫醇,HCN选择性加氢脱硫(HDS)这一工艺路线。RSDS-Ⅲ技术继承了这一工艺路线,其原则流程如图1所示。采用RSDS-Ⅲ技术生产国V汽油时,由于要求全馏分汽油产品总硫质量分数不大于10 μg/g,产品中硫醇硫质量分数必然满足不大于10 μg/g这一汽油指标要求,因此,RSDS-Ⅲ技术可以省去全馏分汽油产品氧化脱臭单元(即图1中虚线框里的内容)。
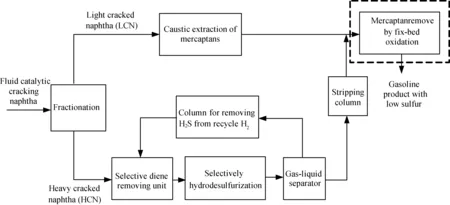
图1 RSDS-Ⅲ技术原则流程示意图
1.2 RSDS-Ⅲ技术关键
依据上述确定的工艺流程,要进一步提高RSDS-Ⅲ技术的选择性,就要提高加氢过程的选择性,即在进一步提高脱硫率,使产品硫质量分数在不大于10 μg/g的同时,尽可能地抑制烯烃加氢饱和反应。RSDS-Ⅲ技术提高脱硫选择性的措施包括开发催化剂选择性调控(RSAT)技术和开发具有更高选择性和活性的新型催化剂两个方面。
1.2.1 催化剂选择性调控(RSAT)技术的开发
要进一步提高催化剂的脱硫选择性,就要进一步提高其脱硫活性,同时抑制其烯烃饱和活性。基础研究工作表明,催化剂上脱硫活性中心和烯烃饱和活性并不完全相同[3]。基于这个认识,RIPP开发了能够抑制烯烃饱和活性,同时又保留脱硫活性的催化剂处理技术。该技术为催化剂选择性调控技术,简称RSAT技术。经过RSAT技术处理后的催化剂,对FCC汽油的脱硫选择性大幅度提高。图2为RSDS-Ⅱ技术在采用RSAT技术前后脱硫选择性的对比。由图2可以看出,采用RSAT技术后,催化剂在达到相同的脱硫率时,体积烯烃饱和率降低了17百分点,说明催化剂的脱硫选择性大幅度提高。
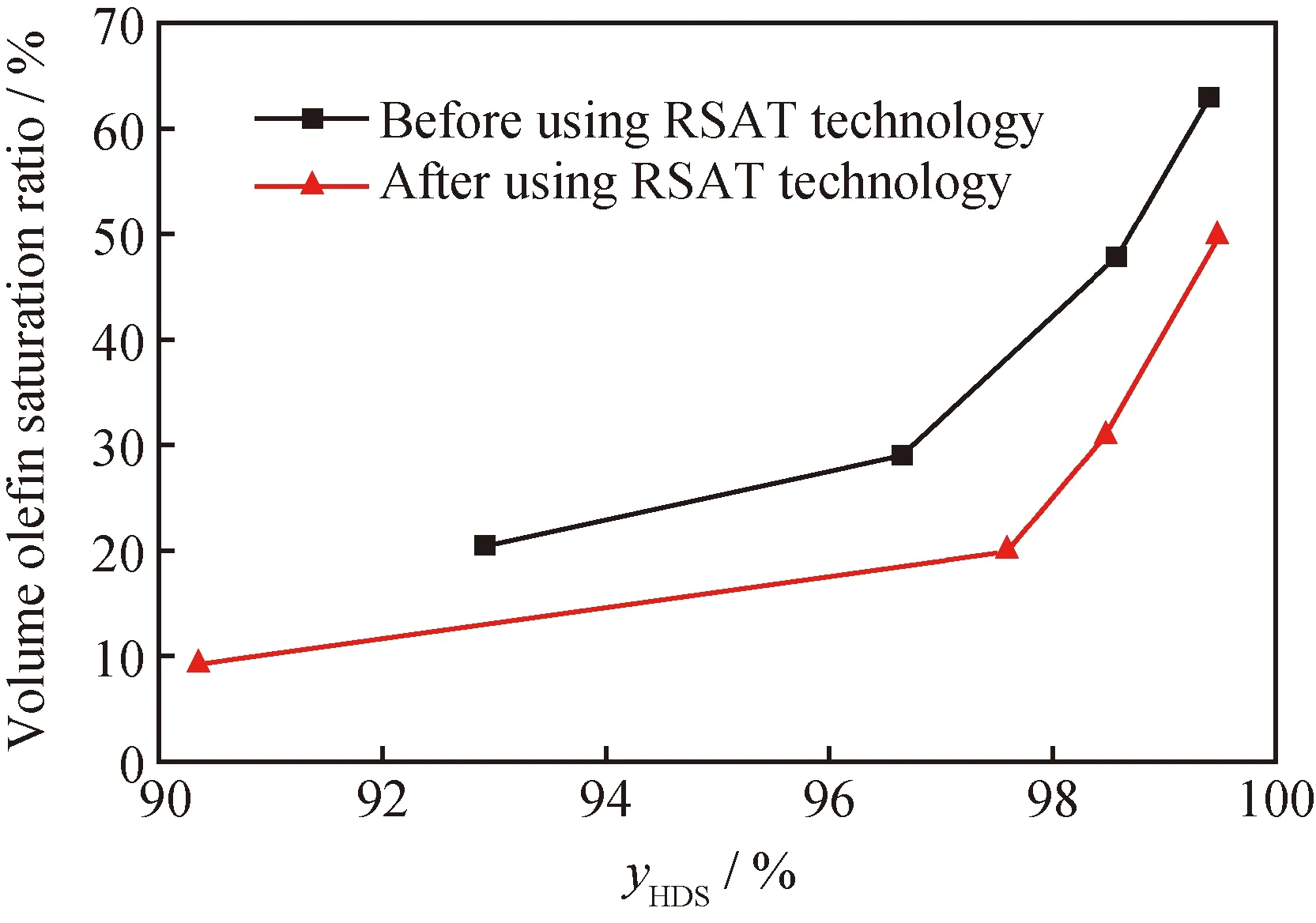
图2 采用RSAT技术前后RSDS-Ⅱ技术的体积烯烃饱和率随脱硫率(yHDS)的变化
1.2.2 新型催化剂的开发
RSAT技术虽然能使催化剂的脱硫选择性大大提高,但若采用的是现有催化剂,在生产国V汽油时反应温度要提高20℃,说明使用RSAT技术时,现有催化剂的活性不足。因此,针对RSAT技术的要求,需要开发具有较高低温脱硫活性的新催化剂,使得催化剂活性能够满足装置长周期运转的需要。据此,开发了RSDS-Ⅲ技术专用催化剂RSDS-31。表1为RSDS-Ⅱ催化剂(RSDS-21/22)与RSDS-31催化性能的比较。由表1可以看出,RSDS-31催化剂进一步提高了脱硫活性,可以满足RSDS-Ⅲ技术的要求。

表1 RSDS-Ⅲ催化剂(RSDS-31)与RSDS-Ⅱ催化剂(RSDS-21/22)选择性加氢脱硫催化性能的比较
1.3 RSDS-Ⅲ技术性能
1.3.1 RSDS-Ⅲ技术生产国V汽油
采用RSDS-Ⅲ技术处理不同催化裂化汽油,生产硫含量满足国V标准汽油产品,结果列于表2。表2中,原料A是典型的高硫MIP汽油,原料B是MIP与FCC汽油的混合油,原料C是中硫含量MIP汽油。对于硫含量较高的原料A和原料B,采用RSDS-Ⅲ技术,脱硫率分别达98.8%和98.6%时,体积烯烃饱和率分别为16.4%和17.7%,产品RON损失分别为0.9和1.0个单位,抗爆指数损失分别为0.4和0.6个单位。对于硫含量较低的原料C,采用RSDS-Ⅲ技术,将硫质量分数从357 μg/g降低到10 μg/g时,即使采用全馏分汽油选择性加氢脱硫工艺路线,RON损失仅0.6个单位。可见,RSDS-Ⅲ技术在生产国V汽油时,产品辛烷值损失小,可以满足未来汽油质量升级到国V的需求。
1.3.2 RSDS-Ⅲ技术与RSDS-Ⅱ技术对比
表3是RSDS-Ⅲ技术生产国V汽油与RSDS-Ⅱ技术生产国IV汽油时的性能对比。由表3可见,对于原料B,采用RSDS-Ⅱ技术将汽油中硫质量分数降低至46 μg/g时,产品RON损失为1.2个单位;采用RSDS-Ⅲ技术将汽油中硫质量分数降低至9 μg/g的汽油产品时,产品RON损失为1.0个单位。对于原料C,采用RSDS-Ⅱ技术将汽油中硫质量分数降低至37 μg/g时,产品RON损失为0.5个单位;采用RSDS-Ⅲ技术将汽油中硫质量分数降低至10 μg/g时,产品RON损失为0.6个单位。
由以上结果可见,对于相同的原料,采用RSDS-Ⅲ技术生产国V汽油与RSDS-Ⅱ技术生产国IV汽油时产品RON损失相当,这意味着炼油厂由RSDS-Ⅱ技术升级到RSDS-Ⅲ技术后,生产国V汽油时辛烷值损失不再继续增加。RSDS-Ⅲ技术的开发为炼油厂以较低成本实现国V汽油质量升级提供了技术支撑。
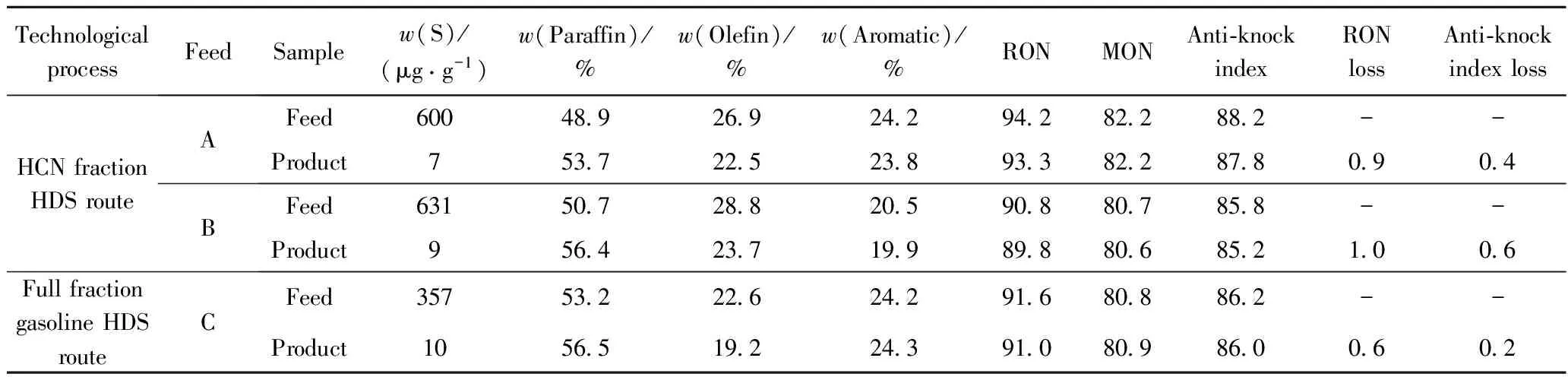
表2 RSDS-Ⅲ技术处理不同催化裂化汽油所得产品的性能

表3 RSDS-Ⅲ与RDSD-II技术在处理不同原料时的产品性能比较
2 RSDS-Ⅲ技术的工业应用
RSDS-Ⅲ技术目前已经在中国石化长岭炼油厂、青岛石化、上海石化等多家单位实现了工业应用。2012年11月对青岛石化RSDS装置生产国V汽油进行了标定,结果列于表4。由表4可见,以青岛石化MIP汽油为原料(硫质量分数845 μg/g),在全馏分汽油产品硫质量分数为8 μg/g时,产品RON损失1.5个单位,装置汽油收率大于99.5%。可见,RSDS-Ⅲ技术具有非常好的脱硫选择性,在深度脱硫条件下辛烷值损失小,可以满足生产欧V(硫质量分数不大于10 μg/g)清洁汽油的需要。目前装置已连续稳定运转23个月以上,运转情况稳定。
2014年7月对中国石化长岭分公司RSDS-Ⅲ装置生产国V汽油进行了标定,结果列于表5。由表5可知,以FCC汽油为原料(硫质量分数为304 μg/g,烯烃体积分数34.8%),在全馏分汽油产品硫质量分数不大于10 μg/g,满足国V汽油排放标准的条件下,RON损失1.5个单位,装置汽油收率大于99.5%。

表4 中国石化青岛石化RSDS装置应用RSDS-Ⅲ技术生产国V汽油的产品性能
1) MIP gasoline from Qingdao petrochemical

表5 中国石化长岭分公司RSDS装置上生产的国V汽油产品性能
1) FCC gasoline
3 结 论
(1) RSDS-Ⅲ具有比RSDS-Ⅱ技术更优异的技术性能,其提高脱硫选择性的关键措施是开发了催化剂选择性调控(RSAT)技术和专用RSDS-Ⅲ催化剂。
(2) 中试试验结果表明,对于原料A和原料B,当硫质量分数从600 μg/g、631 μg/g分别降低到7 μg/g、9 μg/g时,产品RON损失分别为0.9、1.0个单位,抗爆指数损失分别为0.4、0.6个单位。
(3) 采用RSDS-Ⅲ技术生产国V汽油时的RON损失和采用RSDS-Ⅱ技术生产国IV汽油时相当。这意味着对于炼油厂来说,在由RSDS-Ⅱ技术(生产国IV汽油)升级到RSDS-Ⅲ技术(生产国V汽油)时,辛烷值损失不再增加。
(4) 以中国石化青岛石化MIP汽油为原料(硫质量分数845 μg/g),在全馏分汽油产品硫质量分数为8 μg/g时,产品RON损失1.5个单位;以长岭FCC汽油为原料(硫质量分数304 μg/g,烯烃体积分数34.8%),在全馏分汽油产品硫质量分数不大于10 μg/g,满足国V汽油排放标准的条件下,RON损失1.5个单位。
(5) RSDS-Ⅲ技术在生产硫质量分数不大于10 μg/g的国V汽油时,表现出了非常优秀的脱硫选择性,可以为炼油企业汽油质量升级提供有力的技术支撑。
[1] 习远兵, 高晓冬, 李明丰, 等. 催化裂化汽油选择性加氢脱硫过程中烯烃加氢饱和反应动力学研究[J]. 石油炼制与化工, 2011, 42(9): 9-12. (XI Yuanbing, GAO Xiaodong, LI Mingfeng, et al. Study on the kinetics of olefin saturation during selective hydrodesulfurization of FCC naphtha[J]. Petroleum Processing and Petrochemicals, 2011, 42(9): 9-12.)
[2] 陈勇, 习远兵, 周立新, 等. 第二代催化裂化汽油选择性加氢脱硫(RSDS-Ⅱ)技术的中试研究及工业应用[J]. 石油炼制与化工, 2011, 42(10): 29-32.(CHEN Yong, XI Yuanbing, ZHOU Lixin, et al. Development and commercial application of RSDS-Ⅱ technology[J]. Petroleum Processing and Petrochemicals, 2011, 42(10): 29-32.)
[3] HATANAKA S, YAMADA M, SADAKANE O. Hydrodesulfurization of catalytic cracked gasoline 2 The difference between HDS active site and olefin hydrogenation active site[J]. Industrial & Engineering Chemistry Research, 1997, 36(12): 5110-5117.
Development and Application of RSDS-Ⅲ Technology for National V Gasoline Production
GAO Xiaodong, ZHANG Dengqian, LI Mingfeng, PAN Guangcheng, NIE Hong, LI Dadong
(ResearchInstituteofPetroleumProcessing,SINOPEC,Beijing100083,China)
FCC naphtha selective hydrodesulfurization (RSDS-Ⅲ) technology was successfully developed for production of National V gasoline. RSDS-Ⅲ technology includes catalyst selective adjusting (RSAT) technology and proprietary catalyst. Pilot plant result showed that RSDS-Ⅲ technology was desirable in adaptability to different feedstocks. By using RSDS-Ⅲ technology to process the feed with sulfur mass fractions of 600 μg/g and 631 μg/g, the products with sulfur mass fractions of 7 μg/g and 9 μg/g and the RON losses of 0.9 and 1.0 could be obtained, respectively. Commercial application results showed that by using RSDS-Ⅲ technology to process Qingdao branch MIP gasoline (sulfur mass fraction of 845 μg/g), the sulfur mass fraction and the RON loss of the product were 8 μg/g and 1.5, respectively, and to process Changling Branch gasoline(sulfur mass fraction of 304 μg/g, olefin volume fraction of 34.8%), the sulfur mass fraction and the RON loss of the product were 10 μg/g and 1.5, respectively. Due to high HDS activity and good HDS selectivity, the RSDS-Ⅲ technology can be used to produce ultra low sulfur gasoline with the small RON loss, meeting the standard of National V.
catalytic cracking naphtha; RSDS-Ⅲ; technology; development
2014-10-31
中国石油化工股份有限公司“十条龙”重大科技攻关项目(S109095)资助
高晓冬,男,教授级高级工程师,从事加氢工艺开发方面的研究;Tel:010-82369311;E-mail:gaoxd.ripp@sinopec.com
1001-8719(2015)02-0482-05
TE624
A
10.3969/j.issn.1001-8719.2015.02.028