RAP400轧机牌坊加工难点分析
2015-06-23段贵清朱殿瑞田子亮陈嘉豪刘冀芳
段贵清,朱殿瑞,田子亮,陈嘉豪,刘冀芳
(太原重工轧钢设备分公司轧钢厂,太原 030024)
RAP400轧机牌坊加工难点分析
段贵清,朱殿瑞,田子亮,陈嘉豪,刘冀芳
(太原重工轧钢设备分公司轧钢厂,太原 030024)
以RAP400冷连轧中牌坊的加工为研究对象,阐述了牌坊需加工的位置、公差等要求,分析了牌坊加工的难点,包括降低中间部位的下挠、提高加工精度的措施等,然后阐述了牌坊加工的三要点,大平面加工、螺孔及精孔的加工,这些工作为轧机领域的制造提供一定借鉴。
牌坊加工;冷连轧;下挠;加工精度
RAP400系列轧机,是一个精度高、技术要求严的产品[1-2],其上安装的轧辊轴承座及轧辊调整装置,导致工作时机架要承受较大的轧制力,为轧制出高精度的产品,要求机架必须有足够的精度与强度。RAP400项目中的机架是由两件牌坊组合而成。所以,牌坊的加工就要达到很高精度才能保证组合后满足使用精度与强度的要求[3-5]。
本文采用新的装卡工序,针对不同的加工面采用不同的刀具,针对螺孔精度采用修磨二锥等创新方法,使得产品满足了SMS要求的精度等级,这些方法对板材冷连轧领域竞争力的提升起到关键的作用,为板材冷连轧的订货提供强有力的技术支撑。
1 机架中间部位下挠问题分析
高精度机架的加工,首先要考虑装卡方法,RAP400牌坊重100 T,其工作状态为地角面朝下,竖立使用。而实际加工中由于机床特点与加工特性所致,牌坊必须平放加工,这就面临加工时中间部位下挠,解决不好便会导致使用状态如图1所示。
为了解决机架下挠的问题,精加工时,操作人员首先采用了先把机架侧立起来铣两个基准的方法,机架找正示意图如图2所示。
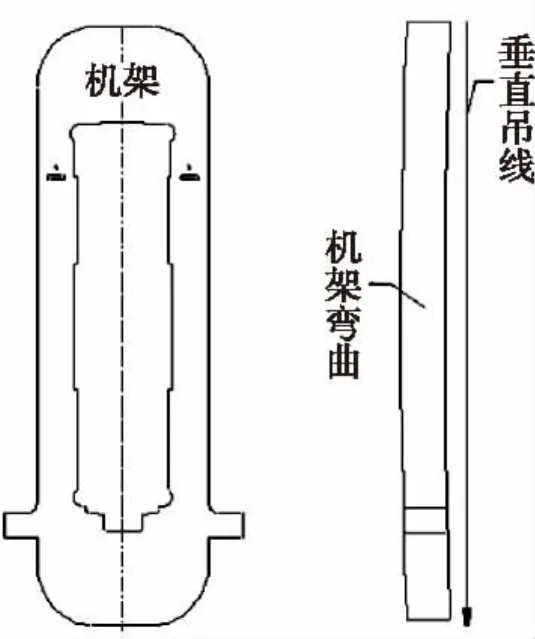
图1 机架下挠示意图Fig.1 Downwarping of mill stand
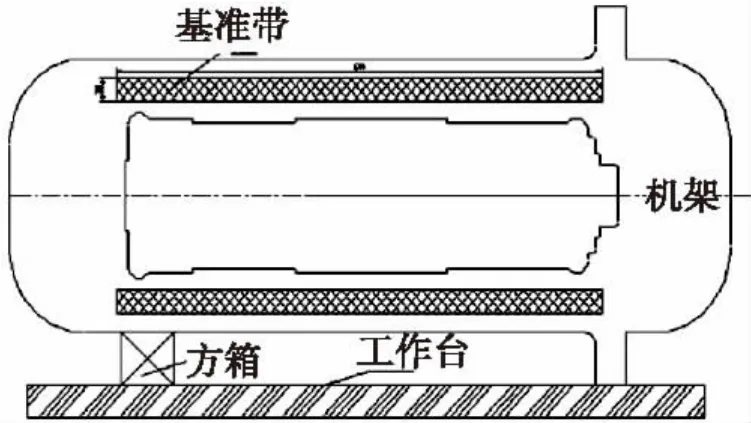
图2 机架找正示意图Fig.2 Mill stand alignment
接着把机架平放,采用六点支撑不压螺钉的自然加工法,如图3所示。按上述所铣的加工基准找正,不仅保证了机架的加工精度,而且解决了加工时压板阻塞的情况,最终较好的解决了机架的下挠问题。
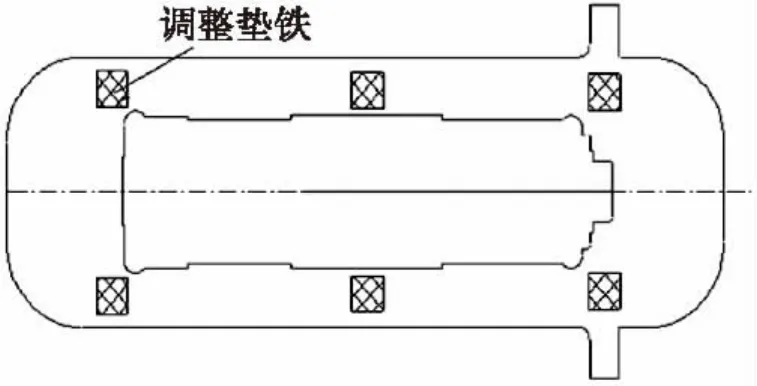
图3 六点支撑不压螺钉自然加工垫平示意Fig.3 Six-point non-pressure screw processing natural cushion flat
2 机架加工精度难点分析
2.1 牌坊精度要求与机床特性分析
机架加工的形位公差中,地角面与内窗口基准面垂直度0.05 mm,地角面与两个大水平面的垂直度0.05 mm,两个大平面的平面度0.05 mm,互相要求平行0.10 mm,而德国监造要在加工完一侧后,翻活180°进行机床检测工件,这就使得形位公差无形中缩小了一倍,要达到垂直度0.025 mm,这样在加工中难度很大,因现有机床的标准精度只能达到0.03 mm/m.牌坊加工精度明细图如图4所示。
天桥铣是由两个龙门支撑机床主要部件工作,即工作台不动,机床龙门运动,而机床两个龙门分别由三个电机带动齿轮与导轨上装的齿条进行运动,这就会产生两个龙门有时不同步的现象。
2.2 精度保证措施
在加工牌坊的过程中采用了多次加工复查机床精度的方法。每到精加工时先用标准的大理石角尺检测机床精度,如果机床精度差,就在机床系统中做调整。直到精度达到后再时行加工。
3 牌坊加工中的要点分析
3.1 牌坊平面加工要点
机架的加工要以平面为主,表面粗糙度为Ra3.2,所以在选用刀具方面,根据不同的加工部位选择不同的刀具,如台阶处选择硬质合金玉米铣刀等,一些需要加工圆弧的地方还要根据圆弧大小韧磨选用合适的球形铣刀,刀具材质方面由于牌坊为铸钢件,硬度不太高,操作人员采用了普通硬质合金刀具YT系列,精加工时采用了涂层硬质合金刀具YB系列,要求特别高的部位,如大平面的精光刀则采用进口涂层硬质合金刀片,这样才能保证平面度0.05 mm的要求。
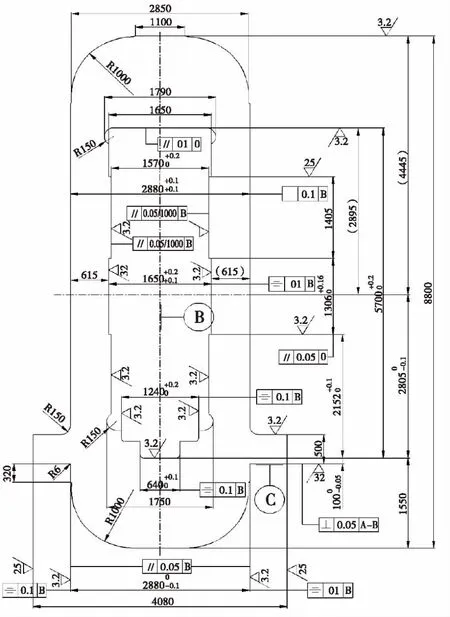
图4 牌坊加工精度明细图Fig.4 Detailed map of stand machining precision
3.2 牌坊上螺纹孔的加工
德国监造在检验时要求塞规通进止不进,止规最多可进2扣,这就使加工螺孔的时候费了很大的力气与时间,其中16-M36的螺孔用丝锥铰出的螺纹很多都不过关。止规都能进2扣以上,为此采用了标准的钻头打孔,并且有时用小钻头先打一遍,然后用标准钻头再扩孔一遍,以确保底孔不大,但这样丝锥铰完后止规仍然能过,这就需要在丝锥上做研究。经过更换几次丝锥后,发现如果用一锥铰完再用二锥铰,容易止规通过,并且有时还会发生乱扣,所以采用了用二锥直接铰丝,后来二锥铰的时候也能使止规通过,需继续想办法把丝锥前端导向的地方在砂轮机上韧磨一下,最终铰出的螺纹达到了要求的标准。
M42-M72的螺孔则采用了旋风铣刀(螺纹刀)加工法,加工螺纹时把螺纹的底孔用钻头打出来,然后用螺纹刀加工,在程序中写入程序段,根据刀具刀尖旋转半径输入参数,一次一次调整并用塞规试拧,确定了干本次螺纹所需要的刀具半径后,则可以一次性加工后面的螺纹,后面需要注意的只是刀片磨损的问题了,如果刀片磨损,那么更换刀片则可。
3.2 牌坊上精孔的加工
加工机架上面压下装置部位的精孔时,图纸要求前后两个Φ175H7、Φ80H7精孔同心度0.05 mm,并且同时对称于窗口0.05 mm,加工时需要把一侧的Φ80H7精孔先用传统的镗工敲刀法加工出,并且用百分表左右顶窗口两侧,保证中心与窗口的对称度,然后铣头旋转180度,再加工Φ175H7精孔,加工时先单边留量1 mm光刀一次,然后用百分表顶窗口基准面,用顶出的数据和留量孔的实际尺寸计算是否和窗口对称,如有偏差则在数据偏置中进行偏置补偿,而原始工件中心不能破坏。中心调整后开始把Φ175H7精孔干到位,这样就保证了两端精孔的同心度。也同时保证了和机架窗口的对称度。
4 结语
轧机机架的顺利完工,并通过了德国监造的检验,最终经过装配调试安装,顺利的交给了用户。本文针对牌坊的加工所做的工作为今后这方面的加工提供了一定的借鉴。
[1]彭艳,孙建亮,刘宏民.基于板形板厚控制的轧机系统动态建模及仿真研究进展[J].燕山大学学报,2010(1):6-11.
[2]朱昌逑.大型板带轧机机架制造工艺研究[J].北京科技大学学报,2007(8):827-830.
[3]范旭昕.轧机机架精加工工艺[J].一重技术,2008(5):36-37.
[4]杨固川.大型宽厚板轧机机架结构分析研究[J].冶金设备,2010(1):36-39.
[5]胡光华.轧机机架结构分析与几何优化的研究[J].重型机械,1995(5):38-42.
Analysis on Difficulty of RAP400 Mill Stand Processing
DUAN Gui-qing,ZHU Dian-rui,TIAN Zi-liang,CHEN Jia-hao,LIU Ji-fang
(Rolling Mill Engineering Department,Taiyuan Heavy Industry Steel Rolling Equipment Branch,Taiyuan 030024,China)
Taking RAP400 memorial arch in the cold rolling process as research object,the machining location of the first elaborated memorial arch,tolerance and other requirements were illustrated,then the processing difficulty of the memorial arch was analyzed,including decreasing middle downwarping,improving machining precision,etc.,and then the three points of memorial arch processing including large plane processing,the screw hole and fine processing were described,which can provide certain reference in the field of rolling mill in the future.
mill stand process,cold rolling process,downwarping,machining precision
TH16
A
10.3969/j.issn.1673-2057.2015.02.013
1673-2057(2015)02-0147-03
2014-10-27
段贵清(1980-),男,高级技师,主要研究方向为机械加工工艺;通讯作者:朱殿瑞,E-mail:TZZDRZDR@163.com
