镁合金等温锻造与超塑性成形
2015-06-22付传锋南车戚墅堰机车车辆工艺研究所有限公司胡亚民重庆理工大学材料学院刘艳雄武汉理工大学汽车学院
文/付传锋·南车戚墅堰机车车辆工艺研究所有限公司胡亚民·重庆理工大学材料学院刘艳雄·武汉理工大学汽车学院
镁合金等温锻造与超塑性成形
文/付传锋·南车戚墅堰机车车辆工艺研究所有限公司胡亚民·重庆理工大学材料学院刘艳雄·武汉理工大学汽车学院
等温锻造提高了加工金属的塑性,能够模锻出有小模锻斜度或无模锻斜度的锻件、有明显阶梯截面的锻件、过渡半径较小的锻件和小切削加工余量的锻件;还可以成形出形状复杂的高精度锻件。
等温锻造与超塑性成形
等温锻造是指在锻造时把模具加热到与坯料变形温度相同或相近的温度,在较低的应变速率下,使热坯料与模具温度基本保持不变的一种锻造方法。
超塑性成形是指将金属在接近正常再结晶的温度下热变形(挤压、轧制或锻造等)获得超细晶粒组织,然后在超塑温度和适当的应变速率下,在预热到一定温度的模具中成形为所需形状的一种成形方法。
等温锻造的应用范围比超塑性变形要广得多,把模具与金属加热到一定的温度是保证金属获得良好超塑性状态所必需的条件。等温锻造时,在很宽的温度—速度范围内以及坯料在任一原始组织状态下都可以减少压力和提高其金属塑性。这主要由于在降低应变速率的条件下,软化过程时间延长。超塑性效应在相当窄的温度—速度范围内出现,对材料的原始组织状态要求相当严格。
等温锻造工艺的特点
等温锻造通常在液压机上进行,与950℃下普通热模锻比较,慢速等温锻造时,金属材料的变形抗力大大减小,可使用功率较小的设备,节省设备占地面积和电能。采用等温锻造还可以简化设备的结构和构件,用整体大锻件代替小锻件组合件。
等温锻造提高了加工金属的塑性,这是由于在等温锻造过程中软化过程比较充分,较低的变形速度能使锻件内部的显微裂纹愈合。等温锻造能够模锻出有小模锻斜度或无模锻斜度的锻件、有明显阶梯截面的锻件、过渡半径较小的锻件和小切削加工余量的锻件;还可以成形出形状复杂的高精度锻件,而用普通模锻很难实现。等温锻造制造高精度锻件有以下优势:
⑴降低了坯料的金属变形抗力,减小了模具系统的弹性变形,提高了现有设备的生产能力。
⑵提高了锻造材料的塑性,甚至达到超塑性,使低塑性材料的成形成为可能。
⑶操作简单,技术条件易于控制,减小了变形温度的波动,使体内及表层温度均匀、变形均匀,使锻件的组织性能均匀,几何尺寸稳定。
⑷降低了锻件的残余应力,减少了锻件在冷却和热处理时的变形量。
使用保护—润滑玻璃涂层,降低了变形温度,减小了热金属与周围介质的相互作用,减薄了氧化皮和其他缺陷层的厚度,改进了表面质量。
超塑性成形工艺的特点
超塑性成形的条件是:工件材料是均匀等轴细晶材料,成形过程中工件温度保持均匀恒定并等于工件的超塑性温度,工件各点的应变速率尽量保持均匀恒定并等于工件材料的超塑性应变速率。
超塑性变形的微观机理是在最佳超塑性条件下,以晶界滑动为主,扩散蠕变和位错蠕变协调作用。在低应变率区,扩散蠕变作用增强;在高应变率区,位错蠕变为主要变形机制。
理想的超塑性成形的宏观特征为能够产生大变形、无应变硬化,变形抗力低和高应变率敏感性;微观组织特征对晶粒度及晶粒形状敏感,伴随发生晶粒长大、动态再结晶及孔洞损伤等,微观组织发生变化。
成形温度是超塑性成形中的最重要的技术参数。原则上超塑性成形的温度必须是锻件材料的超塑性温度,但这个温度不是固定不变,而是随锻件材料晶粒度和应变速率变化而变化,它有一定的变化范围。由于在实际锻造过程中的锻件各部位应变速率的不均匀性以及锻件内各处晶粒可能出现的大小和形状的变化,所选择的成形温度不可能与坯料各部位的最佳超塑性温度完全一致,与最佳超塑性温度相差越小,超塑性能越好。因此,在考虑超塑性成形温度时应参考坯料的初始晶粒度以及相应的应变速率,尽量使超塑性成形温度与实际情况一致。
超塑性成形具有如下优势:
⑴最大程度保持了锻件内部变形和微观组织的均匀性,消除了低温区容易产生裂纹、开裂缺陷与高温区的粗晶和过烧缺陷。
⑵提高了材料塑性和降低了变形抗力,有利于充填模具型腔、降低成形载荷,在低载荷下实现复杂形状零件的近净成形。
⑶超塑性成形件的综合力学性能全面提高,使用寿命高于普通成形件。
超塑性技术还可生产加工难度大、工序多、精锻、精铸技术难以满足精度、强度等力学性能要求的各类黑色、有色金属零部件。
镁合金的等温锻造与超塑性成形
镁合金的等温锻造
镁合金的锻造温度范围窄,而其导热系数大,其导热系数大约是钢的2倍。锻造时如果模具温度低、坯料降温快、塑性降低、变形抗力增大、变形率低,变形过程中坯料易形成裂纹甚至开裂,所以镁合金一般采用等温锻造。镁合金的等温锻造一般把加热到稍高于锻造温度的镁合金坯料置入加热到锻造温度的模腔里,并使热毛坯和模具温度基本保持不变,或将模具加热到稍高于锻造温度,再把室温下的镁合金坯料置入模腔,加热到锻造温度,并保温一定时间,施加适当压力,保压一定时间,使毛坯以低应变速率变形。
在YAW-500kN微机控制电液伺服压力试验机上利用该等温锻造装置开发镁合金电动螺丝刀套筒等温挤压成形工艺(挤压温度为350℃;加载速度为0.1mm/s;润滑剂为SW/TM绿色环保脱模剂),成功试制出符合设计要求的AZ31B镁合金电动螺丝刀套筒挤压件,实物如图1所示。

图1 镁合金电动螺丝刀套筒挤压件
为了简化试验设备和降低成本,设计了镁合金等温锻造装置(图2),将镁合金坯料放在模具里直接加热,“模膛“就是“炉膛“。
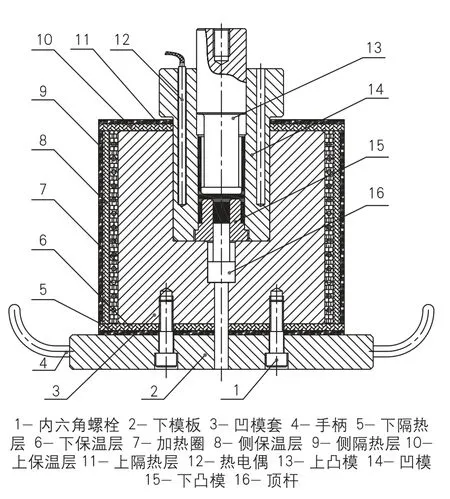
图2 镁合金等温锻造模具简图
GUOTU螺塞挤压件,材料为AZ31B镁合金。在YAW-500kN微机控制电液伺服压力试验机上进行了较低应变速率的等温挤压试验,分别在300℃、330℃和365℃的温度下,以0.05mm/s、0.1 mm/s、0.25 mm/s、0.75 mm/s和1mm/s的加载速度进行等温挤压成形镁合金GUOTU螺塞。不同温度和加载速度下的力—位移曲线如图3所示,由图3可知,在相同加载速度0.1mm/s时,随着挤压温度的降低,挤压力显著上升;在挤压温度相同的条件下,随着加载速度的减小,挤压力逐渐降低。300℃等温挤压时,挤压件表面出现裂纹。经多次不同挤压温度的对比试验得知,在365℃的温度下,以不同加载速度等温挤压成形的GUOTU螺塞,表面品质良好,没有产生裂纹。裂纹缺陷的产生是由于300℃时镁合金的塑性相对较差。
随着现代汽车节能减排要求的不断推进及车辆轻量化的发展要求,用镁合金轮毂取代铝合金轮毂已成为一种发展方向。采用压铸成形的镁合金轮毂,产生的缩孔、疏松等缺陷降低了零件的力学性能,应用受到限制。
某型号汽车轮毂零件轮辐表面有凹槽及通孔,轮辋形状类似于变截面双杯形,壁厚较薄且孔深较大。该轮毂成形过程分为挤压和胀形两部分,由于变形程度很大,需要正挤压和复合挤压工序实现成形。成形过程路线为:下料→正挤压→复合挤压→胀形→机加工连皮及余料→热处理及表面处理。
经过等温挤压与胀形生产镁合金轮毂实验,确定了主要挤压—胀形过程参数:坯料加热及模具预热温度均为350~400℃,挤压加载速度为0.2mm/s,胀形坯料及模具温度均为200~250℃。采用此挤压技术参数成形出表面品质良好的镁合金轮毂,成形样件轮辋的抗拉强度σb、屈服强度σ0.2及延伸率δ分别为338.4MPa、190MPa和14.1%,铸态试样相应部位的力学性能分别为229.7MPa、101.5MPa和9.1%;相对于铸态试样,其性能有较大提高。
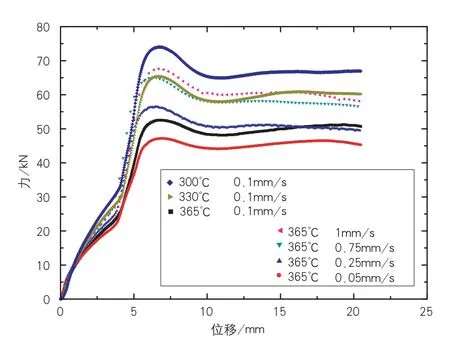
图3 不同挤压温度和加载速度下的力—位移曲线
某航天AZ80镁合金壳体零件外径为φ260mm,侧表面和底表面的壁厚非常薄,仅为1mm,外底部带有凸缘。经过下料→直接等温挤压成形工艺方案与下料→镦粗→等温挤压成形工艺方案比对试验,表明下料→镦粗→等温挤压成形工艺方案可行。并对其进行工艺优化,将镦粗改为预成形,成形出挤压件底部的锥面和外凸缘,外凸缘在终挤模内便可以将坯料准确定位。
坯料去除掉油污、毛刺后,在420℃下保温12h,空冷一定的时间;将模具预热到360℃,保温4h;均匀化处理的坯料加热到380℃保温1~2h进行预成形;预成形后的坯料回炉继续预热到380℃,保温1~2h等温挤压成形,挤压件如图4所示。

图4 AZ80镁合金壳体挤压件
镁合金的超塑性成形
镁合金的塑性成形技术发展相对缓慢,高性能的镁合金结构件应用较少。镁合金超塑性成形改善了这一现状,实现了壁薄、变形量大、用常规锻造工艺难以生产的镁合金零部件的成形。
当应变速率为5.56×10-4/s时,在较低温度范围(300~340℃)变形时,温度升高,伸长率急剧增大;在较高温度范围(340~420℃)变形时,变形温度升高,伸长率缓慢降低;340℃时伸长率达到峰值。
在340℃不同应变速率下,当应变速率小于5.56×10-3/s 时,MB15镁合金的伸长率随应变速率的增大而缓慢增加,增加的幅度较小;当应变速率大于5.56×10-3/s 时,伸长率随着应变速率的增加而降低。
在340℃,应变速率为5.56×10-4/s条件下进行超塑性拉伸,MB15镁合金的伸长率随着压下量的增大而增加,当压下量为80%时,伸长率达到297%;压下量在50%~60%时,伸长率急剧变化。其原因是当压下量小于50%时是单向压缩变形,变形不均匀,而当压下量大于50%时,随着压下量的进一步增加,变形趋于均匀,而均匀变形有利于提高MB15镁合金高温伸长率。
挤压态AZ80镁合金的超塑性拉伸试验研究表明,挤压态AZ80镁合金经过超塑性变形之后,晶粒得到明显细化;在变形温度为623K,变形速度为0.001mm/s时,AZ80镁合金的延伸率最高,达到了450.53%。金相观察表明AZ80镁合金的超塑性机制为动态再结晶辅助的晶界滑移机制;断口扫描表明挤压态的AZ80镁合金是以晶间空洞的形式开裂的,沿晶界断裂特征明显。
结论
虽然镁合金等温锻造与超塑性成形产品有很多优点,但其成形工艺较复杂、生产效率较低、成本较高,离规模化的工业生产与应用还有一段距离。应着手开发以下镁合金的等温锻造与超塑性成形技术:
⑴研究镁合金在较高应变速率下的超塑性成形,提高其生产效率。
⑵开发和推广镁合金的近等温锻造技术,即坯料和模具温度一致,加载速度和普通模锻一样,但变形抗力比普通模锻低60%~70%,提高生产效率。
⑶研究镁合金坯料组织不满足或不完全满足超塑性成形要求情况下,在等温变形过程中组织得到细化和球化,实现超塑性成形。
⑷研究镁合金在较低温度下(0.5Tm以下或更低)的超塑性变形。
