我国曲轴生产装备的现状
2015-06-22夏占雪第一拖拉机股份有限公司工艺材料研究所
文/夏占雪·第一拖拉机股份有限公司工艺材料研究所
阮艳静,刘亚丽·第一拖拉机股份有限公司锻造厂
我国曲轴生产装备的现状
文/夏占雪·第一拖拉机股份有限公司工艺材料研究所
阮艳静,刘亚丽·第一拖拉机股份有限公司锻造厂
装备现状
目前,我国生产曲轴所用的设备有热模锻压力机、电动螺旋压力机、模锻锤、摩擦压力机和模锻液压机等,其中热模锻设备占的比例较大,主要用于生产轿车曲轴以及重量在150kg以内的中重型商用车曲轴;电动螺旋压力机在最近几年得到了快速增长,主要生产重量在70kg到200kg的商用车曲轴;模锻锤设备由于满足不了曲轴技术的需要,正在逐渐退出曲轴市场,但是,重量在200kg以上的重型曲轴,目前仍然依靠模锻锤生产;少数企业受资金的制约,采用多台摩擦压力机或模锻液压机联合生产曲轴的模式。
热模锻压力机
1931年美国国民机器公司设计制造的热模锻压力机,其刚度和部件的基本组成类似于平锻机,采用具有象鼻导向的滑块,离合器安置在传动轴上。但是,热模锻压力机的速度比同样公称压力的平锻机快1~2倍,从而根本上减少了加热锻件或毛坯与模具的接触时间和锻件表面层的冷却时间,为保证模锻复杂形状锻件的精度建立了先决条件。
到了20世纪40年代,这种设备结构得到了进一步完善,通过把离合器移到偏心轴上,在飞轮上设置保险摩擦离合器,提高了各个部件的工作特性和设备生产的适应性。随后的二十多年里,这种设备得到了广泛的推广使用。从60年代起,为了提高锻件的精度、生产效率和压力机工作的可靠性,克服传统热模锻压力机的缺点,开始从结构着手寻求新的解决途径,从而使热锻模压力机进入了多样化的发展阶段。随着技术的发展,英国的马赛公司及美国的国民机器公司生产的SP系列热模锻压力机,德国的奥姆科公司与俄罗斯的TMP公司先后开发出了更先进的MP系列的热模锻压力机,德国的奥姆科公司在MP系列压机的基础上又成功开发了KP系列的热模锻压力机。
到了20世纪80年代,热模锻压力机的制造技术趋于成熟,并开始大批量的应用于全球各地的锻造企业。热模锻压力机上模锻曲轴主要具有锻件加工余量小,尺寸公差严,模锻斜度小,锻件精度高,质量稳定等特点,非常适合自动化生产线。热模锻压力机的多模膛锻造也非常适用于曲轴产品的自动化生产,生产效率高,工人劳动强度低,对周围环境的污染较小,是生产曲轴产品最理想的锻压设备。
我国在20世纪80年代从德国奥姆科公司引进了全套热模锻压力机制造工艺,并于90年代初期建造了2条12500t锻压机生产线,分别安装在长春一汽和十堰二汽,主要用来生产发动机的曲轴产品。2000年以后,国内企业开始陆续引进大量的热模锻压力机生产线,主要集中在6300~12500t之间(图1)。

图1 热模锻压力机
电动螺旋压力机生产线
电动螺旋压力机(图2)近两年在我国曲轴锻造行业得到了快速发展,这种设备的主要特点为,行程不固定,不会出现闷车,可以实现多次打击,能量输出可控、允许超负荷运行,设备整体结构简单,维修方便,锻件精度高,得到了很多国内锻造企业的青睐。据不完全统计,近几年我国共引进了10条万吨以上的电动螺旋压力机生产线,几乎和同时期热模锻压力机的设备数量相当,按照现有的发展速度,今后大有代替热模锻压力机的趋势。电动螺旋压力机的快速发展依赖于以下5点优势。
⑴这种设备完全可以满足曲轴自动化生产的需要,且比同吨位的热模锻压力机的价格低。
⑵热模锻压力机的维护要求高,对维修人员要求也高,而国内大部分曲轴生产厂家缺少高素质的设备维修人员。
⑶设备的电气化、自动化程度比热模锻压力机高,操作简单。
⑷制造周期短,便于安装运输,设备适应性强,比较适合国内市场小批量、多品种的需要。
⑸国内企业对德国技术的信任与推崇。
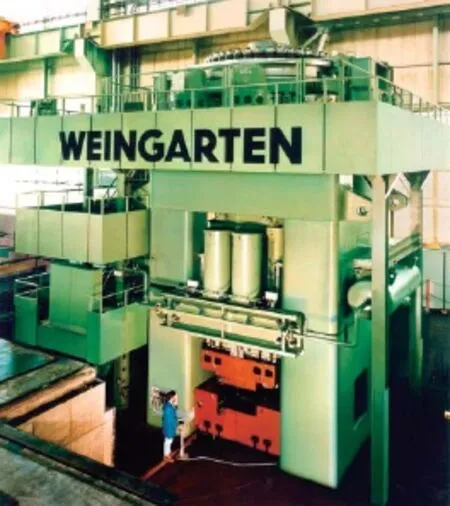
图2 电动螺旋压力机
模锻锤生产线
目前,国内共有十多条专业生产曲轴的模锻锤生产线,大都是20世纪70年代建设完成的,主要集中在一些大型国有企业,以人工操作为主,生产效率不高,劳动强度大,污染严重,能源消耗大、生产成本高。从曲轴生产所需要的设备吨位分析,我国热模锻压力机和电动螺旋压力机生产曲轴的最大重量为200kg,对于一些更大重量的曲轴,一般仍需要采用模锻锤完成。但是目前一些企业走入一个误区,认为锻锤是一种将要淘汰的设备,尤其是这几年对大型设备的投资全部转向电动螺旋压力机和热模锻压力机,模锻锤的发展趋于停滞,大吨位液压锻锤特别是程控液压对击锤没有得到发展。因此,对于一些大型模锻曲轴,国内已经出现了生产瓶颈。一些企业只能通过多火锻造的方式生产这类曲轴,但无法实现批量生产。国外这类曲轴的生产采用的是世界上最先进的大吨位无砧座对击锤,通过程序控制实现自动化生产。今后,希望我国大型曲轴生产企业能够加大这一类设备的投资力度。
摩擦压力机与模锻液压机
选择摩擦压力机生产曲轴,可以实现批量生产,但也存在一些问题。摩擦压力机设备由于其高能耗、低效率、只能单工位生产,模具的使用寿命比热模锻压机低得多,各个工序之间的距离过大,导致生产过程不稳定,产品的一致性差,长远角度考虑这种设备不适合生产曲轴。模锻液压机也存在和摩擦压力机一样的问题,部分企业曾经尝试用模锻液压机生产中重型曲轴,但是并没有取得成功,主要还是没有认识到曲轴生产过程的关键要素,以及缺少对前期装备、工艺的调研分析。
装备制造水平
在我国,热模锻压力机的设计制造开始于60年代,主要制造厂为一重、沈重等企业。第二重型机器厂是1978年从德国的Eumuco公司引进技术后,开始制造热模锻压力机,并成为我国热模锻压机的主要生产基地,通过40年的发展,我国已具有了自主设计制造现代热模锻压力机的能力。2000年以后,我国开始进入热模锻压力机自动化线成套技术的发展阶段。现阶段虽然我们国家有一重、二重、沈重这样的大型锻压装备制造企业,但问题仍然较多,主要集中在几个方面。
⑴我们国家缺少专业化的大型锻压设备生产厂家来服务于锻造行业,这么多年,从来没有一家企业把锻压设备的制造放在首位,引进的技术既没有好好消化吸收,更谈不上技术的革新,市场上什么挣钱做什么,哪个行业火就把它当作主业,前几年钢铁行业火的时候,全部资源投向钢铁行业的装备,锻压设备的订单扔到一边,把客户的合同当儿戏,在锻造行业内造成了非常恶劣的影响。
⑵国内企业缺少专业化的制造技术。企业生产的产品品种繁多、制造水平缺乏竞争力,创新性不够,部分产品甚至到了全国一张图纸的地步,产品质量不稳定、交付率差等问题尤其严重。
⑶高技术研发人员严重匮乏,开发的产品不能很好的适应行业的需求与发展,设计理念仍然停留在单机操作的通用功能上,在多工位同步协调生产、设备与工艺相结合以及自动化技术应用等方面仍与国外相差较大。
⑷在辅助设备上也存在一些问题,比如锻前加热领域,虽然国内有上百家感应加热设备厂,但是有能力生产大功率曲轴加热炉的企业,只有几家。国内企业仍然在采用低价竞争方式去做市场,而不是努力减少与外资的差距,当然这也和国内前几年的市场需求有关。当今企业已经不再把价格作为第一要素,节能环保、可靠稳定才是企业的首选。国内近几年新上的曲轴生产线几乎全部采用外资公司生产的加热炉,这个问题非常值得国内同行去思考。
自动化技术
自动化控制技术的应用是近两年锻造行业发展的一个热点,由于传统生产线主要是以人工操作为主,劳动强度大,效率低,采用自动化技术可以最大限度的减小人工因素的影响,实现无人化操作。过程监控和安全生产监控全部由总线系统控制。有专门的总控室,采用分区域启动、分区域控制的方法来完成整个生产线的控制,总线控制系统完成整个生产线的自动控制和生产数据的统计记录,负责整条生产线的自动控制,协调、控制、保障整条锻造生产线安全、可靠、高效地运行。自动化生产线与传统生产线比较,可以极大的提高生产效率,提高市场竞争力,是今后曲轴锻造线的重点发展方向。图3为自动化曲轴生产线。

图3 自动化曲轴生产线
国内缺乏具有锻造行业自动化连线经验的公司,目前有实力的自动化企业只有2~3家,远远满足不了锻造行业自动化实施的需要;在自动化的实施过程中,由于这些自动化企业里面缺少懂锻造工艺的专业技术人员,导致在实施过程中,不能完全达到或者满足客户的技术要求,生产节拍、加热效率,能耗、模具寿命等与客户的预期差距较大;一些客户在前期技术调研过程中,只是照搬一些国外的参数,没有结合企业自身的现状进行施工,也是导致在自动化生产效果未能达到预期目标的一个主要因素。因此我们国内锻造自动化技术的应用仍需要一段时间的消化与吸收,等到我们企业的人员素质、技术水平能够满足新技术的要求以后,我们的自动化技术水平才会有一个质的飞跃。