Simufact在自由锻造上的应用
2015-06-22王传辉李光杰西模发特信息科技上海有限公司
文/王传辉,李光杰·西模发特信息科技(上海)有限公司
Simufact在自由锻造上的应用
文/王传辉,李光杰·西模发特信息科技(上海)有限公司
由于具有高度灵活性、简单和成本效益的优势,渐进成形工艺在锻压行业中被广泛地应用。对于大工件和小批量产品来说,渐进成形工艺是最恰当的成形工艺。渐进成形工艺主要分为两个方面:一方面是各种不同的轧制工艺;另一方面是不同类型的开坯锻、径向锻造和壳体锻造(芯棒拔长、马杠扩孔)。本文侧重于探讨仿真软件在后者的应用。
成形过程仿真是一种有效的工艺设计和优化方法。通过仿真模拟,可以减少昂贵且费时的生产试验,从而减少产品的开发时间和成本。在过去,仿真软件在进行渐进成形模拟时,为反映渐进成形过程的特性,需要对三维模型进行大量的增量计算,所需时间非常长。如今,随着电脑计算能力的提升,这个限制因素几乎不存在了。但自由锻模拟仿真仍然有两个挑战:一是复杂的自由锻,往往无法完全预先定义机构的运动过程;二是自由锻完成后工件的材料性能预测。尤其是开坯锻,不仅要得到某种形状的工件,而且还要达到所需要的材料性能,比如材料的晶粒尺寸、相组成及去除先前由铸造所产生的气孔、孔隙、缩孔、气泡(以下统称为气孔)等缺陷。
对渐进体积成形过程仿真的建模
Simufact.forming是一个商业软件包,致力于不同类型金属成形仿真模拟。根据工艺的物理特性,该软件提供基于有限元法(使用加强版的MSC.Marc通用求解器)或拉格朗日—欧拉耦合的有限体积法(使用定制版的MSC.Dytran求解器)的求解算法。要注意的是,对所有类型的渐进成形仿真均应选择隐式有限元求解器。
基于大应变和大变形的弹塑性公式,Simufact求解器能够很精确地计算工件材料的大平移和旋转动作,可以逼真地模拟工件的所有运动。完全的热力耦合分析可以充分考虑弹塑性材料的特性,进行模具夹紧、释放的仿真。采用本构模型,保持体积的恒定性,即使在模拟数以千计的计算增量步后,只会发生很小的体积偏差。在工件的网格划分时,最好是采用完全集成的六面体单元,因为该类型的单元在最低的计算成本下能产生最好的结果。
运动的定义和控制
采用有限元软件分析渐进成形过程通常需要考虑模具的平移和旋转的速度。这其中包含两个难点:一是由于工艺过程通常包含了各种不同的机械手和模具运动,有时锻造过程中还有热传递存在,如果使用传统仿真模拟方法,则会造成非常繁琐的进料和速度定义;二是完整的运动不是能预先定义好的,而是在过程中控制的结果。例如,在一道次成形过程中,锻锤的击打次数,常取决于改变后的工件长度,这是最初不能确定的。鉴于此,Simufact.forming开发了一个强大的运动模块。一方面它使用以实际机器设置为导向的高阶设置来快速和简单地定义一个运动过程。另一方面它包含一个基于当前进程的状态,对进料和速度进行闭环控制。这个闭环控制是与有限元求解器完全集成在一起的,避免了仿真模拟计算时在后处理、前处理和求解器之间持续的低效率跳跃,并能根据需要随时关闭控制环路。开坯锻以及类似的工艺所需要的不是在每次计算变量中连续控制选定的模具,而是以一次锤击或挤压后获得的中间结果为基础,来定义流程的下一步骤,这就需要由求解器本身自我控制输入求解结果来完成。
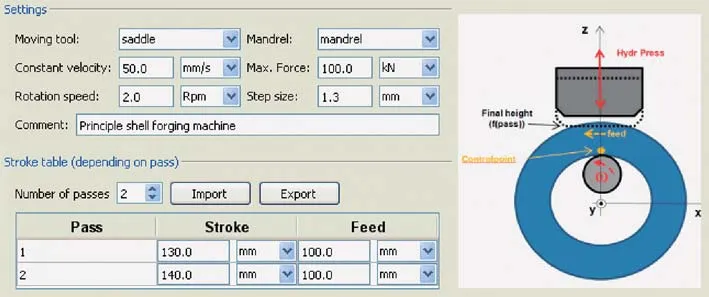
图1 马杠扩孔运动设置
在设置仿真模型时,运动模块定义就如设置压力机的参数一样,不过它提供了更多的设置参数。首先选择工艺种类,如开坯锻、径向锻造、芯棒拔长、马杠扩孔等工艺。其次是与设备相关的设置,对相关的几何体进行命名,如上砧、机械手等。还有就是定义移动方向、速度、夹持长度、最大夹持力和其他类似的参数。图1所示为马杠扩孔运动设置实例,图中过程定义设置包括道次数、最终的高度、行程、旋转和道次模式以及类似参数的定义;流程定义一般包括加热、传送、再加热和冷却时间等。
基于上述这些设置,仿真软件即可自动控制渐进成形过程的每个操作步骤所需的进料和速度,不需要用户进一步的控制。Simufact.forming的很多其他模拟仿真运算也采用了类似原理,像将设备和机械手的弹性考虑进去的弹簧控制模具、自由浮动的模具和芯棒、模具的热传导或变形等。图2为径向锻造过程实例。
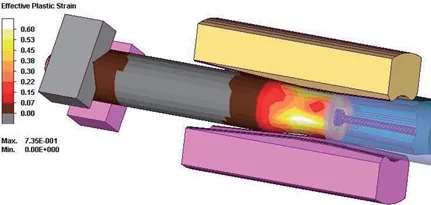
图2 径向锻造实例
模拟微观组织
锻造模拟技术其中一个发展方向为微观组织结构的预测。对钢铁材料而言,主要体现在对晶粒尺寸和相组成变化的模拟上。现在对渐进体积成形过程微观组织结构进行模拟时,仍有两个局限性:一是所使用的材料模型及其实验参数的确定,必须考虑长时间、反复的机械和热的加载及卸载;二是微观组织模拟所使用的网格划分必须足够细致。渐进成形过程往往由简单的几何形状、锻造力、温度和应变组成,使用相对稀疏网格划分即可预测,并可保持合理的计算时间。然而这些划分稀疏的网格未必适用于微观组织模拟。因此,当渐进体积成形过程模拟包含微观组织模拟时,必须通过严格的实验来验证仿真结果。
模拟气孔减少
文献中有微观和宏观两种不同的方法来模拟成形过程中气孔的减少。微观方法模拟每个气孔的几何变化;宏观方法则不考虑单一气孔,而是通过宏观描述的气孔分布和大小的关键图形,来评估整体的气孔情况。
Simufact.forming使用一种新开发的宏观方法来模拟气孔减少:基于方程式⑴的简化本构方程,气孔被描述为成形过程中改变的材料相对密度。

式中ρr为相对密度,ρ0为初始相对密度,σm是从分析中获得的静水压力,Pmax是使所有气孔闭合所需的最大静水压力。相对密度范围的有效值是从0到1。一旦相对密度达到1,则代表所有的气孔闭合并且材料完全凝结。即使过程中静水压力再次减小,相对密度也不减小。
初始相对密度是建模的一个初始条件,它可以被均匀定义或采用铸锭的典型分布来定义。气孔闭合所需的最大静水压力,是模拟气孔减少时唯一需要确定的材料参数。当前的静水压力是从分析中获得的,因此,在一些实验结果的基础上,该模型可以方便地校准。如果需要的话,还可以另外指定最低静水压力,包括使气孔减少前所需的最低应力水平。
像所有的宏观方法一样,仿真时所采用的相对密度模型,是假设气孔的初始大小和数量为均匀的,并不考虑因气孔变形所导致的各向异性效应;同时假设相对密度和屈服应力与其他材料参数无关,忽略气孔在热锻中对材料性能的影响并认为在模拟仿真时材料性能不发生改变。
应用案例
图3为初始温度为1280℃的16CrMo4钢的开坯锻模型,初始模型由10200个六面体单元组成,在经过6个道次89次击打后,坯料的初始截面积由102mm×102mm减少至约70mm×70mm,同时长度从620mm增加至1135mm左右,400mm的工件额外长度不参与变形。使用单核的Intel Xeon CPU X5660@2.80GHz计算,耗时约20h。若使用多核并行计算可以大大减少计算时间。图4为模拟结束时的锻件温度分布。
图5中上图所示为用户定义的初始相对密度,从中可以看出工件的外层部分没有气孔,气孔都集中在工件的中心,这是典型铸锭的情况。在开坯锻的过程中相对密度增加,这意味着当材料凝结时,气孔变小并且数量减少。但在这个例子中,所施加的成形力并不足以使所有气孔闭合。静水压力使工件中心的气孔开始闭合,但是最大静水压力没有达到使所有气孔都能闭合的最小值时,工件中心的相对密度仍低于1,最终相对密度如图5中下图所示。
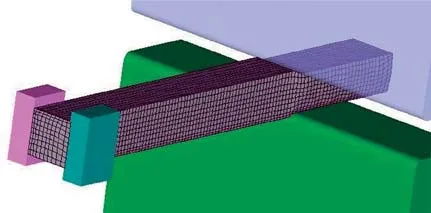
图3 开坯锻模型

图4 模拟结束时温度分布

图5 初始和最终的相对密度分布
结束语
本文阐述了渐进体积成形过程模拟的两大挑战:模型中运动的定义和控制以及最终工件材料性能的预测。Simufact.forming的运动模块已经可以使用以实际设备设置为导向的高阶设置来有效地定义运动过程。此外,该模块还包括闭环过程控制仿真,不必预先定义全部的进料和速度。基于相对密度的变化来预测成形过程中的气孔减少这种方法只使用一个材料参数,模拟校准时非常简单,此方法并不局限于特定的工艺或材料,它的应用范围非常广泛。
