铝合金零件翻边拉深复合成形工艺研究
2015-06-21韩来福房文丽郭秀江内蒙古一机集团特种技术装备有限公司
文/韩来福,房文丽,郭秀江·内蒙古一机集团特种技术装备有限公司
铝合金零件翻边拉深复合成形工艺研究
文/韩来福,房文丽,郭秀江·内蒙古一机集团特种技术装备有限公司

韩来福,高级工程师,主要从事冲压技术工作。主持完成的《车辆典型冲压件成形技术研究》项目获得一机集团公司科技进步二等奖,拥有8项专利,主管及参与的项目曾多次获得过省部级科技进步奖、优秀成果奖。
冲压成形工艺中,内凹形翻边与拉深复合成形,是属于复杂曲面形状的拉延成形。例如某零件材料为铝板5A02-O,厚度为1.5mm,在试制生产时,不合格品率一直很高,废品率高达50%,主要问题是零件在成形时易产生起皱与拉裂,如图1所示。
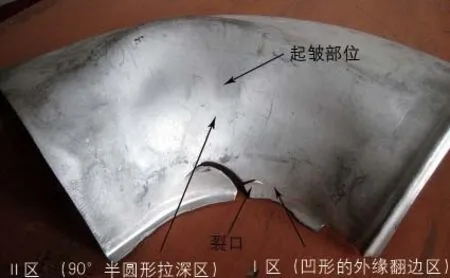
图1 产生起皱、裂口的零件
起皱与裂纹产生的原因及分析
材料对成形零件质量的影响
表1所示为包含5A02-O在内的三种材料的力学性能对比分析。从中可以看出,铝合金3A21-Y1的成形塑性是最好的,但是强度较低,不符合设计的强度指标要求;而铝合金5A06-O成形塑性是最差的,但其强度指标是最高的;铝合金5A02-O的性能是处于前两种材料之间的。在冲压批量生产中发现,以上三种材料,在不增加热处理工序的情况下,材料5A02-O、5A06-O,产生裂纹裂口不能正常生产(图1),而用材料3A21-Y1则能够成形出合格零件。
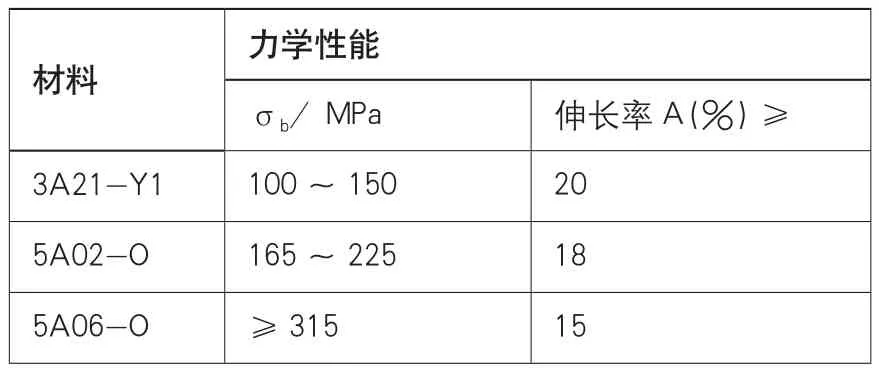
表1 材料机械性能对照表
由于5A02-O是铝镁合金,常温下塑性较差,故在冲压成形工艺中,翻边拉深较为复杂的零件时,在凸缘边缘处易产生开裂,难度较大。也就是说,铝合金材料5A02-O在不采取热处理的情况下,其冲压成形性能是很差的。
翻边成形的工艺性分析
该零件在Ⅰ区的成形属于内凹形的外缘翻边(图1),其变形特点近似于内孔翻边,变形区主要为切向拉伸。经计算,其内凹形的外缘翻边变形程度E凹为37,但是材料5A02-O的外缘翻边允许极限变形程度为35,因E凹大于材料允许的极限变形程度,故该零件在成形翻边时产生裂口。
在Ⅱ区的成形截面属于半圆形拉深成形(图1),其变形特点近似于半圆形截面沿投影90°直角的轨迹拉深成形的零件,在90°区域内很容易产生聚料而失稳起皱(图1)。
压边力对拉延成形过程的影响
半圆形零件拉延成形时对凸缘的约束力存在一个最佳值。在拉延过程中,压边力的主要作用是用来增加坯料的拉应力,控制材料的流动,避免起皱。压边力太小,板料拉延时会起皱;压边力太大,板料拉延时就会有被拉裂的危险。因此确定拉延工艺时,最佳的压边力是等于防止板料起皱的最小压边力。经过试冲并批量生产,得到如表2所示的压边圈压边力对拉延过程的影响数据。
改进措施
进行退火热处理
技术人员通过外出调研,对5A02-O材料的退火性能有了进一步掌握,根据冲压特性的要求,进行完全退火,并注意以下具体事项:
⑴加热速度。加热速度与再结晶后的晶粒度成反比,故应选择铝合金退火炉来保证加热速度。
⑵加热温度、保温时间。高温短时加热可获得细小的晶粒,反之,保温时间过长,由于晶粒的相互吞并而长大,形成聚合再结晶,会得到粗大的晶粒而影响性能。
经过重新退火,伸长率由规定的18%提高到21%,并使板材整体伸长率均匀,增加了可冲性,使冲压裂纹由90%降低到10%。
改进模具气垫板结构
在模具压边圈上加工一个深度1.6mm 的压边槽(图2),拉延前将零件毛坯放在压边槽内(毛坯厚度为1.5mm)。根据板料在冲压成形过程中“弱区先变形”的特点,在开始压紧毛坯成形时,因零件凸缘区有0.1mm的间隙,可以控制调节压边力,达到先小后大的效果,使凸缘区外边缘的材料先变形流动,从而可以减小凹模口部圆角半径处的径向拉应力,从而达到既可以限制成形Ⅱ区域的起皱又可以减少成形Ⅰ区域裂纹的效果。图3所示是改进后成形出的零件。
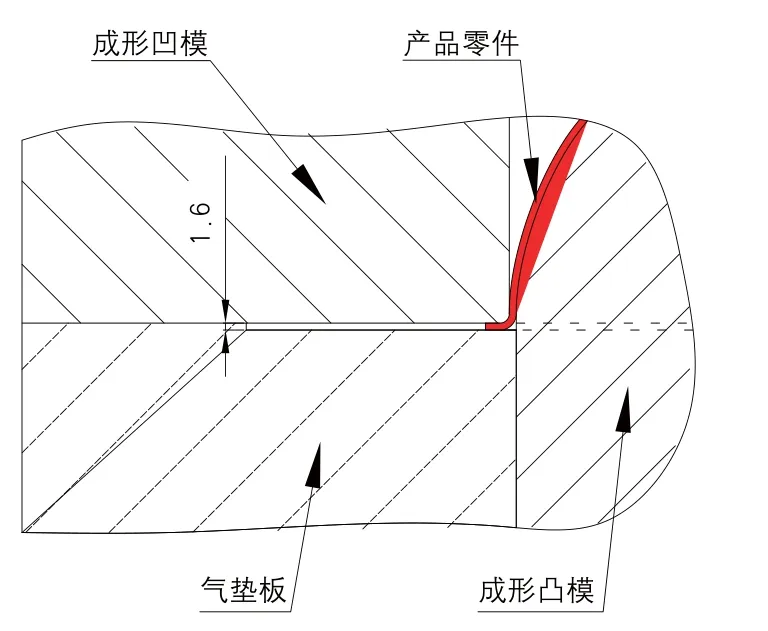
图2 压边槽结构图
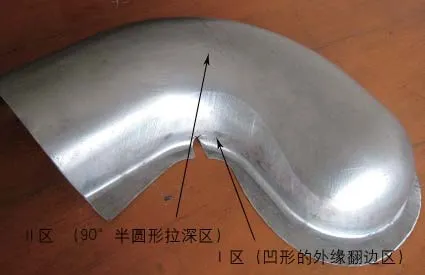
图3 改进后成形出的零件
选择润滑介质
在试冲与生产中,经过试验在零件毛坯上面放一层塑料布,用来增加润滑,效果较好。
调整气垫压力值
从表2总结的数据来看,机床气垫压边力在130~195kN之间,零件的质量效果较好,而且根据零件的冲压工艺,成形后的零件毛坯在进行切边工序时,可将零件毛坯凸缘上裂口的大部分切掉,只剩一点小裂口,在与另一个零件口对口焊接时,正好焊接上了,不影响零件的整体质量。
结束语
⑴铝合金材料5A02-O化学成分因含有镁元素,对零件成形性能有较明显的影响,通过采取退火措施,可以明显改善零件的成形性能。
⑵通过采取完全退火,调整机床压边力,将压边力调整在130~195kN之间,及在模具压边圈上加工压边槽、在零件毛坯上放塑料布润滑等措施,用强度指标较高的材料5A02-O成形,也可取得较好的效果。
⑶通过近两年的批量生产证明,对于翻边、拉深复合成形类零件,按照外缘翻边工艺计算,虽然超过了允许的极限变形程度,但是通过采取措施,还是能够有效提高零件合格率的。

