基于动态优化和反馈控制的聚合反应过程牌号切换策略
2015-06-19郭青刘海艳陈娟
郭青,刘海艳,陈娟
(北京化工大学信息科学与技术学院,北京 100029)
引 言
为了适应不断变化的市场需求,企业经常通过改变聚合反应器的操作条件,在同一装置中生产多种不同牌号的聚合产品。在牌号切换过程中,聚合反应的操作条件会不可避免地剧烈波动,产生大量的过渡产品(即不合格产品),在浪费原材料的同时,还会减少正常生产时间,降低企业的生产效益。因此,建立有效的牌号切换策略,在保证过渡过程安全的前提下,尽可能缩短过渡时间,减少过渡料的产生,对于多牌号聚合物生产过程具有重要的实际意义。
目前,国内外已有不少学者对牌号切换过程做了大量研究,通过求解目标函数,获得切换过程操作变量和产品性能指标的优化轨迹。McAuley等[1-2]最先对牌号切换的最优策略进行了系统研究。王平等[3]将牌号切换优化控制的问题转化成为一个带状态路径约束的非线性动态优化问题,将优化过后的非线性问题使用全局正交配置法进行在线滚动求解。Xu等[4]采用同步策略和信赖域粒子群算法解决淤浆聚乙烯连续生产中的牌号切换问题。李文义等[5]建立了多釜串联的聚丙烯产品牌号切换优化模型,通过同时优化各反应器中的操作变量,使得产品牌号的切换时间最短。Debling等[6]、Takeda等[7]、Chatzidoukas等[8]利用动态优化软件 POLYRED、gPROMS和 GAMS等对不同的牌号切换策略进行了大量仿真研究工作。刘蒙蒙等[9]用Aspen模拟了乙烯淤浆法聚合,实现了全联立动态模拟。
目前牌号切换最优化问题中求解目标函数应用较广的算法主要有迭代动态规划[10]、控制变量参数化[11]和差分进化算法[12]等。赵众等[13]用同步策略法求解了大型聚乙烯生产过程的牌号切换优化问题。夏陆岳等[14]在丙烯聚合反应的牌号切换研究中,利用粒子群算法的强大搜索能力来寻找最优的牌号切换策略。黄骅等[12]研究了差分进化算法在丙烯聚合反应的牌号切换过程中的应用,并对差分进化算法进行了改进。
苯乙烯聚合反应属于一类典型的自由基聚合反应,Padhiyar等[15]研究了甲基丙烯酸甲酯(MMA)自由基连续聚合反应的牌号切换问题,Asteasuain等[16]研究了苯乙烯牌号切换与控制系统设计的综合优化问题。Guo等[17]以CSTR中的苯乙烯聚合反应为对象,以切换时间最短、引发剂消耗量最少为目标,提出了结合动态优化和在线控制的牌号切换策略。
上述关于牌号切换问题的研究大多采用动态优化方法,关注的是过渡过程结束后质量指标能否达到目标值,而对切换过程中操作变量能否有效跟踪优化轨迹,以及质量指标的波动情况缺少关注。本文针对CSTR中苯乙烯聚合反应过程,提出结合动态优化和反馈控制的分段式牌号切换策略,采用迭代动态规划算法对优化命题进行求解,得到反应条件和产品质量指标的优化轨迹,实现牌号切换过渡过程的操作优化。通过引入针对反应温度的路径约束,不仅使切换操作优化轨迹更易于实现,而且过渡过程的操作更加平稳。
1 牌号切换过程优化策略
1.1 优化策略的提出
实验室规模的连续搅拌釜式反应器中的苯乙烯溶液聚合反应过程如图1所示。进料由单体苯乙烯和引发剂偶氮二异丁腈组成,二者与溶剂甲苯混合后送入反应器中,引发剂流量与单体流量构成一个比值控制回路,冷却水流量与反应釜温度构成一个反馈调节回路。

图1 苯乙烯牌号切换控制系统示意图Fig.1 Control scheme for optimal grade transition of styrene polymerization in CSTR
本文采用分子量分布来表征聚合物的性能指标,即采用数均分子量Mn和分散指数Di来表征聚合物的牌号。苯乙烯聚合是一种典型的自由基聚合反应,反应温度和单体/引发剂的摩尔比率是决定聚合产物分子量分布的主要因素[18]。在工业过程中,聚合物浓度以及分子量分布等性能指标无法在线测量。本文将可在线检测的单体流量比α及反应温度T作为聚合反应条件进行离线优化与在线控制,从而实现聚合物质量指标的优化控制。其中α定义为

式中,Fm和Fi分别为单体和引发剂的流量。
为了实现牌号切换过渡过程中切换时间最短及原料消耗最少,结合动态优化和反馈控制,提出如下的分段式牌号切换运行策略。
(1)根据目标牌号的性能指标Mn*和Di*,通过稳态优化求得目标牌号的稳态操作点T*和α*。
(2)动态优化阶段。求解牌号切换优化模型,获得反应条件的优化轨迹,并将此优化轨迹作为反馈控制器的给定值。
(3)准稳态过渡阶段。以目标牌号的操作条件T*和α*作为反馈控制器的给定值,直至反应过程到达稳态,牌号切换操作结束,此时反应过程的操作条件和产品性能指标同时满足目标牌号的要求。
1.2 苯乙烯连续聚合反应过程动态模型
本文以图1所示的实验室规模的连续搅拌釜式反应器里的苯乙烯溶液聚合反应过程为对象,对牌号切换优化策略进行了仿真研究。假设单体流量Fm不变,反应器的进料量和产物的流量总是相等,反应器温度通过与流入夹套的冷却水进行热交换来调节。
苯乙烯聚合反应是典型的自由基聚合反应,其反应机理包括链引发、链增长、链转移和链终止等基元反应。各反应组分的摩尔浓度满足式(2)~式(5)所示的物料守恒方程

反应器和夹套的温度满足热平衡方程

式中,ΔHr、Ur和Ar分别表示反应热、传热系数和传热面积,ρCp和ρjtCp,jt分别表示反应混合物和冷却水的热容,T和Tf分别表示反应器和反应物进料的温度,Tjf和Tft分别表示冷却剂进料和夹套的温度,Vjt是反应器夹套的体积,Fjt为冷却剂流量。
本文用矩来推算聚合物的分子量分布参数,如数均分子量(Mn)、重均分子量(Mw)和分散指数(Di)。死聚物分子量分布的m阶矩定义为

分子量分布参数Mn、Mw和Di分别由式(9)~式(11)计算

式中,Mm是单体分子量。
1.3 牌号切换优化模型
苯乙烯聚合反应的牌号切换过程由动态优化阶段和准稳态过渡阶段组成。其中,动态优化问题的目标函数如式(12)~式(14)所示。

式中,、、和分别为目标牌号的数均分子量、分散指数、引发剂流量和反应器温度,w1、w2、w3和w4为优化项的权值,其取值反映了各优化项的重要程度,并影响优化结果。聚合反应过程的动态模型如式(2)~式(11)所示。优化变量为聚合反应条件,即单体流量比α和反应温度T。
出于系统安全的考虑,将反应器的温度上限值设定为380 K,为了避免单体转换率过低,反应器温度的下限值设定为310 K。
牌号切换优化问题表现为有约束条件的极值问题,其约束条件为隐式且高度非线性,本文运用迭代动态规划(IDP)算法[18]求解。将式(12)所示的优化命题从时间和空间两个角度进行离散,求解使其最优的操作变量值,再通过迭代的方法寻找逼近全局最优解的操作变量值。
2 计算结果与分析
2.1 无路径约束的牌号切换
苯乙烯聚合反应中,单体、引发剂和溶剂分别为苯乙烯、偶氮二异丁腈和甲苯,各物质的物理性质及动力学参数见文献[19]。以牌号A(初始牌号)切换到牌号B(目标牌号)的过渡过程为研究对象,牌号A及牌号B的质量指标及稳态操作条件如表1所示,其中目标牌号的稳态操作条件由稳态优化得到[20]。

表1 牌号A和B的分子量分布及稳态操作条件Table 1 Initial and target value of polymer grade and operating conditions
本文取动态优化时间tP为280 min,利用迭代动态规划算法求解牌号切换优化模型。各参数设置为:迭代优化时间分为10段,即P=10;状态变量离散点数K=5;可行操作变量数N=5;操作变量的初值α=0.6,T=340;操作变量的可行域r(α)=0.4,r(T)=30;收缩因子a=0.5;迭代次数为10。各优化项的权值取值为:w1=0.04,w2=0.94,w3=0.01,w4=0.01。
牌号切换过程中,操作变量α和T的优化轨迹如图2所示。当0≤t≤tP,为动态优化阶段,操作变量的轨迹由迭代动态规划计算求得;当t=tP,过程操作转换到准稳态过渡阶段,以目标牌号的操作条件α*和T*作为输入量。当Mn满足|M*n−Mn|≤30时,牌号切换过渡阶段结束。
由迭代动态规划法求得的控制变量轨迹是阶跃变化的量,图2(b)中虚线所示为反应温度的优化计算结果。然而在实际系统中,温度等变量无法阶跃变化,CSTR中苯乙烯聚合过程的反应温度是反应过程的反应热和夹套冷却水调节的综合结果,是一个连续变化的量。因此,要实现最优策略下的牌号切换过程,需调节冷却水流量使反应温度跟踪优化计算得到的优化轨迹。

图2 无路径约束时α和T的优化轨迹Fig.2 Optimal transition trajectory of α and T without path constraints
以图2(b)中虚线所示的反应温度T的优化轨迹作为PID控制器的设定值,通过调节冷却水流量Fjt控制聚合反应温度。牌号切换过渡过程的温度变化轨迹如图2(b)中实线所示。性能指标Mn和Di的优化轨迹如图3中实线所示。优化后的切换时间为720 min。
以牌号A的准稳态为初始状态,操作条件α和T阶跃切换到α*和T*,仿真结果如图3中虚线所示。由图可知,两种切换策略下,聚合反应过程均能到达目标稳态,且优化后的过渡时间远小于阶跃切换的过渡时间。
2.2 加入温度路径约束的牌号切换
如图2所示,牌号切换过渡过程中,反应温度的变化轨迹与优化计算结果偏差较大。这是因为苯乙烯自由基聚合反应动态较慢,而优化计算获得的温度阶跃变化较大,实际反应温度无法跟踪优化后的反应温度切换轨迹。因此在优化计算中加入对反应温度的路径约束,将相邻优化时间段温度阶跃变化的范围限定为1 K。
加入温度的路径约束后,当tP为280 min时,单体流量比的优化轨迹如图4(a)所示,反应温度的优化轨迹如图4(b)中点划线所示。因为流量控制对象的时间常数较小,本文假设流量控制器为理想控制器,认为过程的实际单体流量比能够完全跟踪优化轨迹。

图3 无路径约束时Mn和Di的轨迹Fig.3 Transition trajectory of Mn and Di without path constraints
将迭代动态规划计算所得的反应温度优化轨迹作为PID控制器的设定值,对牌号切换过程进行仿真模拟,反应温度的切换轨迹如图4中实线所示。由于本文中的CSTR为单冷系统,没有考虑到热媒条件,因此温度上升过程控制效果较差。聚合产物质量指标Mn和Di的仿真轨迹如图5所示,其中点划线是不考虑热量衡算,直接将反应温度优化轨迹作为输入量进行仿真计算的结果,实线是在PID调节下的仿真结果。虚线为α和T的设定值阶跃变化,并加入温度控制器时的仿真轨迹。
表2总结了加入温度路径约束后,3种牌号切换策略下的牌号切换过渡时间以及过渡过程中单体和引发剂的消耗量。不考虑温度控制时,优化后的理想切换条件下,牌号A向牌号B的过渡时间为620 min,引发剂和单体的消耗量分别为7.48 L和12.27 L,相对阶跃切换,牌号切换时间缩短了47.5%,引发剂和单体的消耗量分别减少了41.5%和50.1%。加入PID控制后,过渡时间为750 min,引发剂和单体的消耗量分别为9.38 L和16.85 L,与阶跃切换相比,牌号切换时间缩短了 36.4%,引发剂和单体的消耗量分别减少了 26.7%和 31.5%,证明所提出的优化控制策略是可行的和有效的。考虑到本文中的温度控制为单冷系统,且PID控制器控制效果较差,可以通过改进反应器的温度控制系统,使实际温度曲线更接近理想切换轨迹,进一步缩短切换时间,减少原料消耗量,优化牌号切换操作。

图4 带路径约束时α和T的优化轨迹Fig.4 Optimal transition trajectory of α and T with pathconstraints

表2 不同切换策略下仿真结果的比较Table 2 Simulation results of different transition strategy
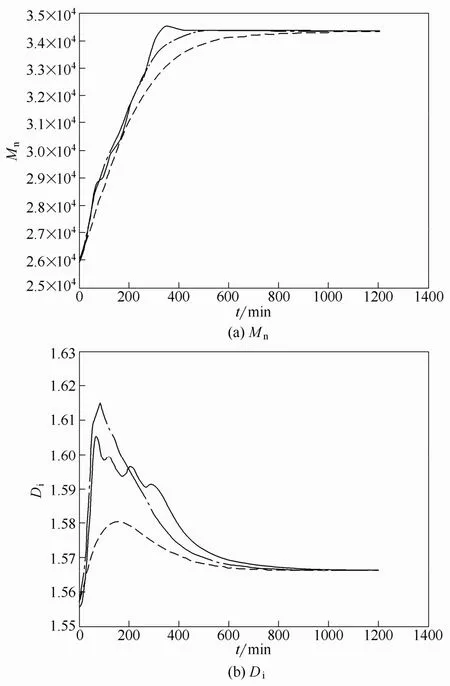
图5 带路径约束时Mn和Di的轨迹Fig.5 Transition trajectory of Mn and Di with path constraints
如图5所示,增加路径约束还可以减少Mn等聚合物质量指标在牌号切换中的波动,使过渡过程的操作更加平稳。
2.3 过程扰动对牌号切换策略的影响
在先期工作中,作者采用了一种基于动态优化的牌号切换运行策略,以操作变量Fi和Fjt作为优化决策变量[21]。当不考虑过程干扰时,3种切换策略的仿真结果如图6所示。其中,实线是本文提出的结合动态优化和反馈控制的切换策略下苯乙烯聚合反应牌号切换过渡过程中Mn的仿真轨迹,点划线为先期工作中,无反馈控制的牌号切换优化策略下Mn的仿真轨迹,虚线为α和T阶跃变化时Mn的轨迹。3种切换策略下,聚合反应过程均能过渡到目标稳态,且两种优化策略的过渡时间均小于阶跃切换时的过渡时间。

图6 无扰动时Mn的轨迹Fig.6 Transition trajectory of Mn without disturbance

图7 进料温度波动Fig.7 Disturbance of feed temperature

图8 过程扰动下Mn的切换轨迹Fig.8 Transition trajectory of Mn with process disturbance
本文采用正弦波形式的温度波动模拟由进料温度波动带来的过程扰动,扰动形式如图7所示,采用不同切换策略时,Mn的优化轨迹如图8所示。采用基于动态优化的牌号切换策略时,由于系统无法抑制进料温度波动带来的扰动,反应温度偏离了优化轨迹,聚合物的性能指标无法满足目标牌号的要求,过程无法切换到目标稳态。当采用结合动态优化和反馈控制的切换策略时,Mn的切换轨迹如图8中实线所示,反应温度T的仿真轨迹如图9所示。反馈控制系统有效地克服了进料温度变化带来的影响,聚合反应过程顺利切换到目标牌号的稳态生产条件。

图9 过程扰动下T的切换轨迹Fig.9 Transition trajectory of T with process disturbance
3 结 语
(1)针对多牌号生产的连续聚合反应过程,提出了一种结合反馈控制和动态优化的牌号切换操作策略,通过迭代动态规划求得单体流量比和反应温度的最优切换轨迹,并将此轨迹作为 PID控制器的设定值,通过反馈控制使反应器操作条件跟踪动态优化计算的结果,实现牌号切换过渡过程的优化。仿真结果表明,本文提出的优化控制策略可以明显缩短牌号切换时间及减小牌号切换过程中的原料消耗量,且路径约束的引入有效抑制了聚合物质量指标在牌号切换中的波动,使过渡过程更加平稳。
(2)本文还讨论了过程扰动对牌号切换策略的影响。仿真结果表明,结合动态优化和反馈控制的牌号切换策略能够有效地克服进料温度变化的影响,顺利实现牌号切换。在实际生产中,运用此优化策略制定过渡过程工艺操作方案,可以降低原料的消耗,增加正常生产时间,提高经济效益。
[1]McAuley K B, Macgregor J F. Optimal grade transitions in a gas-phase polylene reactor [J].AIChE Journal, 1992, 38: 1564-1576
[2]McAuley K B, Macgregor J F. Online inference of polymer properties in an industrial polyethylene reactor [J].AIChE Journal, 1991, 37:825-835
[3]Wang Ping(王平), Tian Xuemin(田学民), Huang Dexian(黄德先).Grade transition control strategy for propylene polymerization with a dual-loop reactor [J].Journal of Tsinghua University:Science and Technology(清华大学学报:自然科学版), 2012, 52(9): 1236-1243
[4]Xu W X, Geng Z Q, Zhu Q X, Gu X B. Optimal grade transition for polyethylene reactors based on simultaneous strategies and trust region particle swarm optimization [J].Industrial & Engineering Chemistry Research, 2013, 52(9): 3363−3372
[5]Li Wenyi(李文义), Ren Congjing(任聪静), Wang Jingdai(王靖岱),Yang Yongrong(阳永荣). Optimization of grade transition for continuous propylene polymerization process using continuous stir reactor in series technology [J].Journal of Zhejiang University:Engineering Science(浙江大学学报:工学版), 2010, 44(2): 326-331
[6]Debling J A, Han G C, Kuijpers F,et al. Dynamic modeling of product grade transitions for olefin polymerization processes [J].AIChE Journal, 1994, 40(3): 506-520
[7]Takeda M, Ray W H. Optimal-grade transition strategies for multistage polyolefin reactors [J].AIChE Journal, 1999, 45(8):1776-1793
[8]Chatzidoukas C, Perkins J D, Pistikopoulos E N, Kiparissides C.Optimal grade transition and selection of closed-loop controllers in gas-phase olefin polymerization fluidized bed reactor [J].Chemical Engineering Science, 2003, 58: 3643-3658
[9]Liu Mengmeng(刘蒙蒙), Zhan Zhiliang(占志良), Shao Zhijiang(邵之江), Chen Xi(陈曦), Gu Xueping(顾雪萍). Dynamic simulation of grade transition for ethylene slurry polymerization process based on simultaneous approach [J].CIESC Journal(化工学报), 2012, 63(7):2703-2709
[10]Wang Jingdai(王靖岱), Chen Jizhong(陈纪忠), Yang Yongrong(阳永荣), Cheng Zhiqiang(程志强), Dai Liankui(戴连奎). Application of iterative dynamic programming to optimal grade transition model [J].Journal of Chemical Engineering of Chinese Universities(高校化学工程学报), 2000, 14(3): 264-269
[11]Fei Zhengshun(费正顺), Hu Bin(胡斌), Ye Lubin(叶鲁彬), Zheng Pingyou(郑平友), Liang Jun(梁军). Optimal grade transition of polymerization process with path constraints [J].CIESC Journal(化工学报), 2010, 61(4): 893-900
[12]Huang Hua(黄骅), Yu Li(俞立), Zhang Guijun(张贵军), Chen Qiuxia(陈秋霞). A modified differential evolution algorithm and its application to optimal grade transition in polypropylene [J].Journal of Chemical Industry and Engineering(China)(化工学报), 2008,59(7): 1711-1714
[13]Zhao Zhong(赵众), Qi Lihua(齐丽华). PE multi-grade transition optimization based on the improved simultaneous strategies [J].Automation in Petro-Chemical Industry(石油化工自动化), 2012,48(1): 38-42
[14]Xia Luyue(夏陆岳), Pan Haitian(潘海天), Zhou Mengfei(周猛飞),Cai Yijun(蔡亦军), Sun Xiaofang(孙小方), Sheng Yuxiang(盛煜翔).Optimization of polypropylene production based on improved chaotic particle swarm algorithms [J].Computers and Applied Chemistry(计算机与应用化学), 2012, 29(7): 851-854
[15]Padhiyar N, Bhartiya S, Gudi R D. Optimal grade transition in polymerization reactors: a comparative case study [J].Industrial &Engineering Chemistry Research, 2006, 45(10): 3583-3592
[16]Asteasuain M, Bandoni A, Sarmoria C, Brandolin A. Simultaneous process and control system design for grade transition in styrene polymerization [J].Chemical Engineering Science, 2006, 61(10):3362-3378
[17]Guo Q, Liu S Y, Noda M,et al. Optimal grade transition for quality control of continuous free radical polymerization process [J].International Journal of Comprehensive Engineering(Part B:Intelligent Engineering), 2012, 1(1): 83-90
[18]Liang Jianping(梁建平), Gu Xueping(顾雪萍), Ye Yuesheng(叶跃昇).Grade transition policy research of pre-polymerization of styrene on plant scale [J].Journal of Chemical Engineering of ChineseUniversities(高校化学工程学报), 2003, 17(6): 695-701
[19]Luus R. Optimization of fed-batch fermentors by iterative dynamic programming [J].Biotechnology and Bioengineering, 1993, 41(5):599-602
[20]Guo Q, Noda M, Nishitani H. Optimization of operating conditions for polymer quality control in a continuous stirred tank reactor[J].Journal of Chemical Engineering of Japan, 2008, 41(5): 394-402
[21]Liu Shengyun(刘昇云), Guo Qing(郭青), Chen Jun(陈娟), Jin Cuiyun(金翠云). Optimal grade transition strategy for a continuous styrene polymerization process [J].Journal of Beijing University of Chemical Technology(北京化工大学学报), 2014, 41(5): 101-106
