SLS尼龙粉料成型工艺参数优化研究
2015-06-15李小城
李小城
(安徽机电职业技术学院 机械工程系,安徽 芜湖 241002)
SLS尼龙粉料成型工艺参数优化研究
李小城
(安徽机电职业技术学院 机械工程系,安徽 芜湖 241002)
用正交试验法对SLS尼龙粉料进行烧结实验,研究了SLS成型工艺对尼龙烧结件密度和强度的影响规律;结合材料性能对关键工艺参数做了进一步实验,确定了SLS尼龙粉料的最优工艺参数组合。其研究方法和结论对SLS高分子粉料成型工艺的确定有一定的参考价值。
激光选区烧结;成型工艺参数;成型质量;SLS高分子粉料
激光选区烧结(SLS)快速成型是一种以激光为热源层层叠加烧结粉状材料的“净成型”技术[1-2],可用的材料有高分子材料、金属材料、高分子与金属或与树脂砂的复合材料,其产品可用于熔模铸造的“蜡模”、功能性零件、快速模具等多个方面。SLS高分子粉料中的尼龙粉料为半结晶型材料,因为其成型产品具有较高的强度和密度,所以产品作为功能件使用时具有很大的优势[3-4]。
成型设备、材料和工艺是目前国内外研究的主要内容,成型工艺也是影响成型件质量的关键因素。本文采用正交试验的方法,以密度、强度和成型质量为考核指标,确定了尼龙粉料的成型工艺参数,找出了各参数对密度和强度的影响规律,并通过进一步实验精确确定了激光功率的大小。
1 实验
1.1 实验设备及材料
AFS-320型激光快速自动成型机(北京隆源自动成型系统有限公司),射频CO2激光器,最大功率50 W,一次成型最大尺寸320 mm×320 mm×440 mm,储料容积45 L,分层厚度0.08 ~ 0.3 mm;精度为0.1 mg的分析天平;红外线测温仪; 5KN MT型微机控制电子拉力试验机(深圳市新三思材料检测有限公司)。材料为市售尼龙粉料,白色,堆积密度为0.592 g·cm-3,粒径分布为50~150 μm,吸湿率为1.0%,熔点为140 ℃,板结温度为100 ℃。
1.2 实验方法
设计25 mm×25 mm×10 mm密度样件和拉伸样件,以预热温度、激光功率、扫描速度和切片厚度四个主要成型工艺参数为研究对象,采用L9(34)正交试验,以样件密度和强度为评价指标,确定成型工艺最佳参数组合。
2 实验结果与分析
2.1 各因素水平的确定
(1)预热温度。如果预热温度太低烧结件就容易翘曲,翘曲轻者造成烧结件发生层间错移,严重时会使铺粉过程无法进行。尼龙(PA)粉的板结温度为100 ℃,所以取95、85和75 ℃为预热温度的三个水平。
(2)激光功率。激光功率是对成型性能影响最大的参数,将其他三个参数固定在高分子材料的常用数值,取激光功率为35%、40%、45%和50%进行试探性烧结,结果表明:当激光功率为35%时,烧结件几乎不能成型,轻微的移动即遭破坏;当激光功率为40%时,烧结件表面平整,但粉末处于半熔化状态,强度较低,略施力便遭破坏;当激光功率为45%时,烧结件表面质量比激光功率为40%时略有下降,但烧结强度比前两者有很大提高;当激光功率为50%时,烧结时烟雾较浓,成型件表面及边界粗糙,说明激光能量已略显高。所以取激光功率为40%、45%和50%三个水平。
(3)切片厚度和扫描功率。AFS-320成型机的分层厚度在0.08~0.3 mm之间,另外,分层厚度越薄,加工时间就越长,烧结件还会出现过烧现象。故分层厚度取0.15、0.2、0.25 mm三个水平。扫描速度和激光功率两种参数相互影响、相互作用,故扫描速度取1 600、 1 800和2 000 mm·s-1三个水平。
2.2 正交试验结果与分析
正交试验结果见表1。表中Mij是第j列水平号为i的ρ值之和是因子j的第i个水平的均值,
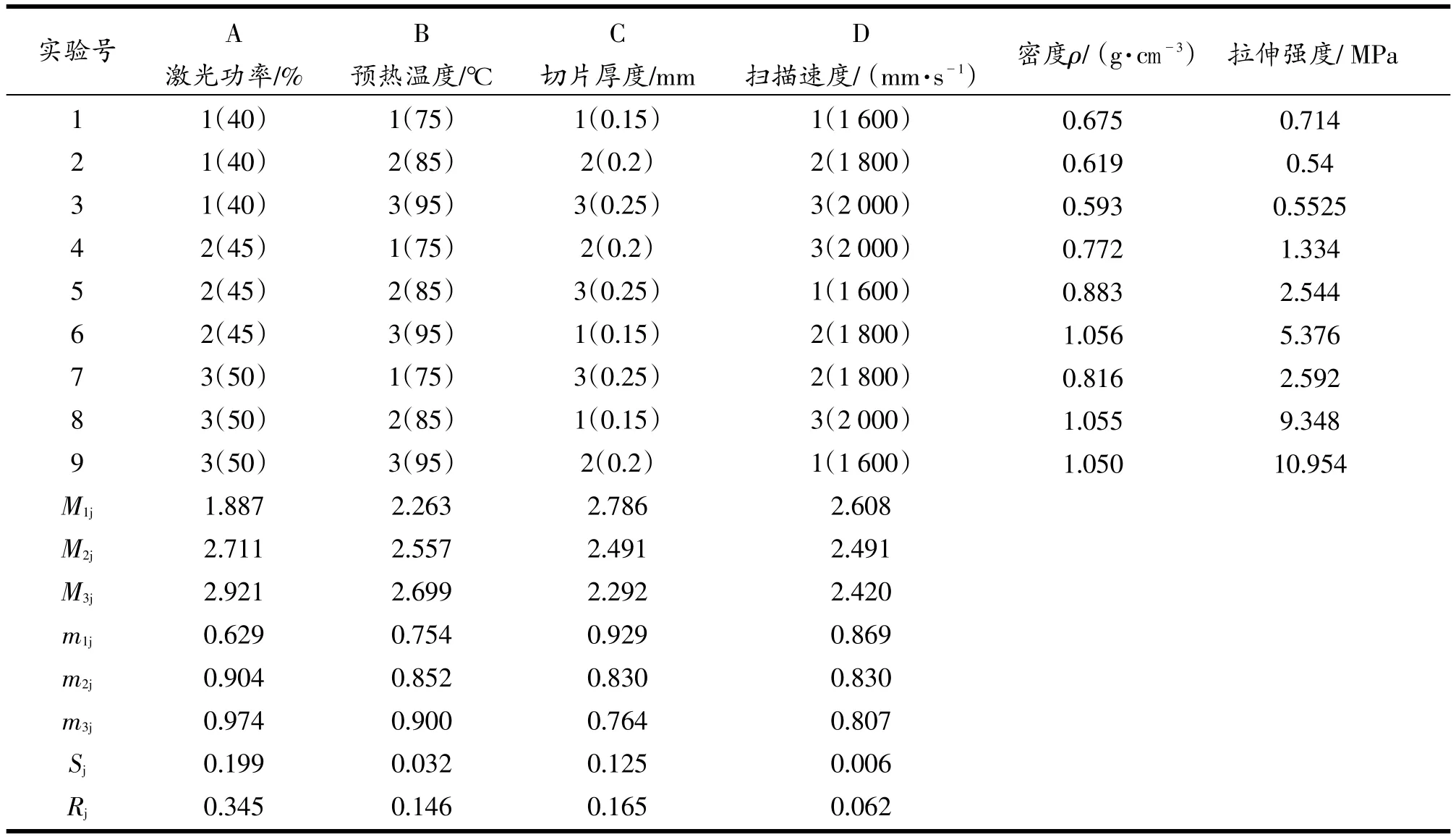
表1 正交试验结果与极差分析

图1 PA粉料四因素与烧结密度的关系
2.2.1 工艺参数对密度的影响
(1)各因素极差从大到小顺序为:RA>RC>RB> RD,即各工艺参数对密度的影响程度从大到小为:激光功率、切片厚度、预热温度、扫描速度。
(2)从图1中可以看出,烧结密度随激光功率的增大而增大,且在激光功率为40%和45%时增大较多;密度随预热温度升高而增大,随切片厚度和扫描速度的增加而减小。
(3)从实验结果中可以看出密度和拉伸强度在各对应组中变化趋势相同。
2.2.2 激光功率对烧结件表面质量的影响
在9组实验(见表1)中,激光功率为40%时,烧结件表面质量较好(见图2),但是强度较低,平均强度为0.602 MPa;激光功率为50%时,拉伸件平均强度达到7.63 MPa,但此时零件表面粗糙,由于激光功率过大而形成“橘皮式”表面,表面粗糙且边界模糊,如图3中第8、9组。将第6组与5组和7组比较,6组由于预热温度高和切片厚度薄,烧结充分,反而比激光功率高的7组密度和强度都高。综合上述分析,激光功率的选择应在45%左右。

图2 激光功率为40%时的烧结样件
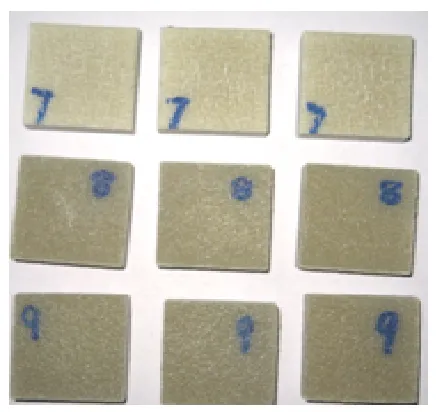
图3 激光功率为50%时的烧结样件
2.3 激光功率的确定结果及分析
2.3.1 激光功率的确定
由于预热温度跟成型材料的板结温度有关,在保证成型过程中材料不板结的状况下,较高的预热温度既能降低对激光能量的需求又可以防止烧结件翘曲,故预热温度取95 ℃;切片厚度越大,成型强度越低,为了满足尼龙粉烧结件作为功能件使用,将取切片厚度为0.15 mm;扫描速度和激光功率的作用相互补充,所以将扫描速度固定在设备常用值1 800 mm·s-1。按表2变换激光功率,烧结实验样件,每组烧结5件,测试并计算其平均密度和拉伸强度,结果见表2。激光功率与密度和强度的关系见图4。

图4 激光功率与PA烧结密度和强度之间的关系

表2 不同激光功率下烧结件的密度和强度
2.3.2 结果分析
(1)随着激光功率增大,密度和强度先增大后减小,在激光功率为47%时达到最大。这是因为激光功率增大,材料吸收能量就增加,材料的熔融度增大,所以密度就增大;而激光功率继续增大,材料受热气化,又会使密度略有降低。
(2)密度基本上在1.0 g·cm-3左右,随激光功率的增大变化不明显;而强度随激光功率的增大增幅较大,激光功率从42%增加到44%,强度增加了4.98 MPa;激光功率从46%增加到47%,强度增加了13.753 MPa;而激光功率从47%增加到48%时,密度和强度都略有降低。SLS成型属于无压烧结,尼龙属于半结晶材料,所以温度在熔点附近时,密度变化不是很大;但是,当温度达到熔点时,材料又会瞬间熔融成型,材料形态、结构发生变化,所以强度变化较大。
3 结论
(1)激光功率对成型件的密度和拉伸强度影响最大,其次是切片厚度、预热温度和扫描速度。(2)在一定范围内,烧结件密度和强度随激光功率的增大而增大,当达到一定数值后开始减小;密度随预热温度的增大而增大,随切片厚度和扫描速度的增大而减小。(3)综合考虑密度、强度和表面质量各项指标,尼龙材料烧结成型工艺参数的优化组合为:激光功率47%,预热温度95 ℃,切片厚度0.15 mm,扫描速度1 800 mm·s-1。(4)尼龙粉料为半结晶材料,烧结成型时材料状态发生改变,激光功率较大时表面粗糙,边界更加模糊。
[1] 赵志国.激光选区熔化成形技术的发展现状及研究进展[J].航空制造技术,2014(19):46-49.
[2] KUMAR S. Selective Laser Sintering: A Qualitative and Objective Approach[J]. JOM,2003(3): 43- 47.
[3] ZARRINGHALAM H, HOPKINSON N, KAMPERMAN F. Effects of Processing on Microstructure and Properties of SLS Nylon 12[J]. Mat Sci Eng A-Struct, 2006(5): 172-180.
[4] CAULFIELD B,MCHUGH P E,LOHFELD S. Dependence of Mechanical Properties of Polyamide Components on Build Parameters in the SLS Process[J]. Journal of Materials Processing Technology, 2007, 182: 477-488.
【责任编辑 黄艳芹】
Research on Process Parameters Optimization of Polymer Powders of Nylon
LI Xiaocheng
(Department of Mechanical Engineering, Anhui Technological College of Mechanical and Electrical Engineering, Wuhu 241002, China)
The effects of sintering process parameters on density and tensile strength were analyzed by using orthogonal design of experiment of nylon. According to the properties of material, the key process parameter was studied by further experiment,and the combination of process parameters for experiment material was defined precisely. The results and the research methods can be of theoretical reference to optimizing process parameters.
selective laser sintering(SLS); prototyping process parameter; prototyping quality; SLS polymer powder
TQ320.668
A
2095-7726(2015)03-0050-04
2014-11-11
安徽省高校省级自然科学研究重点项目(KJ2014A023)
李小城(1976-),女,河南太康人,讲师,硕士,研究方向:快速成型技术和模具CAD/CAM/CAE。