零极距电解槽初始开车的运行情况
2015-06-15郭成军
郭成军
(新疆天业天伟化工有限公司,新疆832012)
零极距电解槽在氯碱行业广泛应用,其性能良好,电耗低,技术成熟。本文引用2 个离子膜烧碱项目的开车数据来讨论零极距电解槽中影响电流效率及电耗的因素。新疆天业集团天伟化工公司(以下简称天伟化工)15 万t/a 离子膜烧碱项目于2014 年4月17 日正式投产,离子膜电解槽使用的是从旭化成引进的ACILYZER-ML32NCZ2 型自然循环零极距离子膜电解槽。旭化成提供最佳电流密度为5.5 kA/m2,槽温为90 ℃时,单元槽电压为2.94 V。
1 初始开车后直流电耗及电流效率
由于单一数据分析论证力单薄,因此引用新疆天业集团天业化工公司15 万t/a 离子膜烧碱项目(以下简称天业化工)零极距改造后电解槽数据做比较论证。
零极距离子膜电解槽原始开车后,由于单元槽垫片为全新垫片,需要一个蠕压变形期,因此,这一阶段的单元槽电压及电耗是呈下降趋势且不稳定的。
从图1 可以看出天业化工电流效率与直流电耗数据不稳定且下降趋势缓慢、下降时间短,引起这一状况的因素为离子膜电解槽使用的垫片为旭化成提供的成品单元槽垫片,其性能优越,蠕压时间短;天伟化工数据中两个低峰为降电流引起的平均电流变化,因此出现两个低峰。图1 数据显示直流电耗与电流效率的关系为反比关系,直流电耗越小,电流效率越高。
2 引起电流效率及直流电耗变化的因素分析
2.1 计算电流效率的方法
氯碱行业中计算电流效率的方法分为阴极计算电流效率法和阳极计算电流效率法。主要是通过在电解过程中,随着阴极OH-的迁移,阳极液的酸度将降低,因此其电流效率可以根据进料阳极液和返回阳极液之间的酸度的不同来计算。由于天伟化工原始开车后电解槽加酸不足,出口阳极液的酸度不足以去中和阴极返迁移的OH-,这时候电流效率的计算是不精确的。因此,本文对其他方法计算电流效率不作论述。

图1 天业化工原始开车后电流效率与直流电耗数据
电流效率与直流电耗为反比关系,电流效率越高,直流电耗越低。
2.2 直流电耗计算
直流电耗的计算按以下公式进行

通过直流电耗公式可以看出,在影响直流电耗的因素中,平均电压与其成正比关系,平均电压越高,直流电耗越大,因此,在时间与电流相同的情况下,影响直流电耗的变量即为平均电压与碱产量。
由于相同时间内天伟化工与天业化工平均电流不相同,根据电解单元槽电压与电流密度之间的关系式来推算某一电流值时离子膜电解槽的平均电压。
电解单元槽电压与电流密度之间的关系如下述公式:

式中,E1—电流密度为λ1(V)时的槽电压;
E2—电流密度为λ2(V)时的槽电压;
E0—系数(2.42 V)此值为旭化成提供的标准单元槽电压值;
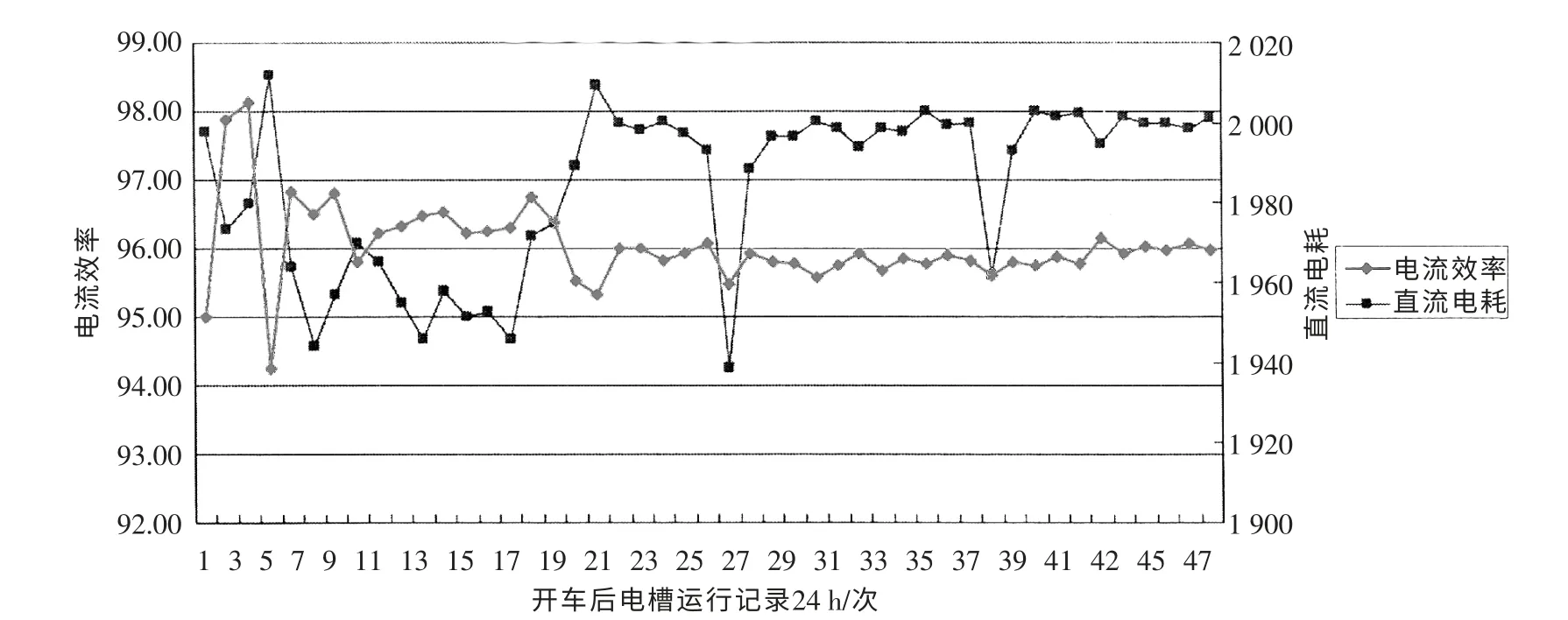
图2 天伟化工原始开车后电流效率与直流电耗数据
λ—电流密度(kA/m2)。
由上述公式推算天伟化工各个单元槽电压,计算得出天伟化工离子膜电解槽电流在某一值时,其平均电压高于根据旭化成提供的最佳电流密度5.5 kA/m2、槽温90 ℃、单元槽电压为2.94 V 这一数据推算的平均电压,从而导致电流效率值低于期望电流效率值。图3 即为电解槽开车后在实际运行过程中用标准电压推算的平均电压。

图3 某一电流值下天伟化工与天业化工标准单元槽电压对比
由图3 可以看出,天业化工单元槽电压开车后下降趋势明显,单元槽电压降至2.805 V 附近时趋于平缓,天伟化工单元槽电压下降趋势缓慢,单元槽电压下降至2.805 V 附近时趋于平缓,但是天伟化工单元槽电压下降时间短于天业化工5~8 天,而这一数据也验证了天伟化工离子膜电解槽单元槽垫片优于天业化工,蠕压变形期短。
2.3 影响直流电耗的因素
通过图2、图3 得出影响直流电耗的因素如下。
(1)影响直流电耗的最大因素是单元槽电压。天伟化工与天业化工差异不是很明显。为使这一结论更有说服力,下面通过实运行中的电解槽单元槽电压进行比较说明影响电流效率的因素。
现将天伟化工原始开车后4 个月内电流密度为某一值时实际测得单元槽电压与天伟化工原始开车后2 个月内电流密度与天业化工为同一值时实际测得单元槽电压随机抽取76 个数据进行比较,见图4。
从图4 可以得出,相同电流下天伟化工与天业化工单元槽电压基本相同,对两者直流电耗与电流效率的差异性影响较小。
原始开车后,膜条件相同,则膜电压对槽电压影响的差别性基本不存在。如果工艺控制指标与工艺流程差别不是很大, 则单元槽电压的区别性也较小。因此,在电解槽初始开车后针对单元槽电压影响电流效率的验证通过上述公式即可完成。
(2)在电流相同,电压相同的条件下,影响直流电耗的因素只有碱产量,而碱产量也直接影响着电流效率。2 个工厂电流效率数据比较见图5。
由图5 可以得出,天业化工离子膜电流效率高于天伟化工0.136%。
(3)成品碱产量计算
在单元槽电压区别不大的情况下,重点分析成品碱产量。
公司成品碱产量按下式计算。
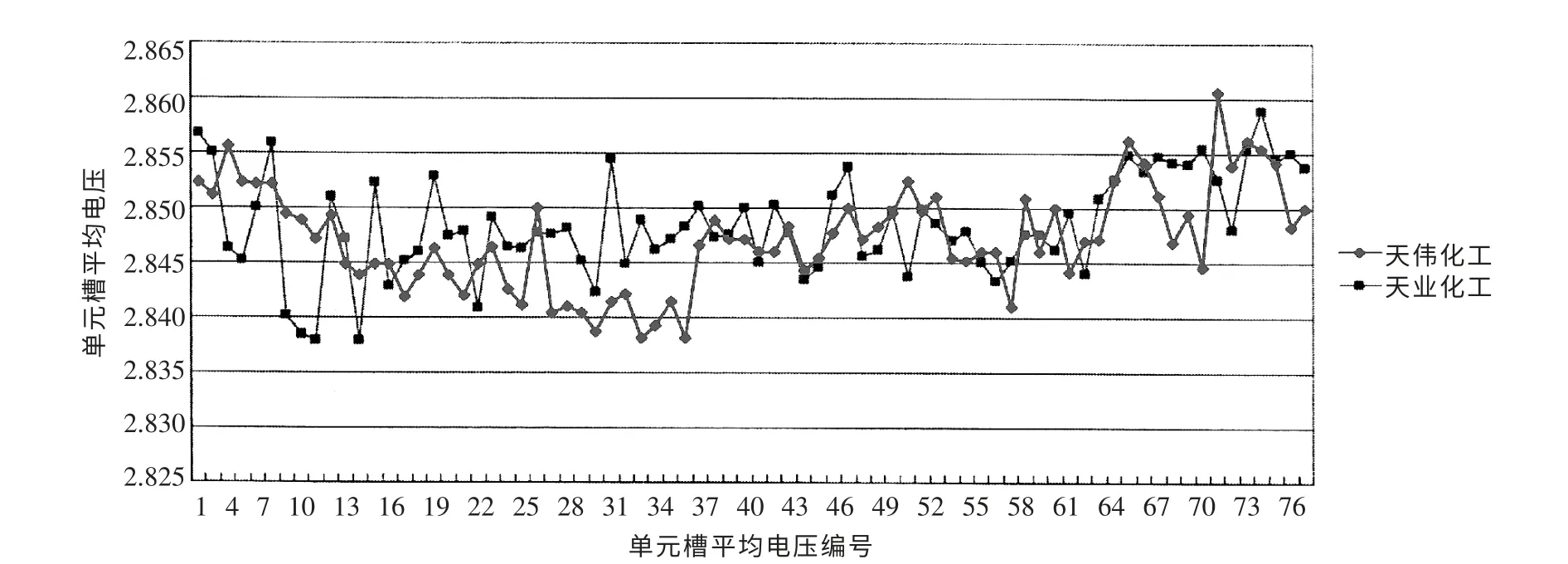
图4 2个工厂在同一电流密度时单元槽电压比较
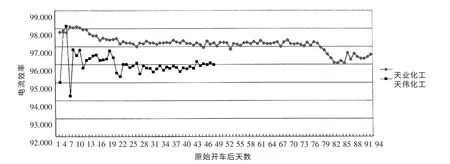
图5 天业化工与天伟化工电流效率数据比较

式中,Q2—本次成品碱流量;
Q1—上次成品碱流量。
密度=0.984 5-(浓度)2×0.000 05-(温度)2×0.000 000 5+浓度×0.013 35-温度×0.000 595
旭化成提供的最佳电流密度为5.5 kA/m2,槽温为90 ℃时期望单元槽电压为2.94 V。针对这一最佳数据,此时的碱产量在其他理论条件下应该是相同的。通过图6 比较天伟化工与天业化工原始开车后电解槽温度变化。
通过以上碱产量计算公式,得出温度对成品碱产量影响比较小。

图6 天伟化工与天业化工电解槽温度对比
(4)通过阴极循环量分析成品碱产量
电解液必须保持足够的循环量。根据旭化成提供的经过每台单元槽最佳阴极流量为0.3 m3/cell。
天业化工一期4 台离子膜电解槽阴极流量为0.38×126=37.88 (m3/h), 正常生产中控制流量为38 m3/h。 天伟化工3 台离子膜电解槽阴极流量为0.38 m3/h·cell,正常生产中控制流量低于最佳流量0.48 m3/h,相对于旭化成要求每台电解槽阴极循环量减少了0.48 m3/h,导致阴极循环量总体1.2 m3/h。而阴极循环量的减少直接影响着电解槽内的气液比率。阴极循环量减少后,为保证阴极液浓度满足工艺要求,从碱液高位槽至电解槽的碱配水会相应减少,因此影响整个系统的碱液量[1]。
为此,希望将阴极液流量提高至理论最佳流量。通过以上2 工厂数据比对,得出电流效率低、直流电耗增加的原因为a.成品碱流量计计量问题,希望通过纠正计量器来排除这一可能因素;b.阴极循环量不足导致碱产量不足。
3 结语
在零极距离子膜电解槽初始运行阶段,细节管理也非常重要。工艺管理要细致化,从盐水质量、纯水质量、高纯盐酸质量、反向电流的克服、工艺指标的控制等细微处着手,通过精细管理来提高电流效率,降低直流电耗,延长电解槽设备、垫片、离子交换膜、单元槽框等寿命。
[1]隋 燕.浅议影响离子膜电解槽电流效率的因素.广州化工,2014(2):140-141.