火箭发射架下筒体的工装设计*
2015-06-14杨炳华
□ 杨炳华
新疆维吾尔自治区人工影响天气办公室 乌鲁木齐 830002
火箭发射架的主支撑机构由上筒体、俯仰装置、方位转盘、下筒体、三角支撑架组成。下筒体是火箭发射架主支撑机构的重要组成部分,其上部安装方位转盘,底部与底座连接,三角支撑架的根部落在下筒体上,顶部在非作业状态时起着固定火箭发射架定向器的作用(见图1)。由于制作工序繁多,下筒体生产要达到设计精度并一次性组装成功,有相当的难度。早期生产发射架时,采用手工制作,各部件尺寸和精度达不到技术要求,给组装造成困难,有时需要多次返工,材料浪费较大,且耽误了工期。
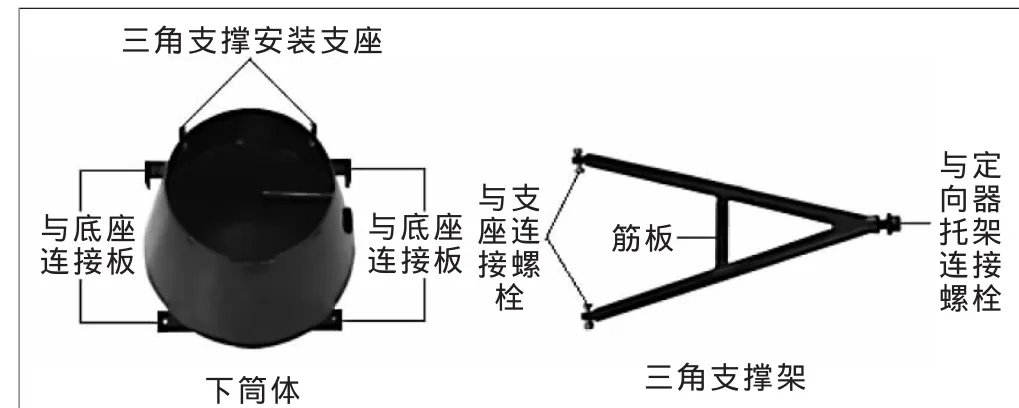
▲图1 下筒体、三角支撑架实物图
为此,笔者设计了下筒体与三角支撑架加工的相关工装,并利用这些工装完成了下筒体和三角支撑架的生产。在方便制作的同时,节约了成本,减少组装工时,保障了装备作业的产品质量,促进了科研成果的转化。
1 工装设计
1.1 下筒体
下筒体为下大上小的圆锥筒,用两块2.5mm厚的扇形钢板卷焊而成。
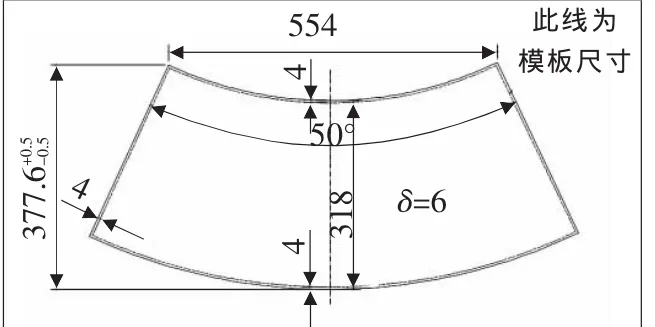
1.1.1 下筒体落料模板
根据下筒体的尺寸和外形结构,计算和设计出扇形落料模板,如图2所示。
根据落料模板进行仿形切割落料,保证下筒体的几何尺寸和形状。
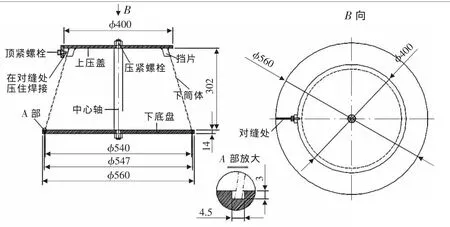
1.1.2 下筒体校型及对缝焊接夹具
下筒体校型及对缝焊接夹具由上压盖、中心轴和下底盘组成。上压盖为一个12mm厚的圆钢盘,中心开孔,其下表面焊一圈挡片,边缘有一个顶紧螺栓;下底盘为一个14mm厚的圆钢盘,中心开孔,边缘有一圈凹槽,中心轴安装在上压盖和下底盘的中心孔中,通过压紧螺栓可以调整上压盖和下底盘的间距,设计如图3所示。
按图2的模板落好料后,先把两个扇形片的一边对齐焊接完毕,在卷板机上逐渐卷成锥状,点焊牢固形成一个圆锥筒。然后放在图3所示的下筒体焊接夹具中,下筒体的上端面卡进上压盖的挡片与顶紧螺栓之间,旋紧顶紧螺栓;下筒体的下端面装在下底盘的凹槽中,对其进行整形处理,达到精度要求后,再旋紧上压盖的压紧螺栓,使下筒体的侧缝对齐,对侧缝进行焊接。
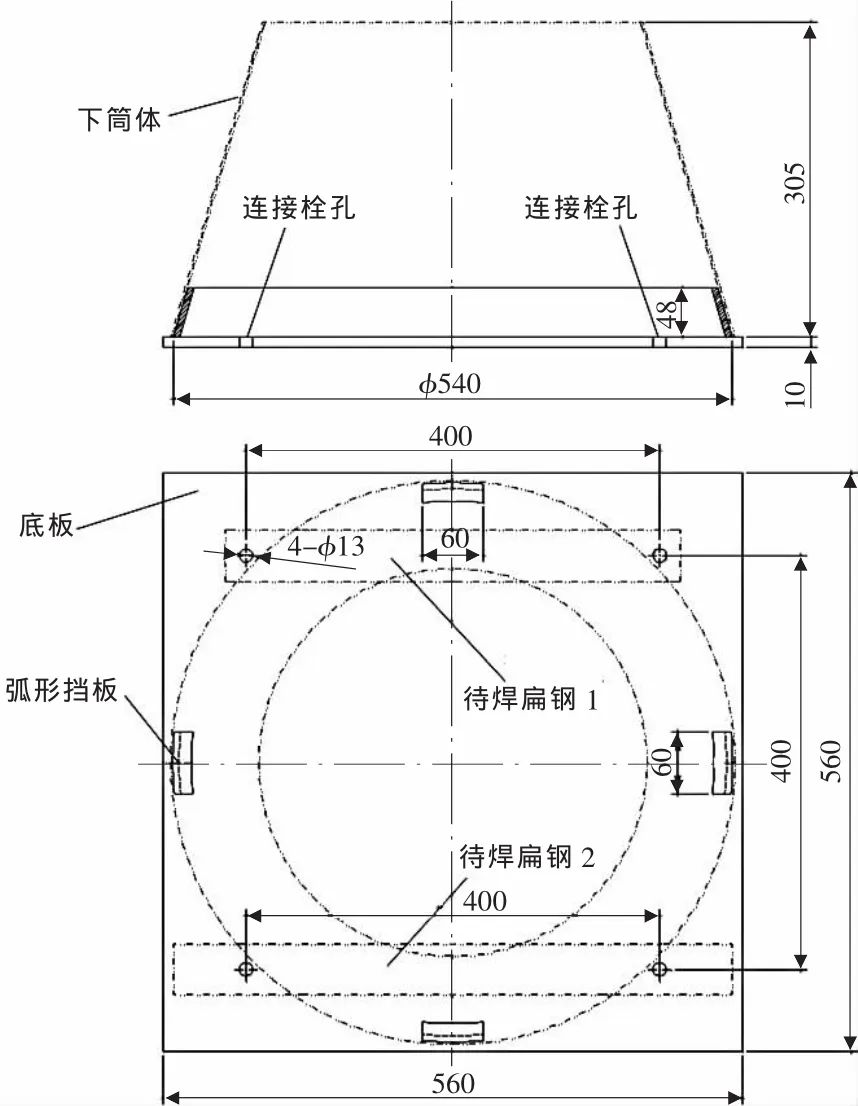
1.1.3 下筒体连接板焊接夹具
下筒体的最下部要焊两根扁钢,每根扁钢上各有2个与底座连接的安装孔,这两根扁钢起着与底座连接作用。
下筒体连接板焊接夹具由一块560mm×560mm×10mm的钢板制作,钢板边缘正对十字中心线的位置焊接4块弧形挡板,在钢板中按400mm×400mm的间距钻4个φ13mm的孔,如图4所示。
采用图4所示的下筒体连接板焊接夹具,可以保证连接板位置的准确,同时使其正确焊接在锥筒的中心线上。
▲图2 下筒体落料模板设计图
▲图3 下筒体对缝焊接夹具设计图
▲图4 下筒体连接板焊接夹具设计图
使用时,先将待焊接扁钢1和2用螺栓连接在底板上,紧挨底板上4块弧形挡板的外侧面压进下筒体的下边,此时下筒体扣在底板上,逐一完成待焊接扁钢1和扁钢2与下筒体的焊接,最后卸去连接螺栓。下筒体连接板焊接夹具的使用,保证了连接板位置的准确,同时使下筒体在焊接过程中不变形。
1.2 三角支撑架
三角支撑架下部用螺栓连接在下筒体的两个支座上,上部与火箭发射架定向器托架进行连接,在行军状态时起着固定火箭发射架定向器的作用。
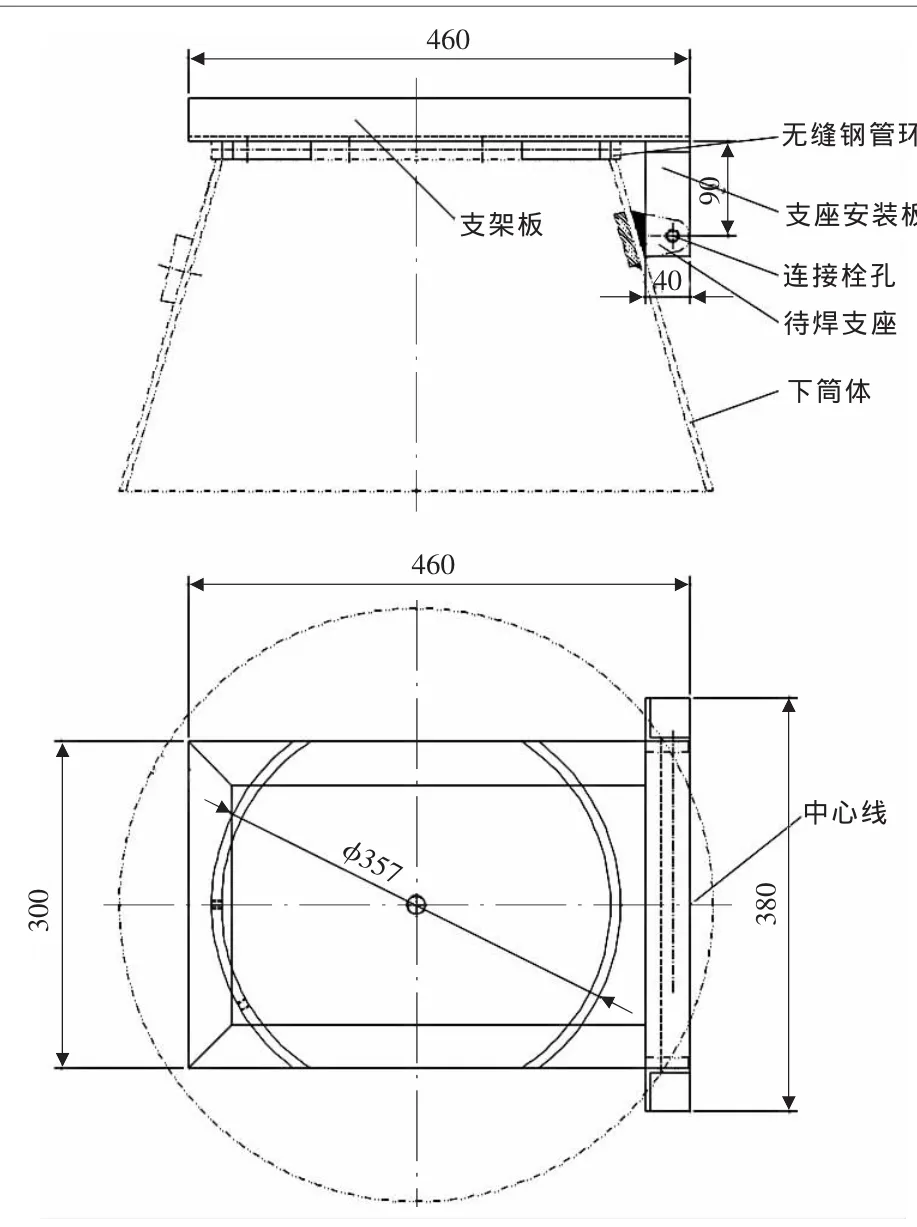
1.2.1 三角支撑架支座定位焊接夹具
两个支座要焊接在下筒体的锥筒表面,支座的水平位置和垂直位置必须准确。用4根扁钢为支架板焊接成一个矩形框,较长一根支架板的中央有一根中心线,其两头焊接2根支座安装板,板中有连接栓孔(见图5)。
焊接时,先将夹具套装在下筒体的顶部无缝管环上,旋转至发射架定向器0°位置(两个支座的水平中心点)与夹具的中心线对齐,把两个待焊支座用螺栓固定在夹具的连接栓孔中,按此位置完成支座的定位焊接,最后卸去两个固定螺栓。
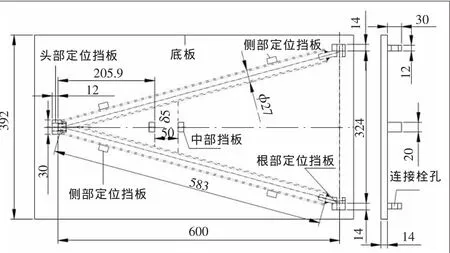
1.2.2 三角支撑架焊接夹具
三角支撑架用两根钢管焊接制作,关键是要保证上部定位平面和下部开叉两个连接头部的中心距离,同时下部开叉两个连接头的跨距能够保证。
在一块660mm×392mm×14mm的钢板上,按三角支撑架的几何尺寸,焊接2块根部定位挡板、4块侧部定位挡板、2块中部定位挡板和1块头部定位挡板(见图 6)。
焊接时,先把两个带孔的连接平键条折弯成一定角度,紧贴在夹具底部的两个根部定位挡板上,用螺栓固定;其次把下好料的钢管套在连接平键条上,再把两根钢管头部顶在头部定位挡板上,两根钢管的外部紧靠侧部定位挡板,连接筋板放在中部定位挡板之间。所有零件放置到位后,对其各接头部位点焊完,包括中间的连接筋板,最后从夹具上取下三角支撑架,进行满焊焊接工序,完成三角支架的制作。
▲图5 三角支撑架支座定位焊接夹具
▲图6 三角支撑架焊接模具
2 结束语
本文根据下筒体和三角支撑架的结构特点设计制作了完整的生产工装夹具。下筒体各主要零部件的生产制作,均采用了相关夹具。夹具设计实用,定位精度高,使用起来可以大大提高工效。虽然说下筒体和三角支撑架的结构相对简单,制作有一定的难度,但以上夹具经过使用,均达到了设计要求,具有较高的应用价值。
[1]实用机械设计手册编委会.实用机械设计手册[M].北京:机械工业出版社,2008.
[2]陈宏钩.机械加工常用标准便查手册[M].北京:中国标准出版社,2006.
[3]陈光学,王铮.人工影响天气作业方法及设备[M].北京:中国宇航出版社,2002.
[4]杨炳华,魏旭辉,王星钧,新疆人工增雨防雹作业装备使用与维护[M].北京:气象出版社,2014.