局部渗铜对粉末冶金锥环性能的影响
2015-06-11高源
高源
摘 要:渗铜工艺可以减小烧结产品的孔隙度,且金属铜和烧结材料基体相互合金化,从而显著提高产品的力学性能。本文选用粉末冶金锥环为骨架,铜为熔渗剂,对其进行局部渗铜烧结。通过对产品密度、表面硬度的测量及对比,研究渗铜量及基体密度的变化对零件性能的影响。
关键词:渗铜;密度;表面硬度
粉末冶金锥环是汽车结构中的关键零件,其销孔位置在该零件工作中起着重要的作用,不仅在尺寸上有着严格的要求,其强度要求也高于零件其它位置。密度是粉末冶金零件的关键性能指标,对零件的最终强度起着至关重要的作用。若依靠在毛坯压制时提高毛坯密度来实现提高锥环销孔性能,不仅存在技术难度,还不利于后期机械加工,因此,要单独提高销孔处的强度,局部渗铜是最佳选择。
熔渗技术用熔点比基体熔点低的金属或合金在熔融状态下充填未烧结的或烧结的制品内的孔隙的工艺方法。铜熔点1083℃, 铁熔点1538℃,两者熔点差距较大,在高出铜的熔点使铜熔化并进行熔渗作业时,基体骨架不会发生软化。铜和铁有部分互溶度,互溶度不大,不会使骨架发生故障,但对熔渗作业顺利进行却是有利的,因此铜为铁基产品最常用的熔渗剂,即我们常说的渗铜。研究表明[1],用铜或铜合金粉末对烧结钢进行熔渗能明显减少或消除烧结钢中的孔隙、提高密度、改善其力学性能和动力学性能等。渗铜处理较传统的复压复烧、粉末锻造、温压等致密化工艺具有成本低、工序简单、易调整、不需要附加新的设备和特殊的粉末,致密化效果显著等优点。[2]
渗铜方法,按零件通过炉子的次数可分为两种,即一步熔滲和两部熔渗。一步熔渗即零件一次通过炉子,在烧结的同时进行熔渗;两部熔渗即零件两次通过炉子,第一次完成烧结,第二次完成熔渗。按熔渗块在零件上的放置方式可以分为顶部熔渗、底部熔渗和从顶部和底部同时进行的熔渗。本文通过对粉末冶金锥环进行多次渗铜试验,从而分析、研究渗铜量及基体密度对渗铜烧结后锥环性能的影响,为同类产品渗铜工艺的应用提供参考。
1 实验方案
本次试验将专用渗铜粉压制成形状相同但质量不同的压坯,再分别与不同密度的锥环基体压坯进行渗铜烧结,分别进行性能测试,将测试结果对比分析。
2 实验过程
2.1 原材料:生产原材料粉末均为指定成分的外购料。专用渗铜粉及合金粉
2.2 压型:①采用YAN79Z-40B.99专用自动成型液压机,以180KN左右压制压力,压制质量分别为4g、8g、12g的渗铜片压坯各60件,压坯截面积相同,厚度尺寸因质量不同不等。②采用YAN79Z-800D专用自动成型液压机,以5800-6200KN左右的压制压力压制密度为6.6 g/cm3的基体毛坯20件,密度为6.85 g/cm3的基体毛坯30件,尺寸按照正常生产工艺执行。
2.3 烧结:①渗铜烧结方式:为一步顶部熔渗渗铜烧结,每件锥环上端面放置渗铜片数量为3个。②设备及参数:使用240连续式网带烧结炉,高温烧结温度为1110℃。
网带速度:90±1毫米/分钟。
2.4 机加:立式钻床,在渗铜位置粗钻孔,观察并记录钻孔过程的情况。
3 性能测试
3.1 根据阿基米德原理利用排水法进行密度测试。分别取渗铜位置的压坯状态、烧结状态样本,采用梅特勒电子天平进行密度测试,并记录结果。
3.2 采用洛式硬度计,硬质合金压头进行硬度测量,并记录结果。
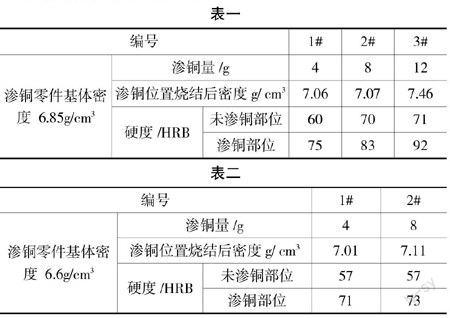
实验结果如下(见表一、表二):
表一
[编号\&1#\&2#\&3#\&渗铜零件基体密度 6.85g/cm3\&渗铜量/g\&4\&8\&12\&渗铜位置烧结后密度g/ cm3\&7.06\&7.07\&7.46\&硬度/HRB\&未渗铜部位\&60\&70\&71\&渗铜部位\&75\&83\&92\&]
表二
[编号\&1#\&2#\&渗铜零件基体密度 6.6g/cm3\&渗铜量/g\&4\&8\&渗铜位置烧结后密度g/ cm3\&7.01\&7.11\&硬度/HRB\&未渗铜部位\&57\&57\&渗铜部位\&71\&73\&]
4 实验结果分析
4.1 外观:渗铜烧结过程,铜在高出熔点温度后开始融化为液相,并利用铁基粉末冶金材料内部的孔隙,通过毛细管力将液相铜填充到铁基体, 但仍有一部分铜在融化时未能及时向下填充到基体中,而是从基体表面径向流动从而填充到基体中。所以会在渗铜位置周围留下渗铜痕迹,大小不一,以上的渗铜量均未使铜渗透整个工件,仅在上表面留下痕迹,下表面无渗铜痕迹。
4.2 密度:烧结件渗铜位置密度较基体毛坯均有很大提高,低密度基体毛坯在烧结过程中形成的孔隙要大于高密度压坯,更有益于液相铜的渗入。相对于高密度基体毛坯而言,低密度基体毛坯在渗铜烧结后密度增长幅度更大。
4.3 硬度:渗铜烧结后,渗铜位置的硬度较未渗铜位置的均有所提高。高密度基体渗铜12g时硬度提高最多。
4.4 渗铜后由于铜为软质相,机加工性能较铁稍差,所以在后期销孔加工时渗铜位置与未渗铜位置相比较费,前者更费刀具,光洁度也稍差。
4.5 由铁铜相图可知,高温时铜在铁中的固溶度约为8%左右,渗铜后冷却的过程中由于冷却速度不可能达到平衡冷却的条件,所以到室温时还有一定量的铜固溶在铁基体中,从而对铁基体起到固溶强化的作用,所以渗铜后零件渗铜处强度要高于未渗铜的。
5 小结
随着粉末冶金技术的发展,粉末冶金结构件在各行业的应用越来越广泛。同时,对粉末冶金零件性能的要求也越来越高,渗铜是消除或减少其残留孔隙,获得高致密性、高性能粉末冶金零件的最有效途径。本文旨在为铁基粉末冶金件渗铜工艺的广泛应用提供参考。为满足产品性能要求,可根据实际情况调整渗铜量、渗铜方法、烧结温度等参数,从而将渗铜法灵活地运用在不同的产品中去。
参考文献:
[1]韩凤麟. 粉末冶金零件设计与应用必备[M],2001
[2]王林山,汪礼敏,徐景杰,张景怀.熔渗剂成分对烧结钢渗铜性能的影响[J].粉末冶金材料科学与工程,2010,15(5).
