09MnNiDR钢在球罐中的应用*
2015-06-11赵庆滨
赵庆滨
(兰州兰石重型装备股份有限公司,甘肃兰州 730314)
0 引言
随着石油化工行业的发展,盛装低温介质的压力容器也日益增多,低温乙烯球罐就是其中之一。低温乙烯球罐是乙烯裂解装置中关键的存储设备,使用时操作压力高、温度低、安全性要求高。这使乙烯球罐在设计、选材、制造、施工等方面存在诸多技术难题。现以某公司制造的2 000 m3-70℃09MnNiDR(δ=56 mm)低温乙烯球罐为例,简单介绍一下该材料在球罐产品中的应用,为今后推广09MnNiDR用于球罐制造提供帮助。乙烯球罐主要设计参数及结构如表1。
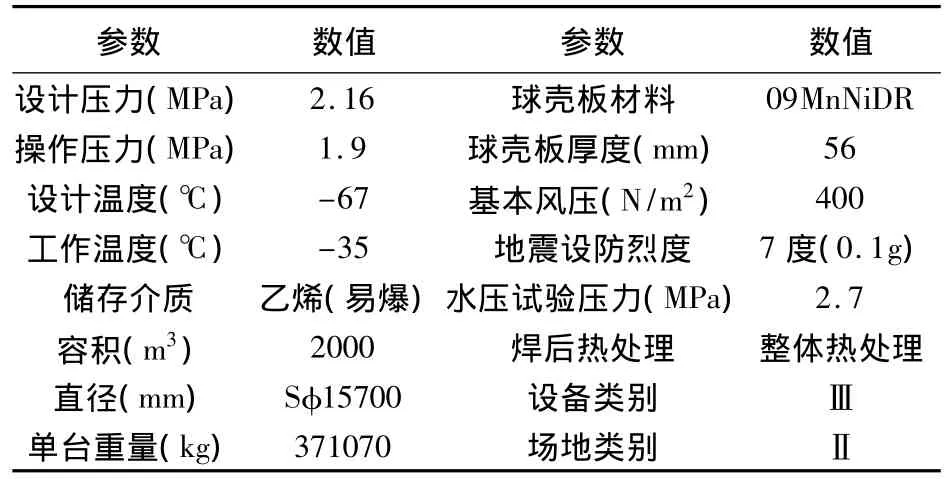
表1 乙烯球罐主要设计参数
2 000 m3低温乙烯球罐结构为三带十柱混合式结构,罐体分为赤道带、上极带和下极带,分别由20张赤道板、2张极中板、4张极侧板、8张极边板组成。
球壳板材料为具有-70℃低温冲击韧性的09MnNiDR钢板,接管凸缘材料为与球壳板材料相匹配的09MnNiD锻件。对56 mm厚的09MnNiDR球壳板和09MnNiD锻件的焊接进行了焊接工艺评定,制定焊接工艺规范,顺利完成了低温乙烯球罐的制造。
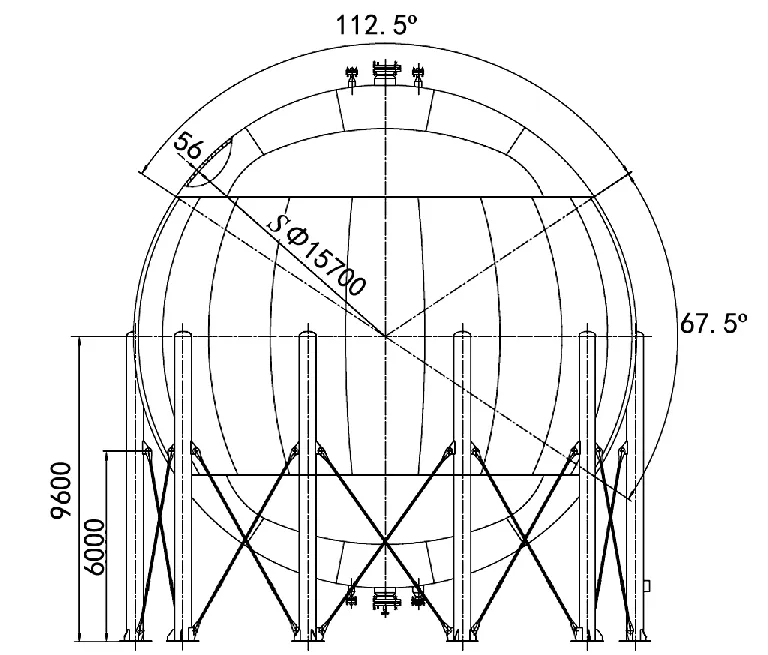
图1 乙烯球罐结构详图
1 材料性能
1.1 钢板、锻件
对于应用于-70℃低温乙烯球罐09MnNiDR钢板和09MnNiD锻件进行模拟焊后热处理状态下的的化学成分和力学性能的技术要求和复验结果分别见表2~5。

表209 MnNiDR钢板化学成分(熔炼分析) /wt%
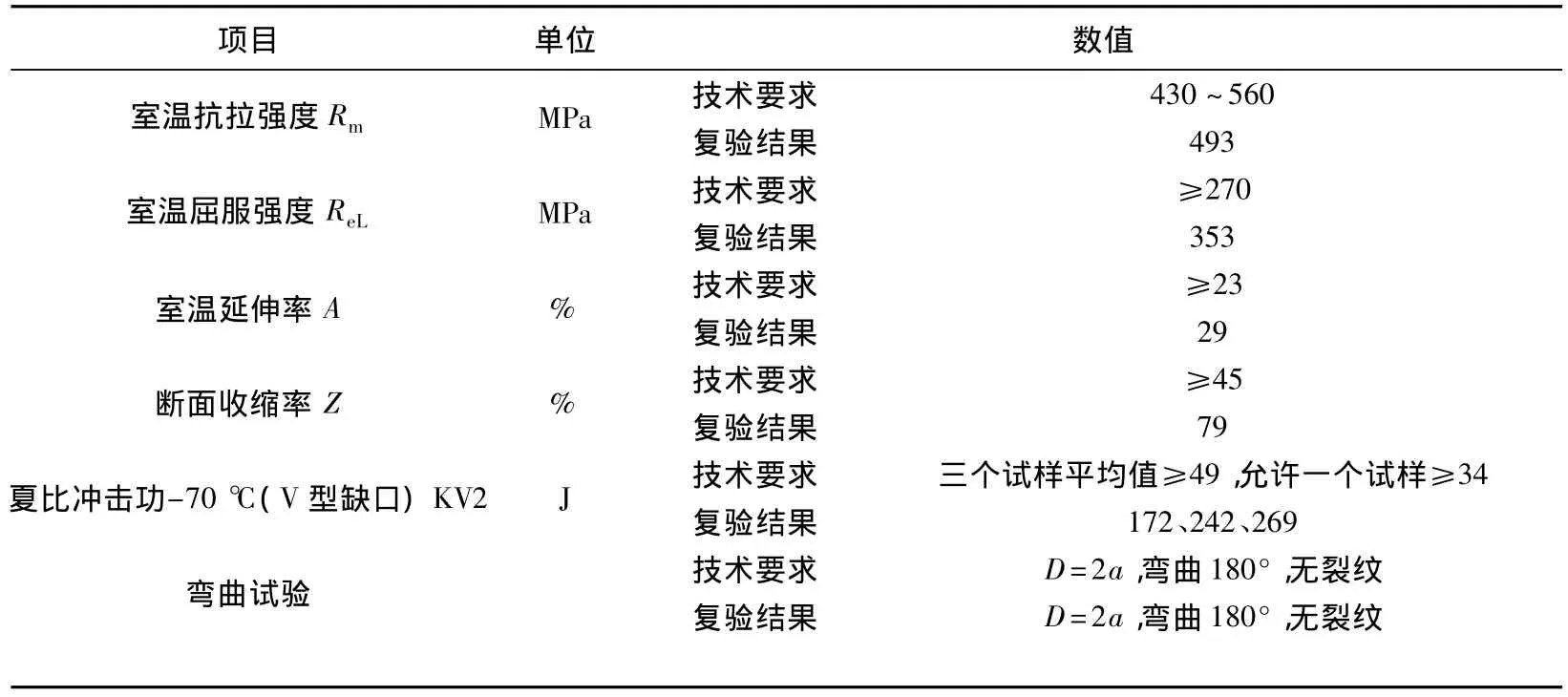
表309 MnNiDR钢板力学性能
钢板供货状态为正火+回火态。

表409 MnNiD锻件化学成分(熔炼分析) /wt%
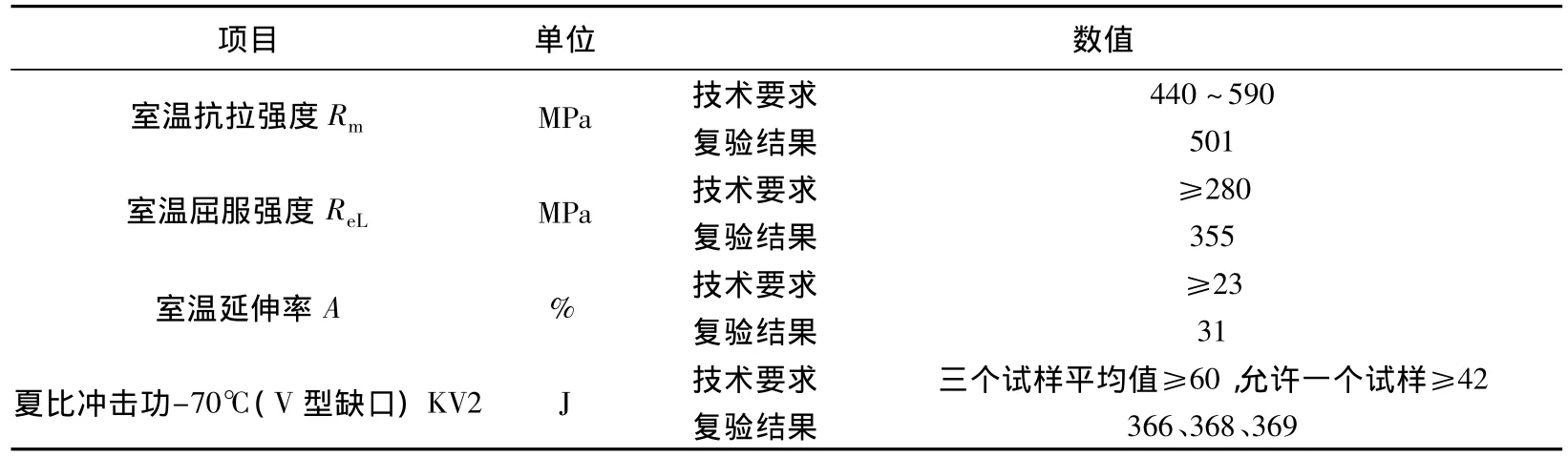
表509 MnNiD锻件力学性能
锻件以淬火+回火(调质)热处理状态供货,其中回火温度≥620℃。
1.2 焊 条
根据低温球罐焊接接头要求等屈服,等强度和等韧性的指导原则,接管凸缘与球壳板的对接接头采用国内唯一与09MnNiD钢相匹配的W707DR高韧性低氢型焊条。W707DR焊条经模拟焊后热处理熔敷金属的化学成分及力学性能详见表6及表7。

表6 焊条熔敷金属的化学成分(wt%)
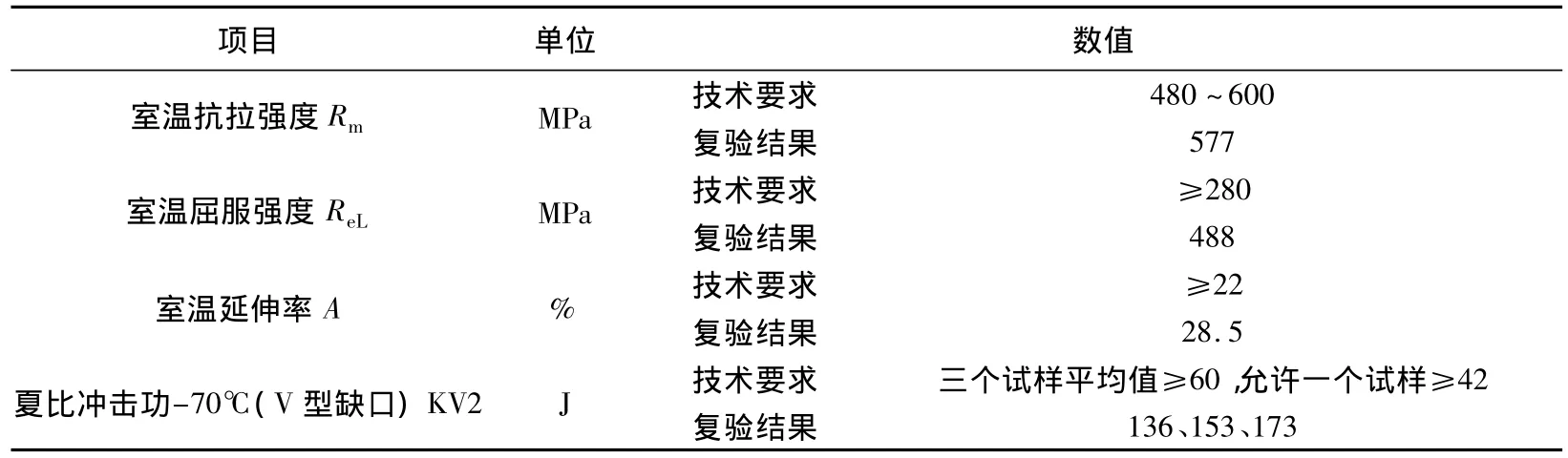
表7 焊条熔敷金属力学性能
由于球罐安装现场施焊环境较差,以及施工单位对所采购的焊条质量不够重视等因素的影响,为保证焊接质量,对W707DR焊条熔敷金属的扩散氢含量进行复验,按 GB/T3965标准中的甘油法进行,以[H]≤4.0 ml/100 g为合格。
2 焊接工艺评定
球罐产品正式焊接前进行焊接工艺评定试验。评定试板用料一块采用09MnNiD锻板,另一块取自球壳板用09MnNiDR钢板。试板尺寸 600×150×56mmm。坡口采用不对称X型,进行焊条电弧焊焊接,焊条为 W707DR(φ4.0),焊接电流为 140 ~170A,焊接速度≥150mm/min,最大线能量18 kJ/cm。焊后进行了580±15℃保温2.5hr的消除应力热处理,并按NB/T47014-2011标准对焊接接头进行了拉伸、弯曲试验、冲击试验等,其结果见表8。

表8 焊接工艺评定试样力学性能
3 产品焊接
焊接工艺评定合格后,编制详细的焊接工艺规范,指导球罐的正式焊接。W707DR焊条使用前须经350~400℃烘干1~2 h,然后置于恒温箱内,取用时使用焊条保温筒。保温筒内的焊条须在4 h内用完,否则应重新烘干。烘干次数超过2次的焊条不得用于球壳板的焊接。
人孔、接管均采用凸缘结构,与球壳板之间形成嵌入式对接连接,其焊缝坡口形式与球壳板相同,采用不对称X形。焊前预热温度≥130℃,预热应均匀,预热宽度为焊缝中心两侧各170 mm。焊接过程中注意控制层间温度≤200℃。赤道板与上段支柱安装时,注意测量支柱的垂直度。焊接前球壳板做好防变形支撑,焊接完成后测量球壳板的曲率、几何尺寸等,当变形量有超差时,重新修校球壳板。人孔、接管与极中板的焊接以及上段支柱与赤道板焊接在制造厂内完成,焊接位置为平焊。球壳板与人孔、接管及支柱的连接焊缝焊后立即进行后热消氢处理,后热规范200~250℃×2hr。09MnNiDR球壳板不得采用硬印标记,不得在焊接接头附近敲打焊工钢印,采用油漆喷涂的方式标识球壳板。
球壳板与人孔、接管及上段支柱组焊成部件后以架装形式发运到安装现场,下段支柱及拉杆等附件集束捆扎裸装。
现场组焊时球壳板的焊接位置为全位置焊,故W707DR焊条进行全位置焊接,采用直流电源,直径φ4的焊条在平焊、横焊时焊接电流为140~170 A,立焊、仰焊时焊接电流为130~160 A,焊接速度≥150 mm/min,焊接线能量12~30 kJ/cm。
球罐安装现场施焊环境存在雨雪天、风速超过8 m/s、相对湿度在80%以上,温度在-5℃下任一情况,不得施焊。球罐焊接顺序和焊工配置应有利于减少焊接变形和残余应力。焊接时要求对称施焊,每个焊工的焊接速度尽量一致,施焊顺序先焊纵缝后焊环缝,外部焊缝全部焊完后,内部清根并经渗透检测合格后再焊接内部焊缝。09MnNiDR球壳板焊接前预热温度不应低于130℃,预热应均匀,预热宽度不小于170 mm,焊接层间温度不宜大于180℃。W707DR焊条采用直流电源,进行全位置焊接。
4 焊接试板
球罐产品按要求制备凸缘锻件与极中板的焊接试板,焊接试板用料一块从09MnNiDR球壳板的气割余料上制备,另一块采用09MnNiD锻板,锻板与凸缘锻件同炉号、同热处理状态和同厚度,坡口形式、施焊工艺采用与产品焊接相同的焊接工艺规范。试板焊后进行580±15℃×2.5hr的模拟焊后热处理,热处理后焊接试板力学性能见表9。
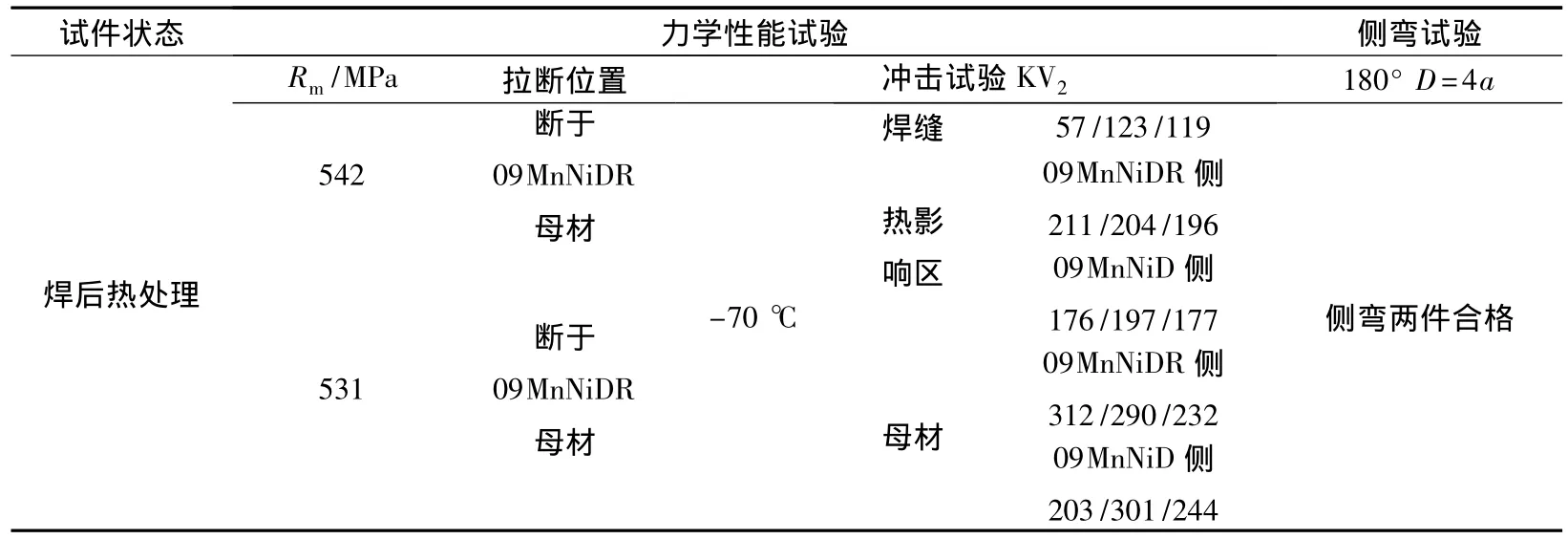
表9 焊接试板力学性能
5 现场组装
大型球罐由于结构特点,需在用户现场完成球壳板的组装及后序工作。
5.1 球罐零部件的检查和验收
球壳板坡口磁粉检测抽查,抽查数量不少于球壳板总数的30%,并应覆盖到每个规格的球壳板,磁粉检测按JB/T4730.4标准,Ⅰ级合格。
球壳板应进行全面积超声检测抽查,抽查数量不少于球壳板总数的40%,抽查包括全部上、下极板和与支柱连接的赤道板,超声检测按JB/T4730.3标准,Ⅰ级合格。
球壳板逐张进行测厚检查,每块球壳板测量不少于9点,球壳板的实测厚度不小于名义厚度减钢板负偏差。每块球壳板均进行曲率、几何尺寸、坡口质量、机械损伤情况检查,检测结果应符合相应标准的规定。
5.2 球壳板组装
组装前应按GB50094的要求对球罐基础进行检查和验收。地脚螺栓采用二次灌浆固定,支柱底板须紧贴基础,以保证各支柱受力均匀。基础检查合格后,画出中心圆,以便使支柱安装在准确位置。支柱安装前在滑动底板上涂润滑脂。
首先将下极板吊装安放在基础中心圆内,并将方位基本找准。然后先吊装第一块带支柱的赤道板,用经纬仪测量,并调整好支柱及赤道板的垂直度,将支柱底板固定,用钢丝绳沿径向拉紧。然后依次吊装其它带支柱的赤道板,按同样方法调整和固定,然后安装并拉紧柱间拉杆。搭设外脚手架,高度低于赤道板上端口700 mm左右。吊装一块不带支柱的赤道板,插入两块已安装就位带支柱赤道板之间,使对中板靠紧,用卡具固定。按上述程序依次吊装其余不带支柱的赤道板,使之组装成环带,调整赤道板的间隙、错边量、角变形及上口水平度、椭圆度。而后吊装进行下极带板安装,吊装下极带极侧板、极边板和极中板,极带板之间也用卡具组装连接,调整组对间隙、错边量和角变形。按同样方法吊装上极带边板、侧板和极中板,调整组对间隙、错边量、角变形以及椭圆和直径符合要求后点焊。组装好的赤道板、极带板进行全方位的检查测量,各部位间隙、错边量、角变形、直径、圆度满足要求后,在内侧进行定位焊。球壳板组装过程中,不得采用强力组对。
球壳板组装完成后,进行附件的安装。焊接完成后,检查棱角、球壳两极间及赤道带截面的内直径、支柱垂直度等几何尺寸。
6 无损检测
球罐组装组焊完毕,焊缝表面的形状尺寸及外观检查合格后,进行无损检测。射线和超声无损检测在焊接结束36 h后进行。球壳对接焊缝焊后(整体热处理前)除应进行100%射线检测或100%衍射时差法(TOFD)超声检测外,还应进行100%超声检测。在热处理后和水压试验后再分别进行一次超声检测。球罐整体热处理前后和水压试验后,分别对球壳板上的所有焊接部分(包括对接焊缝的内外表面、角焊缝、工卡具清除后的焊接痕迹及其热影响区)进行表面100%磁粉检测。
7 焊后整体热处理
09MnNiDR钢制球罐在无损检测合格后进行整体热处理。球罐的热处理采用高速喷嘴内部燃烧法,热处理前将球壳板焊接试板放置在热处理过程中高温区的外侧。加热系统事先调试合格,除人孔外的其余的管口采用盲板封堵,采取防风、防雨、防火和防停电等预防措施。
焊后整体热处理工艺温度为580±15℃,恒温时间2.5小时,当温度处于400℃以上时,升温速度控制在50~80℃/hr,球壳表面上任意两测温点的温差不得大于120℃。降温时降温速度控制在30~50℃/hr,当温度达到400℃以下时自然冷却。热处理时保温层应紧贴球罐表面,局部间隙不得大于20 mm。球罐的人孔、接管、连接板以及从支柱与球壳连接焊缝的下端算起向下至少1 000 mm长度范围内均应进行保温。恒温过程中,保温层的外表温度不得高于60℃。
热处理前在支柱底板下部设置移动装置,热处理过程中监测柱脚位移,并按计算位移及时调整柱脚位移,温度每变化100℃调整一次。热处理后测量并调整支柱的垂直度。
8 水压试验
球罐热处理合格后进行水压试验,水压试验旨在验证球罐的强度及泄露情况。试验用水温≥5℃,试验步骤按GB12337标准的要求进行。球罐在充、放水过程中,应在充水前、充水高度到1/3球罐内径时、充水高度到2/3球罐内径时、充满水24 h后及放水后对基础的沉降进行观察。每个支柱基础均需测定沉降量,各支柱基础应均匀沉降,任意支柱基础沉降差不大于3 mm。
9 球罐防腐
球罐水压试验合格后,球壳外表面及支柱表面进行除锈处理,除锈等级达到SH3022-2011标准中的Sa2.5级。球罐表面处理合格后,外表面涂冷底子油2道,干膜厚度大于0.2 mm。球罐制造完毕后交由用户使用,开车后球罐运行良好。
10 结语
09MnNiDR用于低温乙烯球罐的制造是近年来球罐类压力容器向低温方向发展的趋势。09MnNiDR球壳板、09MnNiD锻件与W707DR焊条的匹配,通过控制焊前预热温度、层间温度及热输入,在球罐安装现场恶劣的施焊环境下,经热处理后的各项力学性能及低温冲击韧性在全位置焊接时均能满足要求。2000 m3低温乙烯球罐的成功制造,为今后大力推广该材料在球罐上的应用积累了经验。
[1] 秦晓钟.-70℃低温压力容器用钢[J].压力容器,2000(1):150-153.
[2] 王元华.09MnNiDR 钢的焊接[J].甘肃科技,2007(8):27-28.
[3] 刘海清.09MnNiDR 钢焊接试验[J].焊接技术,2003(10):56-59.
[4] TSSG R0004-2009.固定式压力容器安全技术监察规程[S].
[5] GB12337-1998.钢制球形储罐[S].
[6] GB50094-2010.球形储罐施工规范[S].
[7] GB3531-2008.低温压力容器用低合金钢钢板[S].
[8] NB/T47009-2010.低温承压设备用低合金钢锻件[S].
[9] NB/T47016-2011.承压设备焊接试件的力学性能检验[S].
