基于ServoWorks的全软件四轴联动电火花加工数控系统研究与开发*
2015-06-09张亚强毕俊喜薛志安
张亚强,毕俊喜,薛志安,刘 斌
(内蒙古工业大学机械学院,内蒙古呼和浩特 010051)
基于ServoWorks的全软件四轴联动电火花加工数控系统研究与开发*
张亚强,毕俊喜,薛志安,刘 斌
(内蒙古工业大学机械学院,内蒙古呼和浩特 010051)
通过对ServoWorks MC-Quad系统和电火花加工原理的分析,依据Soft Servo System公司提供的SDK开发包在VB6.0上进行软件二次开发,完成了基于ServoWorks的全软型四轴联动电火花加工数控系统的开发,并在实际四轴联动电火花机床上进行试验,达到了预期的效果。
ServoWork MC-Quad;软件开发包;电火花加工;VB6.0
0 引 言
电火花加工数控机床是可加工表面形状复杂、材料特殊的关键零部件。电火花加工数控系统的发展经历了从简单数控到计算机数控,从PC机和单片机实现到PC机实现的道路[1]。在 Windows平台上开发数控系统是目前数控系统发展的一个潮流,可以充分利用PC的软硬件优势以及开放性体系结构,来实现数控系统的开放性、模块化和灵活性等特性。
1 ServoWork MC-Quad系统介绍
SoftWorks CNC是由美国Soft Servo System公司开发的纯软件开放式数控系统。ServoWork MCQuad是SoftWorks CNC系列中的一个软件,可满足4轴通用CNC的应用。作为一款专门为不需要主轴功能的CNC机械而设计的控制系统,MC-Quad可以用于焊接机器、铣床和激光切割机[2],也可以根据客户的定制用于弯曲、冲压、成型、测量和电火花加工。
ServoWork MC-Quad系统无需运动控制卡即可完成任务传输,通过计算机CPU的强大功能,完成全部所需的实时伺服控制和CNC任务包括反馈回路,G代码处理和PLC,图形用户界面和网络通讯等。图l为ServoWork MC-Quad配置结构图。

图1 ServoWork MC-Quad配置结构图
DX-110A为数控系统接口模块。IX-320是数字输入输出模块,可外接分线器和继电器模块。工控机和伺服驱动器之间通信用EtherCAT。EtherCAT的分布时钟(DC)可使所有EtherCAT设备使用相同的系统时间,从而控制各设备任务的同步执行,分布时钟技术使轴的同步偏差小于1 μs。故可满足电火花加工数控机床的精度要求。
2 SoftWorks MC-Quad软件二次开发
ServoWorks MC-Quad系统二次开发的主要工具是ServoWorks Develop Kid(SDK),SDK/MDK开发套件包括:应用软件接口模块库(SWAPI/MAPI),SWAPI/MAPI源代码,Simulator,例程源代码等。Ser-voWorks MC-Quad系统二次开发主要有两种方式:①修改源程序代码。该方法难度较大,需要对软硬件都十分了解;②利用Soft Servo System公司提供的SWAPI/MAPI和PLC编程语言来开发。SWAPI有63个函数,主要功能为:系统参数初始化和设置、运动方式控制、系统反馈和获取I/O命令等。
2.1 系统主界面
通过运用Soft Servo System(3S)公司提供的ServoWorks Develop Kid(SDK)软件开发包,在VB6.0环境中对原有的数据系统进行二次开发,可获得符合要求的操作界面。图2为SoftWorks MC-Quad软件主界面。
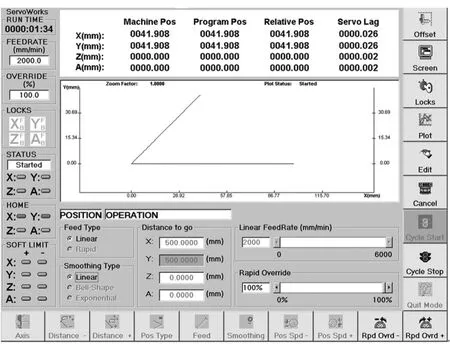
图2 ServoWork MC-Quad系统主界面图
2.2 系统软件设计
四轴联动电火花加工数控系统软件必须完成管理和控制两大任务,软件的管理模块包括:初始化模块、运动引擎、状态显示、程序编辑、参数设置和故障诊断;软件的控制模块包括:运动操作方式、I/O控制、伺服驱动模块、过程实时监控、程序预处理、滤波模块和插补运算。系统软件的功能模块如图3所示。
整个系统具有友好的人机界面。在“参数设置”模块中,可以设定加工的参数,如脉冲电源参数,加工深度等。加工过程有手动、自动两种方式可供选择。手动加工可完成轴的点动、连动进退及轴的顺逆转。自动加工则根据间隙放电状态检测自动完成上述功能并动态显示加工数据。同时,在系统运行过程中,实时显示加工位置值、控制参数。
3 部分功能模块介绍
3.1 初始化通讯模块
初始化通讯模块是为了建立用户界面和 ServoWorks实时模块之间的联系模块。首先,调用ServoWorks APIs中的函数 sssOpenDevice()打开 ServoWorks MC-Quad运动控制器驱动程序;接着,调用函数sssInstallDrives()装载ServoWorks RTX引擎内核;随后,调用sssOpenDrives()在ServoWorks RTX模块中建立IPC(内部进程通信)通道;最后,调用函数sssStartInterrupt()激活 ServoWorks控制硬件,启动ServoWorks CNC引擎的通讯和对ServoWorks控制硬件做出响应。初始化完整流程图如图4。

图3 四轴联动电火花加工数控系统功能模块简图

图4 初始化流程图
退出应用程序时,调用函数sssCloseDevice()关闭运动控制器,调用函数sssRemoveDevice()将引擎从RTSS进程中卸载[5]。
3.2 状态显示模块
软件中状态显示模块由坐标信息模块和辅助信息模块两部分组成。坐标显示模块可实现界面实时显示编程坐标和机床坐标,并可通过监视伺服轴的运动状态,来了解加工情况,调整加工方法。
辅助信息模块包括:轴状态显示和I/O状态显示。轴状态显示可实时显示:轴是否回零、轴是否到达限位处、驱动器是否报警等;I/O状态显示实现了对FP-90和DC-120模块的I/O口的实时监视。可通过辅助信息模块达到对机床的实时监控,为实时操作和故障诊断提供了可能,让系统更人性化。


4 总 结
在数控特种加工机床中,数控电火花加工机床(NCEDM)占据主导地位[5]。但是目前国内尚未有全软型的电火花加工数控系统。运用纯软件CNC研究出的四轴联动电火花加工数控系,具有运行稳定、精度高、界面友好、开发周期较短和系统内核升级方便等特点[6],为ServoWorks CNC在实际四轴电火花加工机床上的应用奠定了理论基础,具有一定使用价值。与传统的电火花加工数控系统相比,ServoWorks MC-Quad实现了控制器的PC化和控制方案的软件化,具有较高的性价比和很好的发展前景。
[1] 刘 军,崔 红,金元郁.电火花机床计算机数控系统的设计[J].机械设计与制造,2006(3):22-23.
[2] 黄书鸣.全软件数控系统[J].山东机械,2005(4):49-62.
[3] 林万强.KT600—基于光纤伺服总线的开放式数控系[J].制造技术与机床,2008(11):139-140.
[4] Soft Servo System,Inc.ServoWorks API(API)Reference Manual [Z].2013.
[5] 陈德忠.数控电火花加工机床当前几个值得关注的问题[J].世界制造技术与装备市场,2012(4):48-50.
[6] 白晓灿,陈永明.纯软件开放式数控系统在桥切机数控化改造中的运用[J].机电工程技术,2010(6):113-114.
′Research and Development of the All-Software Four-Axis Linkage CNC EDM System based on the ServoWorks
ZHANG Ya-qiang,BI Jun-xi,XUE Zhi-an,LIU Bin
(Mechanical Engineering Institute,Inner Mongolia University of Technology,Hohhot Inner Mongolia 010051,China)
Through the analysis on principles of the ServoWorks MC-Quad system and the electrical discharge machining,the secondary development of software is realized on the basis of SDK kit in VB6.0 which is provided by Soft Servo System Company,and the research and development of the all-software four-axis linkage CNC EDM system is completed.Finally,the software is tested in the actual four-axis EDM,thus the expected effect is achieved.
Servo Work MC-Quad;SDK;electrical discharge machining(EDM);VB6.0
TG659
A
1007-4414(2015)05-0224-03
10.16576/j.cnki.1007-4414.2015.05.083
2015-08-09
内蒙古人才开发基金、内蒙古自然科学基金资助(编号:2012MS0731),内蒙古工业大学机械学院自制实验设备项目
张亚强(1990-)男,内蒙古呼和浩特人,研究生,研究方向:数控技术。
