珩磨网纹完整性工艺应用研究*
2015-06-09杨守军马洪侠陈政弘唐灵聪李红旗王瑞平
杨守军,马洪侠,陈政弘,唐灵聪,李红旗,王瑞平,2
(1.宁波吉利罗佑发动机零部件有限公司,浙江宁波 315336;2.浙江吉利罗佑发动机有限公司,浙江宁波 315800)
珩磨网纹完整性工艺应用研究*
杨守军1,马洪侠1,陈政弘1,唐灵聪1,李红旗1,王瑞平1,2
(1.宁波吉利罗佑发动机零部件有限公司,浙江宁波 315336;2.浙江吉利罗佑发动机有限公司,浙江宁波 315800)
缸孔是发动机燃烧室的心脏部件,引导活塞做往复直线运动。缸孔表面网纹的质量直接影响着发动机排放和使用性能。珩磨是加工缸孔内表面网纹的重要手段之一。表面网纹参数与进给速度、转速、砂条数量、越程量等息息相关。在其他条件均固定的前提下,研究越程量对网纹完整性的影响。结果表明:当越程量L0在一定范围时网纹具备完整性,当越程量L0=28.791时,多次冲程轨迹重复,缸孔表面存在未加工区域,网纹不完整。提出的计算方法可用于指导网纹质量调整。
筛分机;发动机;珩磨;网纹
0 引 言
随着世界环境的恶化,人民的环保意识日益加强,因此各国对排放的要求越来越高[1],汽车作为全世界主要的交通运输工具,其排放备受业界关注,气缸套缸孔珩磨机技术应运而生。随着科学技术的发展,国内外珩磨机技术也有原来的传统珩磨、平台网纹珩磨扩展到超声波珩磨、激光珩磨等[2]。
珩磨是磨削加工的特殊形式,又是精加工中一种高效加工方法。这种工艺不仅能去除较大的加工余量,而且是一种提高零件尺寸、几何形状精度和表面粗糙度的有效加工方法[3],是汽缸体加工中必不可少的工艺技术。平台网纹珩自身具备其他珩磨技术所不具备的优点,因此其应用程度经久不衰。笔者以平台网纹珩为基础,根据实际生产中发现的问题进行深入研究,以求寻找出最佳的方案,提高平台网纹珩的网纹质量。
1 珩磨加工特点[3]
1.1 加工范围广
主要加工各种圆柱形孔(如光通孔)、轴向和径向有间断孔(如键槽孔、花键孔、盲孔等)。另外,使用专用珩磨头还可以加工圆锥孔、椭圆孔等,但由于其珩磨头的结构相对较复杂,一般不用。产品质量要求较高,去除余量较小的情况下也可使用外圆珩磨工艺珩磨圆柱体。目前国内外珩磨条使用材料为金刚石和立方氮化硼,这两种材料具有较高的硬度和耐磨性,因此珩磨几乎可以加工任何材料工件。
1.2 加工精度高
对于一些中小型的光通孔,珩磨后其圆柱度可达到0.001 mm,一些壁厚不均匀的零件(如连杆),其圆柱度可达到0.002 mm,对于大孔(孔径≤200 mm)圆柱度可达到0.005 mm。若孔径没有环槽等,珩磨后直线度可以达到0.01 mm。
1.3 表面质量好
珩磨机平台网纹珩后表面为网纹,有利于润滑油的存储及油膜的保持。珩磨条与工件接触为面接触,能承受较大载荷,耐磨损。与磨削相比,珩磨切削压力小,相对速度低,因而发热量小,工件表面基本不会产生热损伤和变质层[3]。
2 珩磨网纹形成原理
2.1 珩磨加工原理[4]
珩磨是利用安装于珩磨头圆周上的一条或多条珩磨条,由涨开机构将珩磨条沿径向涨开,使其压向工件孔壁,以便产生一定的面接触。同时使珩磨头旋转和往复运动,零件不动;或者珩磨头只作旋转运动,工件往复运动,从而实现对孔的精加工。
2.2 网纹形成原理[5]
珩磨时珩磨头的旋转和往复运动或珩磨头的旋转和工件的往复运动,在加工表面形成螺旋线的切削轨迹。由于珩磨头表面分布多条珩磨条,并且在每一次往复行程时间内珩磨头的转数不是整数,因而两次行程间,珩磨头相对工件在周向将错开一定角度(α),珩磨头上的每一个磨粒在孔壁上的运动轨迹不会重复,如此多次往复运动,在工件表面形成均匀珩磨交叉网纹。
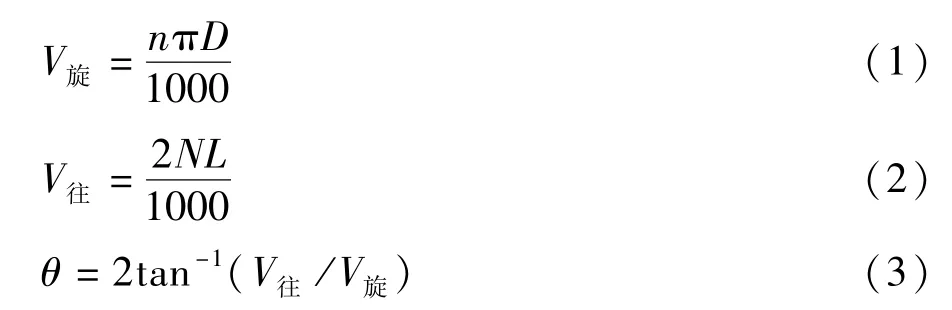
从图1可看出,珩磨网纹角度θ与旋转速度V旋和V往相关,通过调整V旋和V往可以调整网纹角度的大小,而网纹的覆盖率(网纹完整性)则与每次周向转角(α)和珩磨冲程系数有关。在加工过程中,V旋、V往、每次周向转角(α)、冲程次数需达到一个平衡点,才能获得满足产品质量要求的产品。

图1 网纹形成简化图
3 生产中发现的问题
某发动机生产厂家在生产某款发动机时,发现珩磨后的缸孔周向(缸孔轴向上、中、下三个区域)出现相对珩磨较少的菱形区域(白色斑点),如图2所示。
在转速(V旋)和进给(V进)一定的情况下,由参考文献[5]可知,网纹的完整性与珩磨条长度Ls、珩磨条越程量L0、工作长度Lw等有关。

图2 报废件图片
本文主要研究珩磨条越程量L0与网纹完整性的关系。其加工时的珩磨机参数详见表1。
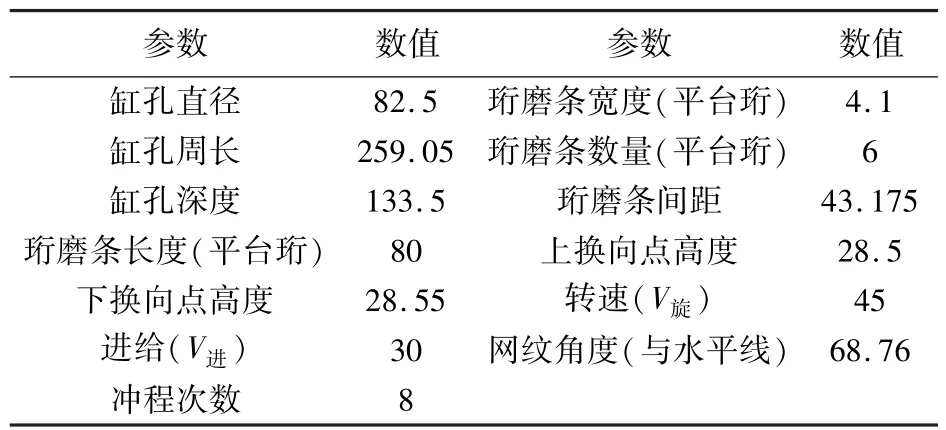
表1 珩磨参数表
4 珩磨轨迹完整性分析
珩磨机在一个珩磨冲程后,在缸体缸孔表面产生相互交叉的网纹。将圆柱形缸孔展开后,网纹形状如图3所示。
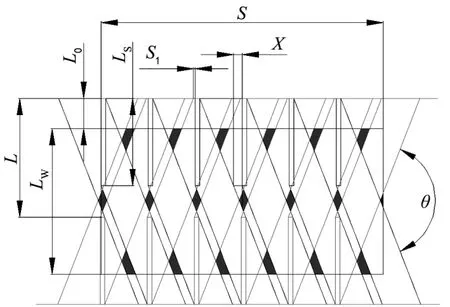
图3 珩磨网纹示意图
图中阴影区域为一个珩磨冲程后未加工到区域。为保证网纹轨迹的完成性,在后续的7个珩磨冲程中需覆盖未珩磨到区域。为分析方便,对相关参数进行定义,如表2所示。
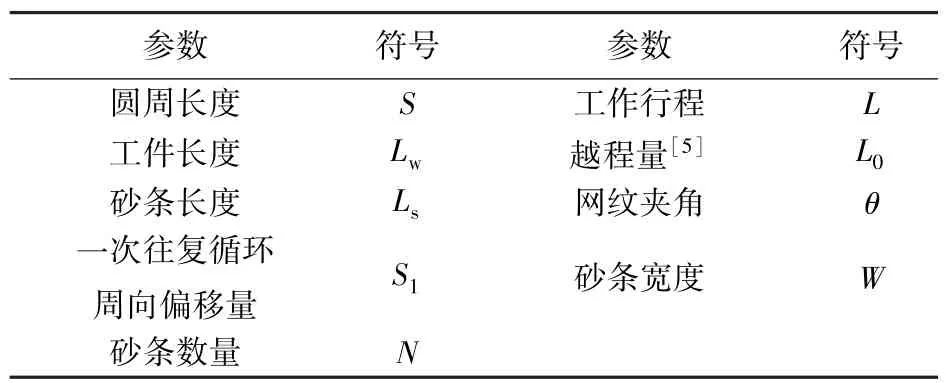
表2 参数及符号定义
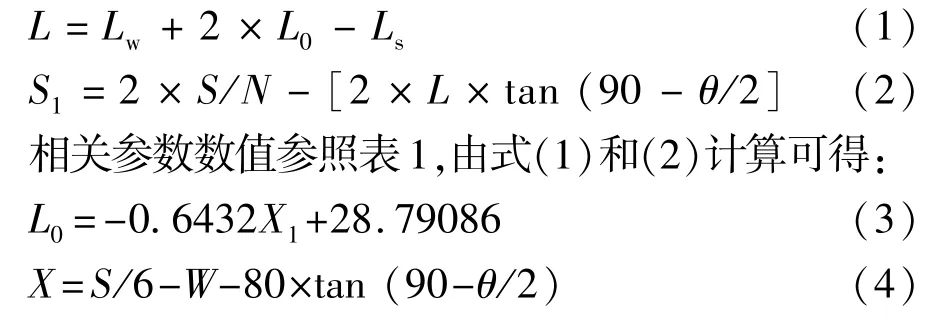
将表1中参数带入公式(4)计算得:

由表1可知本台发动机缸孔珩磨过程中存在8个冲程,如想在8个冲程内将第1冲程内未珩磨到的区域覆盖完全的条件为:

当X1=0时,由式(3)计算可得L0=28.791,一个往复行程后,珩磨头旋转1/6圆周,珩磨头运动轨迹与前次运动轨迹重复,未珩磨区域将一直存在,所加工产品不合格。根据一般经验可知,珩磨条的越程量L0=1/5L-1/3L。
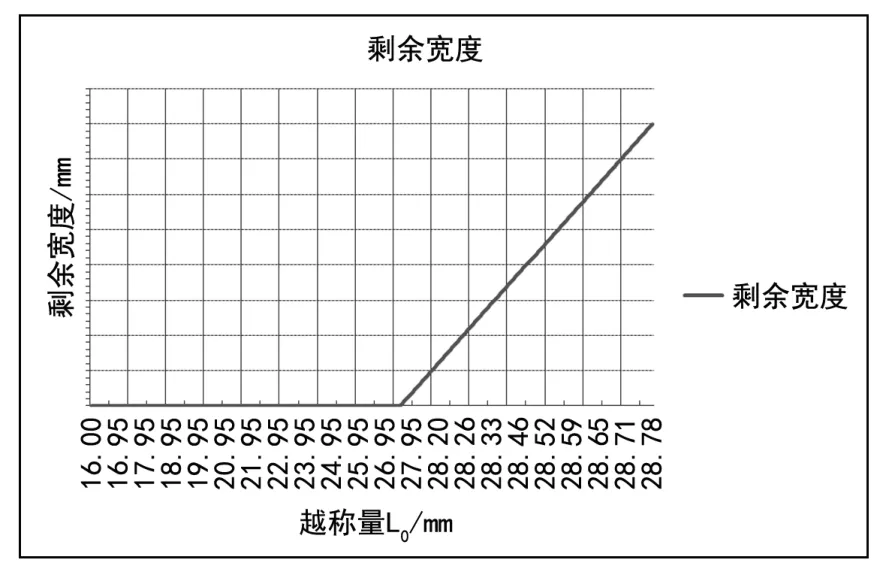
图4 越程量与剩余宽度关系图
从图4中可以看出,当越程量≥28.149 mm时, 8个冲程后,珩磨条不能将首次珩磨产生的未珩磨区域覆盖。缸孔内壁产生未加工到区域,随着越程量的增加,未加工区域的面积增加,当越程量达到28.79时,前后两次冲程轨迹重复,剩余宽度最大为7.982 2 mm,网纹参数不完整。当越程量<28.149时,8个冲程后,珩磨条能够将首次珩磨产生的未加工区域覆盖,网纹参数完整。
因此为保证加工产品的质量,对于本台珩磨机的越程量应设置为:16(mm)≤L0<28.149(mm)。
5 结 论
本文仅分析在特定条件下网纹完整性与越程量的关系。
当越程量L0=28.791时,珩磨头运动轨迹重复,存在未加工区域,网纹不完整。当越程量16(mm)≤L0≤28.149(mm)时,8次冲程后,第1冲程形成的未加工区域可完全被后续7个冲程覆盖,网纹完整。
网纹质量与V旋、V往、珩磨条数量、珩磨条宽度、越程量等息息相关。由于篇幅有限,在此不进行分析描述。
[1] 徐启圣,高传玉,于秀娟.内燃机缸套珩磨强化工艺的进展[J].新技术新工艺·机械加工与自动化,2002(12):15.
[2] 赵 峰.汽缸套珩磨机改造应用研究[D].山东:山东科技大学, 2011.
[3] 鲍兴鹏.珩磨机床的应用与发展[J].科技论坛,2012(5):64-67.
[4] 李 佳,胡劲松.发动机缸孔平台网纹珩磨技术[J].发动机技术,2013(2):64-67.
[5] 振 林,林燕文.珩磨工艺参数的优化设计[J].机械工程师, 2007(5): 56-57.
Application Research on Honing Mesh Integrity Technology
YANG Shou-jun1,MA Hong-xia1,CHEN Zheng-hong1,TANG Ling-cong1,LI Hong-qi1,WANG Rui-ping1,2
(1.Ningbo Geely Royal Engine Components Co.,Ltd,Ningbo Zhejiang 315336,China; 2.Zhejiang Geely Royal Engine Co.,Ltd,Ningbo Zhejiang 315800,China)
Cylinder bore is the heart component of the engine combustor,and it guides the piston reciprocating linear motion. The quality of the cylinder bore surface mesh directly affects the engine emissions and performance.Honing is one of the important means of machining cylinder bore surface mesh.Surface mesh parameters relate to the feed speed,the rotational speed,the number of honing sticks,the overruns and so on.In this paper,the influence of the overruns on the integrity of mesh is researched on the premise of other conditions are fixed.The results show that the mesh is with integrity when the overruns L0in a certain range;while when the overruns L0=28.791,the stroking tracks repeat,and there is unprocessed area on cylinder bore surface,the mesh isn't integrity.Calculation proposed in this paper can provide guidance to adjust the mesh quality.
engine;honing;mesh
V464
A
1007-4414(2015)05-0081-03
10.16576/j.cnki.1007-4414.2015.05.027
2015-08-08
杨守军(1986-),男,山东临沂人,工程师,主要从事发动机机加工艺方面的工作。