特殊用途无刷同步发电机线圈成型工艺及应用*
2015-06-09李冬敏杨思明
李冬敏,杨思明
(兰州电机股份有限公司,甘肃兰州 730050)
特殊用途无刷同步发电机线圈成型工艺及应用*
李冬敏,杨思明
(兰州电机股份有限公司,甘肃兰州 730050)
一种新型的无刷同步发电机定子线圈,由于该线圈是散线多根单绕且多根并联,鼻端要扭转90°,此类线圈在电机设计中第一次采用,制作难度大,线圈端部间隙小,长度短,下线空间小,故采用六联多根并绕成型新工艺及线圈涨型模的设计解决这一难题,已获实用型专利(专利号:ZL201320271421.9)。
六联并绕梭形线圈;绕线模;涨型模
0 引 言
有些特殊用途的无刷同步发电机一般都有功率大体积小重量轻等要求,故只有提高槽满率缩短定子铁心等方法才能实现,现有技术是单札绕制成线圈,再将端部剪开与另一线圈焊接,形成并联,此方法有诸多弊端,焊头多且容易虚焊,造成线圈断路。焊接处绝缘包扎困难,由于高温焊接,易破坏绝缘,造成电机断路;焊头多,制造周期长;故设计采用近百根细的裸铜线绕制定子线圈,绕1转为1圈,6圈为1联,它的特点是散线多根单绕,而且6圈并联,鼻端要扭转90°,此类线圈在电机设计中第一次采用,制作难度大,线圈端部间隙小,端部长度短,下线空间小,用通常绕制散线的方法制作,鼻端无法成形,不利通风散热,用圈式线圈的方法绕制,存在诸多技术难题,如没有闭合,而且是6圈并联,每联线圈引出线长等,线圈是电机的心脏,线圈成形是电机制造过程中的一道关键工序,其制作质量直接影响电机的性能与寿命。
1 成型工艺
采用将原设计棱形平绕改为梭形立绕,然后将线圈直线端夹牢,向两边涨型,达到线圈宽度,使端部在涨型中自然成形的新工艺方法。由于线圈是多根单绕六联,在绕制梭形时须六联同绕,须散嵌线圈按成型线圈的制造工艺,若用常规绕线模绕制,由于引出线太长,既凌乱又影响其他线圈绕制,而且过桥线部分弯曲严重,影响线圈美观,造成整形、嵌线困难,故设计了专用绕线模,由于单层线圈没有闭合,其成型不能使用专用涨型机,为此特设计了定子线圈涨型模。线圈制造成型进行绝缘处理。
2 线圈绕线模和涨型模的设计[1-2]
2.1线圈绕线模的设计
图1中模芯为两半结构,中间坡面过渡,模芯分别与相邻隔板固定,便于拆下绕制好的线圈,图2中过桥线板为专用过桥线板,材料为铸铝,按线圈绕制时跨槽转的角度铣6条斜槽,把合在两侧板过桥处,实现了大过桥,绕制时无死弯,顺利过桥,便于成型。此线圈是近百根细的裸铜线绕制,绕1转为1圈,6圈为1联,是散线多根单绕,而且6圈并联,用线夹夹牢,图3为绕制后线圈。
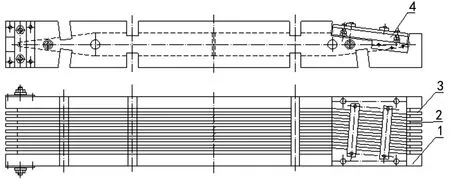
图1 绕线模
此绕线模属新型结构,经现场绕制线圈,使用方便,可靠,过桥容易,为后序涨型奠定了基础。

图2 绕线模局部

图3 绕制后线圈
2.2 涨型模设计
图4为涨型模图。

图4 涨型模
一种六联并绕梭形线圈涨型模,是在底模的两端设置有上模和下模;上、下模上设置有左右对称的上、下线圈直线端导向杆,且上、下线圈直线端导向杆在上、下模上滑动;并在线圈直线端导向杆上固定连接有上、下线圈直线端定位板,且上、下线圈直线端定位板上均匀设有六个撑线槽;底模上设置有与上、下线圈直线端导向杆平行的上、下线圈涨型拉紧装置;底模上还设置有与上、下线圈直线端导向杆垂直的出线端鼻和非出线端鼻,并在出线端鼻和非出线端鼻上分别设置有扭斜308斜槽撑线块来固定线圈端部;并在出线端鼻和非出线端鼻上分别设置有撑线槽,且出线端鼻与非出线端鼻上的撑线槽相交错;出线端鼻和非出线端鼻分别通过导向滑杆连接有端鼻拉紧装置。解决了鼻端无法成形、线圈没有闭合等问题,满足了六联并绕梭形线圈的绕制需求。
2.3 涨型方案的具体实施
将散线按立式绕制方法用图1绕线模六联并绕成梭形如图4,将线圈下层直线端分别固定于涨型模下层定位板槽中,测量调整端部尺寸,用压线板将其固定,然后将涨型模恢复至初始位置如图5,再将线圈上层直线端分别固定于涨型模上层定位板槽中,用压线板将其固定,出线端鼻用鼻端线夹将引线固定,非出线端鼻用与线圈端部直径一致的鼻杆固定,用端鼻拉紧装置拉紧端鼻两边,保证线圈直线端长度及涨型前端部长度。然后将端部拉紧装置卸下,让导向滑杆自由滑动,分别启动上、下涨型拉紧装置的丝杠,使上下模在丝杠的带动下顺利沿上、下线圈直线端导向杆运动,两边同时向反方向旋扭丝杠,上、下模同时撑开,将线圈直线部分涨开,当直线部分涨至限位板时线圈涨型完成。同时出线端鼻和非出线端鼻向内滑动,保证鼻端高度尺寸及鼻端90°扭斜成型。
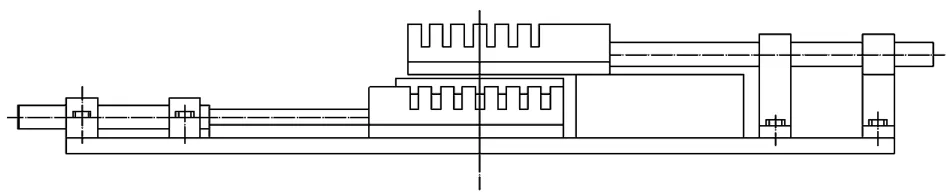
图5 涨型模初始状态
3 结 论
该多根、单绕、六联线圈经梭形模绕制,涨形模成形,制成线圈后尺寸符合图纸要求,特别是鼻端形状扭转自然、光滑,形状一致。经电机下线验证,下线容易,线圈端部成形一致,间隙均匀,鼻端绑扎容易,固定牢固,利于通风散热,缠绕绝缘容易,电机经试验合格,满足设计要求。该工艺方法可靠、可行,是一种加工此类线圈的新工艺,新方法。所设计的工装操作方便滑动灵活、定位准确,线圈成形尺寸一致。
该线圈成形工艺能确保线圈质量,已获得实用新型专利,专利号为ZL201320271421.9,可在相关电机线圈制造工艺中推广应用。
[1] 机械设计手册[M].北京:化学工业出版社,2004.
[2] 金属切削机床夹具设计手册[M].北京:机械工业出版社,1982.
Forming Process and Application of Special Brushless Synchronous Generator Winding Coil
LI Dong-min,YANG Si-min
(Lanzhou Electric Corporation,Lanzhou Gansu 730050,China)
In this paper,a new type of brushless synchronous generator stator coil is introduced.This coil is a plenty of single line scattered around in parallel,and the nose to bend 90 degrees;it is the first time to apply such coils in rotor slot,thus it is difficult to product,the crest clearance of coil is small,and the length is short,the inserting winding space is small,so we adopt the new technology of six manifold multiple winding forming process and expansion mold of coil to solve this problem. The utility model patent has been applied.(Patent No.:ZL201320271421.9)
six manifold rhomb winding coil;winding mold;expansion mold
TM31
A
1007-4414(2015)05-0074-02
10.16576/j.cnki.1007-4414.2015.05.024
2015-08-18
李冬敏(1965-),女,河北抚宁人,工程师,主要从事电机工装设计方面的工作。
