炉内焊后热处理中测温点的合理选择
2015-06-07林雅岚陕西化建工程有限责任公司陕西西安712100
林雅岚 (陕西化建工程有限责任公司,陕西 西安 712100)
在生产实践中,采用热处理炉对压力容器进行焊后热处理时,所选择的测温点不尽相同,有的对炉内气体温度(以下简称炉温),有的对容器或受压元件壳体温度(以下简称件温)进行测量。
为了比较炉温与件温的差别,我们以100万吨/年煤焦油加氢项目制氢装置设备中温变换炉为例做以分析,其主体材料是14Cr1MoR(正火+回火),壳体尺寸为:φ3200mm×12610mm×56mm。由于铬钼耐热钢焊接区存在着较大的残余应力,当残余应力与焊缝中的残存的氢结合时,将促使热影响区的硬化,导致冷裂纹及延迟裂纹的产生。因此,合适的焊后热处理工艺一方面可以松弛焊接残余应力,改善焊接接头性能,进一步释放焊缝金属;另一方面可以预防冷裂纹的产生[1]。中温变换炉热处理工艺见图1。
1 热处理过程中测温点的实际选择
我国标准GB150-2011《压力容器》没有对焊后热处理测温点予以明确规定,但规定了焊件升温至400℃后加热区的升温速度和炉温高于400℃时加热区降温速度以及升温、保温区的温差要求即只对加热区的温度测量提出了要求[2],故可以认为在热处理炉内进行焊后热处理时只测量炉温也是符合GB150的。但标准NB/T47015-2011和ASME标准制作的容器,则以焊件上直接测量为准。
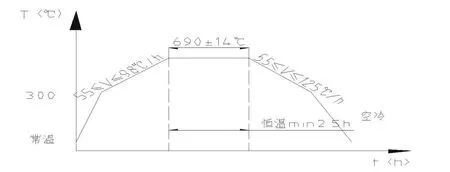
图1:中温变换炉热处理工艺曲线
2 炉温与件温的差别
为了比较热处理时炉温与容器或焊件的温度不同点,我公司在热处理实践中进行了探讨,以中温变换炉为例,焊件壁厚56mm,设备随炉升温,保温温度为690±14℃,保温时间最短2.5h。
我公司采用的是燃气式热处理炉,其规格尺寸为30m×5.5m×6.5m。热电偶一共26根,侧墙各布置12根热电偶,共24根,炉顶布置2根。均为测量炉温热电偶,其材质为镍铬-镍硅型热电偶,尺寸φ20mm×650mm。测量设备表面热电偶通过炉车底部四个通孔引入热电偶,其材质为镍铬-镍硅型热电偶,尺寸φ6mm×6000mm,放置在设备焊缝及随炉试板上。其热电偶布置曲线如图2所示:
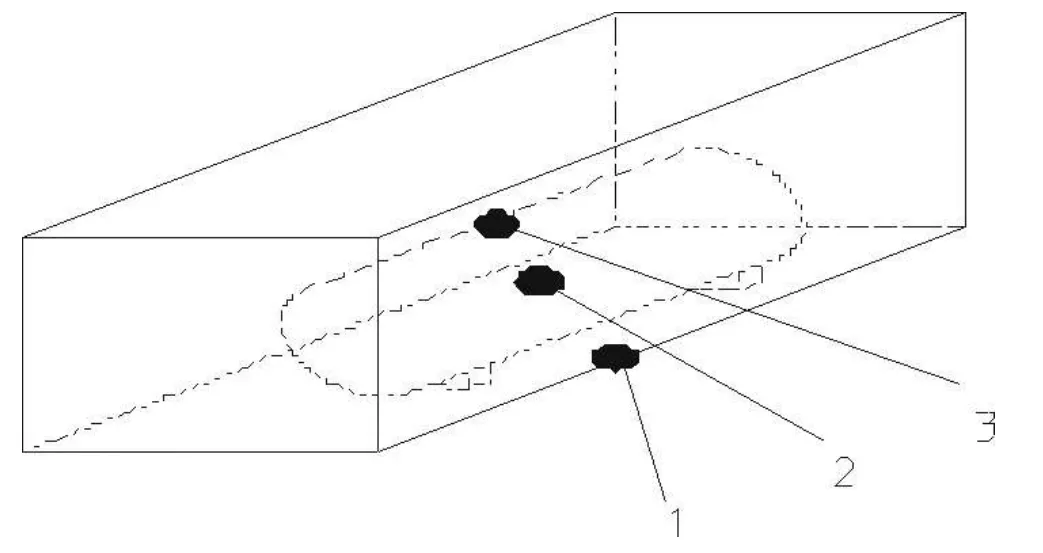
图2:中温变换炉件温测温点布置
我公司对炉温、设备表面温度均进行了测量,炉温与件温的各个测量点温度都比较均匀,其结果如图3所示(红色虚线代表炉温,黑色实线代表件温):
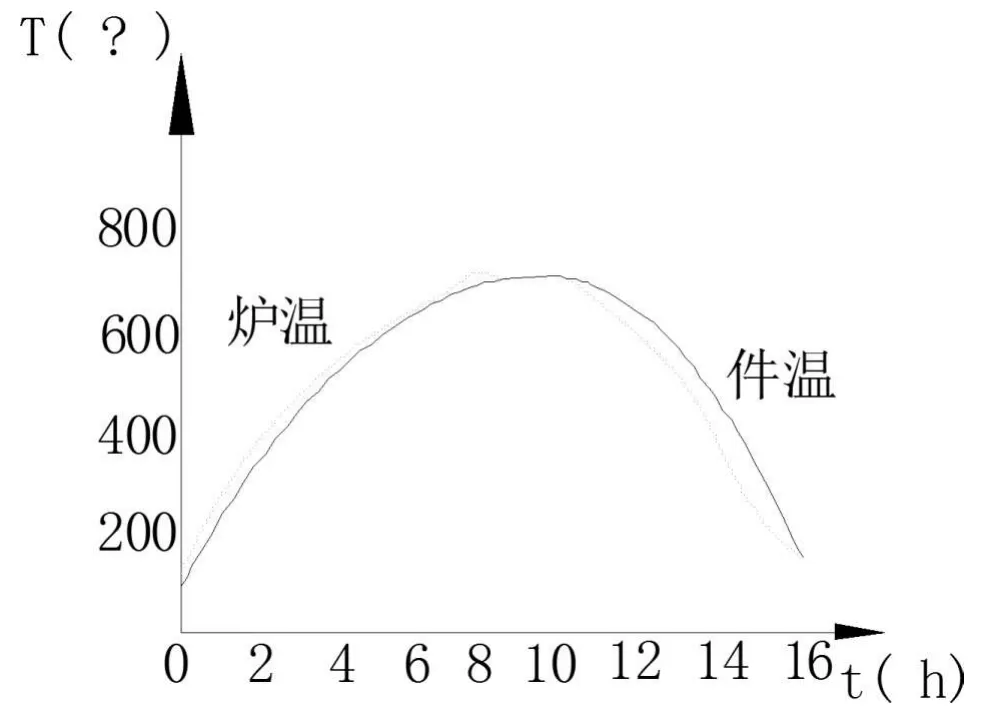
图3:中温变换炉炉温与件温的比较
选取部分时间点与温度的对比记录表如表1:

表1:时间、炉温、件温对照表
由热处理结果得出如下结论:
2.1 在升温阶段,同一时刻,炉温总是高于件温,且炉温先升至保温温度并继续上升;
2.2 炉温在开炉后7.9个小时达到690℃,然后8小时升到695℃,9小时又降至690℃;而件温在7.9小时达到670℃,然后8小时升到678℃,9小时升至690℃,与件温温度一致。由此得出结论:在设备保温阶段的前期,炉温从高于保温温度逐渐下降至保温温度,在保温阶段后期,炉温与件温都处于保温温度;
2.3 在降温阶段同一时刻,炉温总是低于件温,到接近室温时,炉温与件温趋于一致。
3 炉温与件温不一致性分析
在产品升温过程中,热源先对炉内空气进行加热,之后产品从炉内空气中吸收热量,即通过空气之间的热传导温度逐渐升高。因此在升温阶段,炉内气体的温度总是高于件温的温度。
当炉温达到保温温度时,件温仍低于保温温度,炉温只有继续升高到超过保温温度,焊件继续从炉气中吸收热量,件温才能逐渐升高到保温温度,此时热源已经停止或减少提供热量炉温从最高温度下降,到焊件保温的后期,炉温,件温达到平衡。炉温、件温同处于保温温度。焊件完成了工艺规定的保温时间后热源停止供热或为了满足工艺要求的降温速度,仅需少量供热。
由于热处理炉通过炉气向炉外散热,炉内温度开始下降,当炉温降到低于件温时,焊件向炉气散发热量,焊件温度也下降,由于焊件的散热只能通过炉气进行,在降温过程中件温总是高于炉温。在整个热处理过程中总是炉气的温度先发生变化,使炉气、焊件产生温度差,从而引起焊件温度的变化,所以件温时间曲线总是滞后于炉温时间曲线。
4 测量件温的合理性
在热处理过程中,大部分时间,炉温与件温不一致,因此NB/T47015-2011和ASME规定焊后热处理时需测量容器或受压元件壳体的温度是合理的,这可以保证热处理符合工艺要求,达到预期的效果。
对于局部热处理来说,基本上不采用炉内加热的方式,也不存在测量炉温的问题,统一为测量容器或受压元件壳体温度,保证了局部热处理与整体热处理温度测量的一致性。
大型容器如超长的塔等需要在制造厂分段预制,现场组焊,组焊环缝只能局部热处理。如果在制造厂炉内加热测得是炉温,而现场只能测件温,就不能保证一致性。全部测量件温,能保证热处理工艺的正确实施。
5 结语
Cr-Mo钢容器保温温度达到690±14℃,针对30mm以上超厚Cr-Mo钢容器,件温达到热平衡的时间会很长,当炉温达到保温温度时,件温并未达到保温温度,仍需延长保温时间,使热量扩散达到平衡,方能使件温与炉温都达到保温温度。
通过这一次对中温变换炉炉温与件温的测量比较,进一步证明了测量件温的数据更真实可靠。
我厂燃油式热处理炉热电偶直接测量件温;燃气式热处理炉26根固定式热电偶测量炉温,设计时在炉底设置通孔可引入外接式热电偶测量件温;台车式电阻炉与箱式电阻炉也是热电偶测量件温的。此次试验为今后热处理工艺的制订提供了试验基础。热处理实际操作时应以件温为准来执行热处理工艺。
[1]孙景荣.实用压力容器焊工读本[M].北京:化学工业出版社,2007.135.
[2]GB150-2011.压力容器[M].中国国家标准化管理委员会,2012.331
