柔性石墨板轧制生产线研制
2015-06-07王长青
王长青,崔 成
(1.济南铸造锻压机械研究所有限公司,山东 济南 250306;2.济南大学,山东 济南 250022)
0 引言
应某公司要求,承接了柔性石墨板轧制生产线的研发制造总承包任务,要求设备精度寿命按20年设计,其中原材料的彭化制备(如图1)由对方负责。
技术人员参考了一条进口的辊轧生产线。研制过程中,图纸设计、调研及毛坯预投试制穿插进行。经过一年的努力,车间全套轧制设备调试完毕,成功投入使用。

图1 膨化设备室外管路图
此生产线的开发成功,填补了石墨板轧制设备的国内空白,甲乙双方领导在用户现场终验收时到场祝贺,对该项研制工作给予了充分肯定。
1 石墨板的轧制工艺流程及设备组成
1.1 工艺流程
成袋的鳞片状柔性石墨粉经膨化,成为絮状物,直接落入振动筛上部;振动筛边均化边向前输送絮状石墨至皮带铺装机,进行刺辊铺装和皮带压合输送;形成的粗密度石墨板先完成料头飞剪进入预辊轧,进行粗轧工序,石墨板进一步辊压变薄变宽;经过密度检测装置的在线跟踪检测,进入一次烘干炉边烘干边前移,出炉风冷后送入半精轧辊,石墨板经辊压使厚度尺寸达到设定值;继续前送,入二次烘干炉,完成加热风冷进入一次精轧辊,石墨板厚度尺寸接近成品值;接着进入二次精轧,使厚度表面粗糙度均达成品要求;经过厚度仪的在线检测同时完成废边剪切和回收,使石墨板的宽度达成品要求,进入成品料送进辊;经过切断装置进入可转位收卷机纸筒,实现成品石墨板的定长卷取,最后人工卸卷包装码垛。正常生产时每个班次需操作工三人,石墨粉入料、成品板卸卷、参数调整各一人。
1.2 主要轧制路线
石墨粉膨化→絮状石墨铺装压合→粗轧→一次加热半精轧→二次加热一次精轧→二次精轧→石墨板成品。
1.3 生产线组成
如图2所示,该生产线主要由主传动、石墨膨化机、挡料、刺辊、一次切边、预轧辊、密度检测、烘干炉、轧制、冷却、厚度检测、二次切边、废边回收、成品料送进、切断、收卷、护栏、电气、液压、气动、振动供料、托料、压料及料尾送进、支架、地基、液化气站等组成。

图2 柔性石墨板轧制生产线外形
2 生产线主要技术参数
表1所示为SMX-1000X1.5柔性石墨板轧制生产线主要技术参数。

表1 生产线主要技术参数
3 轧制生产线设计技术要点分析
(1)柔性石墨的絮状物有很强的导电性,在轧制运行过程中可四处飘移,要求整个电气系统的设计要充分考虑漏电保护和电气柜的防护等级要提高至IP55,如图3所示。石墨板连续轧制期间,有两次通过式烘干,因为材料的导电性,加热系统设计要求采用硅碳棒加热,不能用传统的电阻丝加热,如图4所示。

图3 防护IP55的电气柜

图4 硅碳棒烘干炉
(2)要求主传动对轧辊的输出速度在规定范围内连续可调,采用锥皮带轮气动控制联调的方式,如图5所示。

图5 轧辊速度连续可调
(3)根据膨化后棉絮状石墨为散状的特点,振动筛(图6)接料并为刺辊铺装皮带压合(图7)送料,振动筛的激振频率和速度可连续调整,解决了散物料的可调供应问题。

图6 振动筛

图7 刺辊铺装皮带压合
(4)粗轧精轧各辊设置单独的蓄能器(图8),保证了轧制过程中轧制压力的灵活调整。半精轧、一次精轧、二次精轧的料仓张紧辊的张紧力由调试时移动平衡块来调节,上下位置由气动平衡缸通过凸轮控制气阀来自动调节(图9)。

图8 单置蓄能器

图9 张紧力和位置的调节
(5)生产线前端的密度在线检测、后端的厚度在线检测、前端的料头飞剪及后端的废边切断回收均为轧制工作的连续可靠运行和成品质量提供了有力的保证。可转位收卷机的设计为成品料的人工下卷上筒留出了足够的时间。全线PLC闭环控制,有危险的操作互相联锁制约,大大提升了设备运行的安全性指标。
4 轧制生产线制造调试技术难点、关键点
(1)整线设计方案确定。主要参数不变的前提下,课题组首先安排了十根锻坯辊轧和刺辊的投产;提前编写了加热炉和振动筛的技术要求,并与装配图设计同步确定供应商采购合同。然而在发货前预(图10)。课题组在设备制造过程中,为甲方膨化设备的制作提供了有力的理论技术支持。验收时发现轧辊表面硬铬层脱落现象,课题组认为这是关重件的重要质量问题,于是重新联系供应商,进行了解铬、镀前磨削、电镀铬层、镀后磨削的补救措施,技术人员全程跟踪指导,修复十根辊子耗时二十多天。
(2)在设备单机部装之初,技术人员亲自带队到用户现场查验地基质量,完成了设备地基板的安装调平工作(框式水平0.02以内),并用膨胀水泥进行二次灌浆,为后期设备就位和精度调整奠定了基础

图10 设备布置示意
(3)在用户现场调试的主要难点是平衡缸凸轮的圆弧半径尺寸和安装位置确定,如图11所示。

图11 平衡缸凸轮
(4)另一难点是成品板料定尺测量计数轮的齿数设计,需要在现场调试确定实际值,如图12所示。
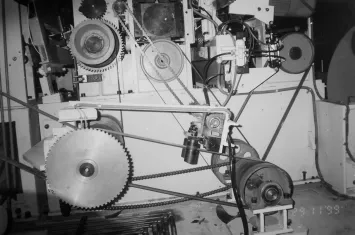
图12 计数轮
5 结语
该线的研制涉及机械、电气、液压、气动、测量、热力、环保等综合技术的应用。该线的投入使用,加快了国产石墨板轧制设备替代进口的步伐,充分说明进口设备国产化研发方向是技术进步的有效途径。
[1]顾家林,高 勇,康飞宇,等.柔性石墨板的力学性能与微观结构的关系[J].新型碳材料,2001,16(1).
[2]全国工业机械电气系统标准化技术委员会.GB5226.1-2002机械安全 机械电气设备[S].北京:中国标准出版社,2002.
[3]成大先.机械设计手册[M](第三版).北京:化学工业出版社,1994.
[4]雷天觉.新编液压工程手册[M].北京:北京理工大学出版社,1998.
[5]谈文华.新编实用电气技术[M].北京:机械工业出版社,1992.