工控机与触摸屏PLC在数控弯管机上的应用与比较
2015-06-07李亚忠
李亚忠
(江阴机械制造有限公司,江苏 江阴 214404)
0 概述
随着工业的高速发展,工控机与PLC得到了更加广泛的应用。以弯管机的数控系统为例,工控机与PLC二者都能满足系统需求;工控机价格较高,编程较为复杂,但功能强大,控制精度高,甚至能完成复杂三维图形的动画演示,如弯管动态演示、干涉区模拟等高级功能;PLC的价格相对较低,编程较为简单,尽管功能不如工控机强大,但也能满足一般要求及控制精度高的场合。
1 工控机与PLC比较
随着工控机性能的快速发展以及其可靠性的提高,再加上其价格的降低,使工业控制计算机越来越广泛地应用在过程控制和自动化领域。它具有高可靠性、实时响应处理,易于扩展、具有丰富的数字量、模拟量及开关量的输入输出接口,能适应恶劣的工业现场环境等优势。工业PC标准的插卡是专为工业乃至军用恶劣环境下,保证系统连续运行而设计制作的,另外,工业标准插卡的模块化机构,也使其在维修时能得以快速替换。
可编程序控制器PLC是上世纪70年代发展起来的新一代工业控制装置,80年代以来,随着微处理器技术的发展,广泛应用于工业控制的各个领域。它以继电器逻辑控制为基础,逐步发展成为既有逻辑控制,又有计数、计时、分支程序数学计算、模拟量、脉冲控制等综合控制装置。从硬件方面考虑,PLC实际上是一种具有适用于工业控制接口的专用计算机。
电气开发者的任务就是通过选用通用的工业控制计算机及其接口板卡,或者合适的可编程序控制器及其扩展模块,配以自行开发设计的控制软件系统来满足不同弯管机用户的使用要求。在此主要针对由工控机与PLC构成的数控系统作一比较。
(1)硬件结构。工控机与PLC均由中央处理器CPU、存储器、输入输出设备等组成,PLC是一种专用的计算机,但它与工控机有着不同的总线体系结构。
(2)性价比。工控机与PLC均具有高性能、高集成化、模块化及大批量生产和广泛应用等特点。当设计的控制系统中没有较复杂的数据处理、图形显示或运动轨迹等要求时,选用PLC可以获得较好的性价比。所以一般普通弯管机选用一体式PLC即可满足要求。其控制成本也较低。反之则只能选用工控机+板卡或工控机+PLC构成的控制系统。
(3)外设配置。工控机较PLC具有更丰富的外部设备,如显示器、驱动器、打印机、网络接口卡等且均为标准部件,不同的厂商生产的外设只要配上相应的驱动软件就可以相互通用。而PLC的外设种类较少,而且专用性较强,不同品牌的外设不可通用。
(4)人机界面工具。触摸式工业显示器是一种连接人类和PLC的工具。可用以参数设置,数据显示、以曲线、动画等形式描绘自动化控制过程,并可简化PLC的程序,比之传统的模拟仪表、按钮操作台而言,其体积小,并简化控制连线。随着工业控制任务复杂性不断增加和市场竞争的加剧,在操作显示和故障诊断方面,对控制系统的人机界面提出了越来越高的要求,例如图形显示,操作菜单引导、汉字显示等。目前生产触摸屏的厂商及型号较多,如日本三菱、欧姆龙、光洋、富士、德国西门子、台湾地区台达、EASYVIEW等,这些厂商同时还生产PLC、伺服、变频器等工控产品。由于电子产业的迅猛发展,目前触摸屏的功能也得到了很大发展,可联接打印机、U盘、SD卡、以太网络等,价格也下降很多。最早我公司是选用的日本DIGITAL公司的GP触摸屏,当时其价格非常昂贵,一般的5吋黑白屏就要6000多元人民币,而10吋屏则要1万多元,而目前台达生产的7吋宽屏只需1千多元,性价比非常好。我公司生产的W27Y的C型平面弯管机就是选用的触摸屏+PLC的控制模式,满足了数据输入和工作参数显示及简单图形显示的要求,提高了机器的易操作形和可维护性。
(5)编程工具。对于工控机,可以采用C语言等高级语言编程,使编写的应用程序便于模块化,运行逻辑性强,但软件编制时间长,调试复杂,软件编程人员需要有较高的软硬件知识。而PLC则采用梯形图,软硬件开发周期短,易维护和故障诊断。
(6)数据处理与图形显示。高档数控系统多利用工控机,计算机图形处理技术给用户提供了丰富的图形功能,具有加工零件显示、运动轨迹显示、加工过程的动态模拟等功能,使操作者获得最为直观、形象的了解,大大提高了机床的应用体验。此时选用工控机+板卡或工控机+PLC的控制模式,可以满足控制系统的要求。
(7)系统配置形式。工控机的外形一般较PLC大。小型PLC一般采用一体式结构(即在其基本单元上将CPU、电源、输入输出单元集成一体),其扩展模块多采用电缆与基本单元相连,而中大型PLC多采用框架结构(CPU、电源、输入输出模块分离,以模块的形式安装在框架插槽上),根据系统要求,在框架插槽上可插上输入输出模块、计数模块、模拟量输入输出模块、位置控制等模块。工控机的CPU板、计数板、模拟量输入输出板、开关量输入输出板、位置控制板等插在无源底板的总线上槽,一起安装在有金属屏蔽的机箱内,体积相对较大。
2 某公司弯管机的系统配置情况
某公司的普通液压弯管机均使用小型PLC一体机。其价格相对较低,可以获得较好的性价比。为增加参数的输入与显示功能,在NC弯管机上选用一台工业触摸屏作为人机界面,方便了用户使用与维护。
CNC弯管机的数控系统配置:依据小车送进与转角的驱动形式有变频器和交流伺服两种形式。
W28Y型变频器驱动形式的弯管机,选用一体式PLC+GP(触摸屏)即可达到系统性价比较好的控制方案。但这种驱动形式决定了机床的工作效率(送进速度与转角速度)与精度(送进与转角的重复定位精度)不会很高,但是由于变频器相对伺服来说价格低了很多,所以该类机型的定位是一种经济性的数控弯管机,对精度要求不高的可选择此种机型。
W28K型交流伺服驱动形式的CNC数控弯管机,其数控系统较为复杂,有以下几种配置形式:①工控机+板卡形式(如图1所示);②人机界面+PLC形式(如图2所示);③工控机+PLC形式(如图3所示)。
以上控制形式构成的弯管机控制系统均可达到高速高精度的性能。早在2000年,因为人机界面和PLC的功能没有现在这么强大,价格也比较昂贵,因此形式①是某公司之前在CNC数控立体弯管机上的配置。随着时代的发展,PLC与触摸屏价格大幅下降,公司目前选用的为②、③两种形式。PLC上所配置的某些扩展模块功能较①配置的接口板卡功能更为强大,硬软件开发设计更为方便,也有更高的可靠性,加上PLC本身的特点,软硬件开发难度相对较小,开发设计周期短,调试相对简单,因PLC上带有输入输出状态指示灯,对用户而言,故障诊断与维护更为方便快捷。虽然人机界面得到很大的发展,但如需管件坐标参数与弯管参数的自动互换,以及三维立体显示与干涉显示,动画模拟时只有形式③才能实现。

图2 PLC与触摸屏构成的NC数控平面弯管机
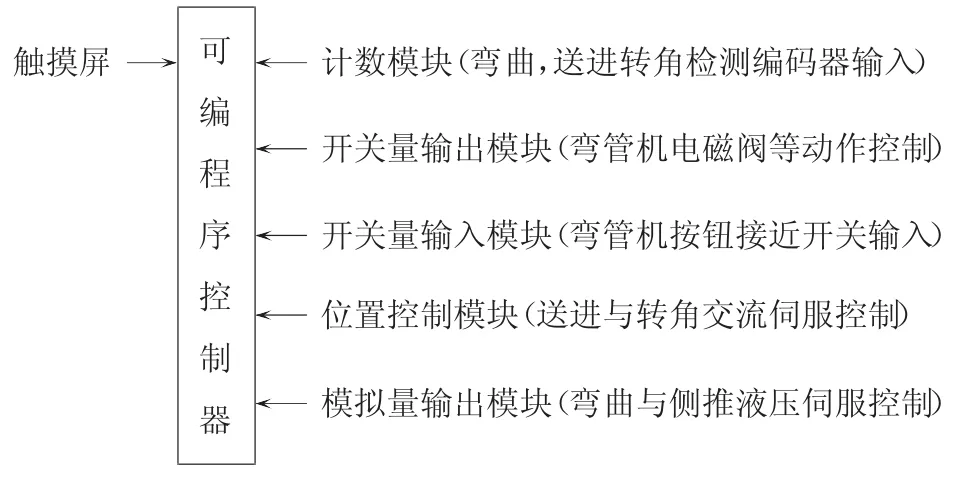
图3 PLC与触摸屏构成的CNC数控立体弯管机
3 结束语
根据某公司使用的工控机与PLC和触摸屏构成的控制系统情况来看,它们都有很高的可靠性以及易扩展性、易维护性等特点。系统故障大部分发生在控制系统的外围线路,如电缆接插件焊接部分虚焊脱落、导线接线端子的松脱、限位开关与接近开关的损坏等。随着科技的发展,工控机与PLC和触摸屏将更广泛地进入工业领域,从市场角度来说,它们互为补充,满足不同用户的需求。
[1]研华(中国)公司.工业自动化解决方案.研华(中国)公司,2010.
[2]殷洪义,吴建华,主编.PLC原理与实践[M].北京:清华大学出版社,2008.
[3]廖常初,主编.PLC编程及应用[M].北京:机械工业出版社,2008.
[4]薛迎成,主编.工控机及组态控制技术原理与应用[M].北京:中国电力出版社,2010.
[5]杨成林.工控机市场发展现状分析[J].国内外机电一体化技术,1998,(1).
[6]王 建,宋永昌,主编.触摸屏实用技术[M].北京:机械工业出版社,2012.