折弯机滑块的敏感度分析及结构优化
2015-06-07井溢涛陈玉兰
陈 博,井溢涛,陈玉兰,赵 辉
(济南铸造锻压机械研究所有限公司,山东 济南 250306)
0 引言
折弯机广泛应用于机械制造、汽车、造船、家用电器及轻工等行业。随着技术的发展,折弯机已进入数控时代。人们对折弯精度的要求越来越高。滑块作为折弯机的重要组成部分,是主要的受力部件,在对板材进行折弯加工时,滑块会产生弹性变形,严重影响折弯工件的角度和直线精度。因此,滑块结构的设计合理性,对提高滑块的强度和刚性、提升加工质量、降低制造成本具有直接影响。
传统的折弯机设计方法,即以经验和产品试制为基础的设计方法,因传统的材料力学计算方法过于理想化,很难得到准确数据,通过传统计算找到设计参数与变形量的线性关系则更是耗时费力。有限元技术的发展为折弯机滑块的力学分析提供了一个方便快捷的途径。本文以WDB100-3100型数控液压折弯机为例,采用Pro/E集成的分析模块对折弯机滑块进行有限元分析,定量描述滑块的变形状态,通过建立敏感度分析,得出各关键设计参数与滑块变形量的线性关系,为折弯机滑块的结构优化与刚性校核提供理论依据。
1 创建分析模型
1.1 模型建立
数控液压折弯机主要由床身、滑块、挠度补偿、换模装置、后挡料装置、安全防护、液压系统和电气系统等组成(图1)。折弯时,两侧油缸对滑块产生向下的折弯力。滑块通过球面块与油缸活塞杆球铰连接,在滑块的背面有四对导向轮对滑块的上下运动提供平面约束。滑块下部通过快速换模装置连接折弯模具的上模。下模工作台中部安装由数组不同斜度的楔块和电动推杆组成的维拉补偿装置用以补偿工作台的变形。折弯机滑块在运行到下极限位置时,油缸处于保压状态,此时的滑块与床身、油缸之间不会产生相对位移,滑块处于静力平衡状态,这里主要是对此时的滑块变形情况进行有限元分析。
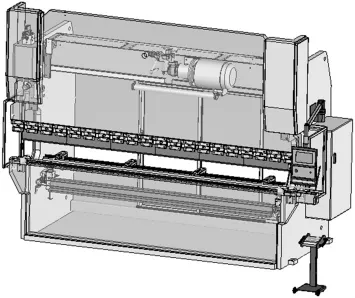
图1 折弯机示意图
1.2 材料的力学性能
折弯机滑块采用厚度为50mm的Q235A碳素结构钢钢板与四块80mm×200mm的连接板焊接而成,其材料力学性能如表1所示。

表1 材料Q235A碳素结构钢力学性能
1.3 滑块的载荷与约束
WDB100-3100型数控液压折弯机的公称压力是1000kN,在静力平衡状态时,受到两侧油缸向下的压力和模具向上的反作用力。在滑块的下端面和肩部50mm×80mm两端面分别施加1000kN向上、500kN向下的压力。因为在静力平衡状态时,滑块与床身之间不会产生相对位移,因此在滑块背部安装导向轮的四个平面上创建位移约束。载荷与约束情况见图2所示。
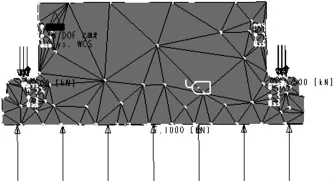
图2 滑块载荷、约束和网格划分示意图
1.4 结果分析
对滑块的三维模型进行网格划分,建立静态分析,得到滑块的位移云图(图3),通过云图可以看出滑块的最大位移为0.382mm,调取下端面一条棱边的位移曲线图(图4),从曲线图上可以看到滑块变形呈对称状态分布,最大位移点位于下端面的中间部位,并且在全长3100mm的范围内均有变形发生,变形量为0.04mm~0.382mm。
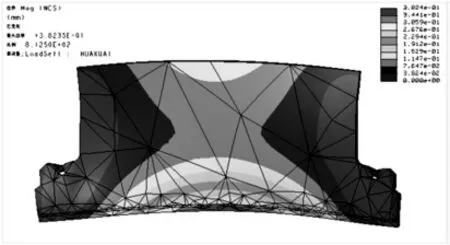
图3 位移云图
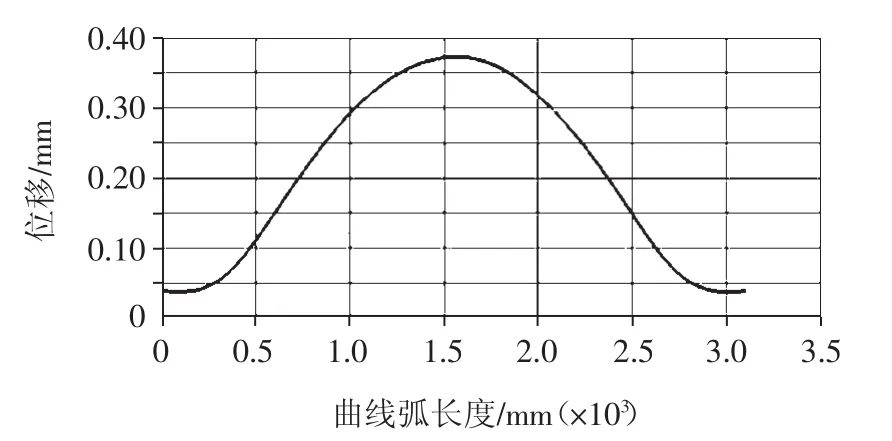
图4 位移曲线图
2 优化方案的比较
将滑块的结构和尺寸进行修改,重新建立模型,进行有限元分析。通过指定设计变量,在给定的变化范围内对新模型进行敏感度分析,从而确定设计尺寸与最大变形量的线性关系,为结构改进提供数据支持,并得出可行的优化方案。
2.1 方案一:滑块加厚
在原设计模型的基础上,将滑块厚度尺寸50mm定义为设计变量,定义变化范围为40mm~80mm,建立敏感度分析,可得到滑块厚度与最大变形量的线性关系(图5)。从关系图中可以看出,当滑块厚度从40mm增加到80mm时,滑块的最大变形量从0.70mm减小到了0.13mm。因此,增加滑块厚度可以减小滑块的刚度变形。
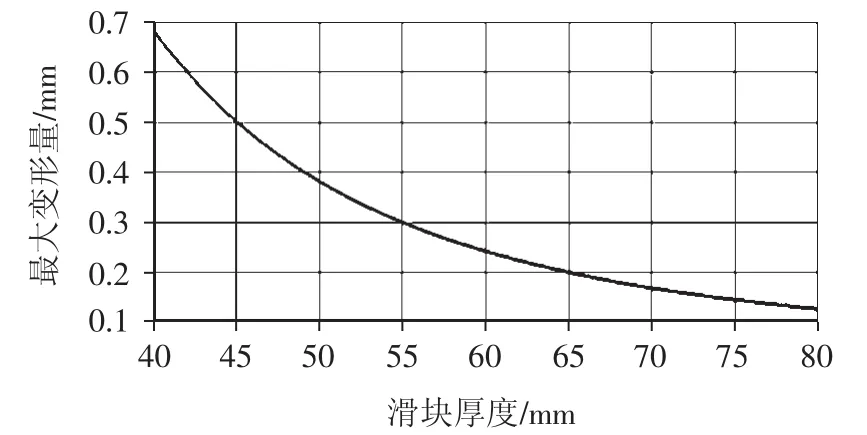
图5 滑块厚度与最大变形量的线性关系图
2.2 方案二:滑块加筋
在原设计模型的基础上,在滑块背部增加一处长3000mm、高 100mm、宽 50mm的筋板(图6),重新划分网格,施加约束与载荷,进行有限元分析,得到位移云图(图7)和位移曲线图(图8),通过与原模型的分析结果进行对比可看出,增加加强筋后,滑块的最大变形量由原来的0.382mm减小到了0.315mm。同时,将筋板厚度尺寸50mm定义为设计变量,变化范围40mm~60mm,建立敏感度分析,可得到筋板厚度与最大变形量的线性关系(图9),从曲线图上可以看出,筋板厚度从40mm增加到60mm,最大变形量仅仅减小了0.025mm。

图6 增加筋板示意图
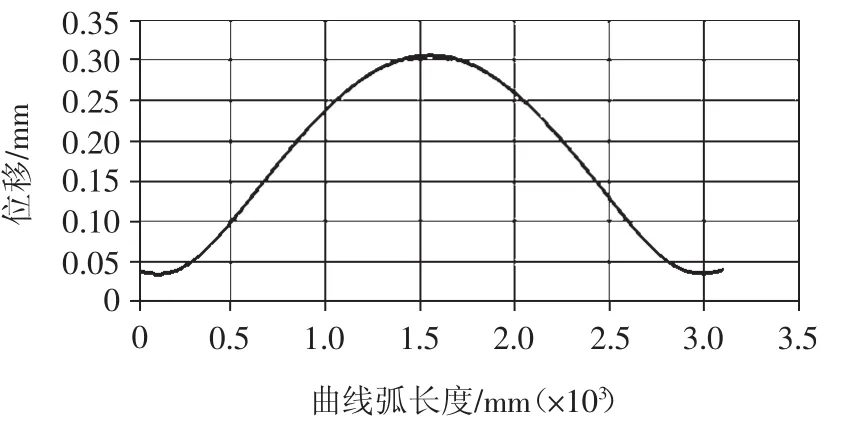
图8 位移曲线图
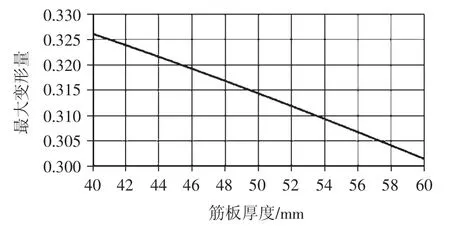
图9 筋板厚度与最大变形量线性关系图
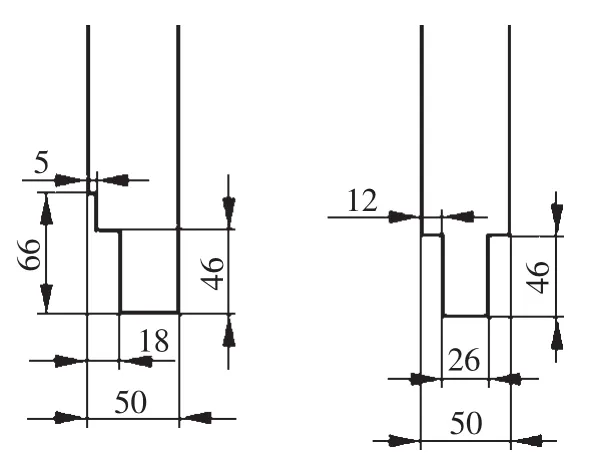
图10 原设计结构—改进后结构图
2.3 方案三:改变滑块下端面受力位置
基于加载后的滑块在全长范围内均有变形的考虑,尝试改变滑块的设计结构,改变后的结构如图10所示。重新施加载荷与约束,进行网格划分,建立有限元分析,得到新结构的位移云图(图11),从位移云图上可以看出,改变结构后,滑块的最大变形量从原来的0.382mm减小到0.108mm,滑块的变形得到了很好的改善。为进一步找出受力位置与最大变形量的关系,将滑块厚度方向的位置尺寸12mm定义为设计变量,定义变化范围为10mm~24mm,进行敏感度分析,得到受力位置与最大变形量的线性关系(图13)。从曲线图上可以看出,当位置尺寸在12左右时,滑块的最大变形量最小,也就是滑块下端面的受力位置在板厚中央时,滑块的变形量最小。
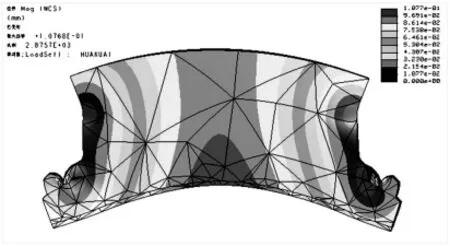
图11 位移云图
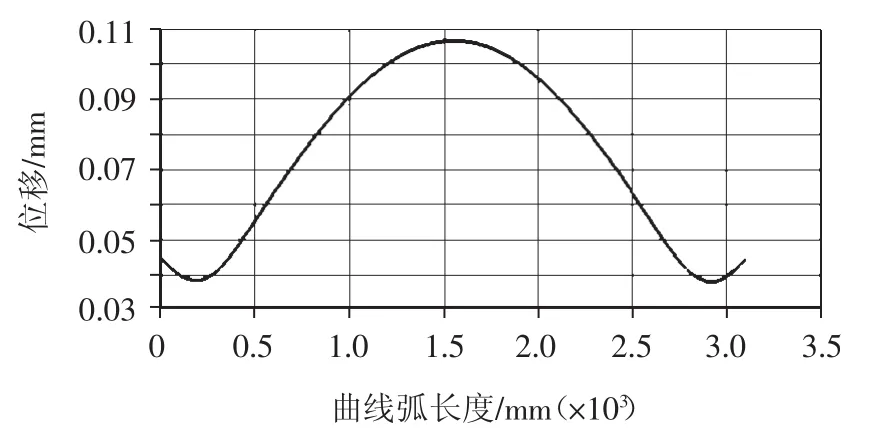
图12 位移曲线图
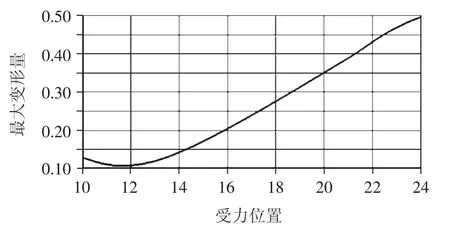
图13 受力位置与最大变形量的线性关系图
2.4 方案比较
综合分析上述结果,三种优化方案都在一定程度上减小了滑块的最大变形量。方案一通过加厚滑块可很大程度上减小滑块变形,但同时也大大增加滑块重量,增加制造成本,因此实际设计中应慎重选择;方案二增加加强筋对减小滑块变形的效果不是很明显,同时也增加了滑块本身的重量,加大制造成本,给操作带来不便,因此,增加加强筋的方法并不可取;方案三改变受力位置能够很好地改善滑块在工作时的受力状况,减小滑块的刚性变形,该方案仅仅改变了滑块的结构尺寸,不会增加生产制造成本,三个方案中,该方案是最经济有效的。
3 结论
本文采用有限元方法对公司WDB100-3100型数控液压折弯机滑块的刚性进行了分析,对影响滑块变形的关键设计参数进行敏感度分析,得出了滑块各设计参数与最大变形量的线性关系。并对几种优化方案进行了分析比较,认为引起滑块变形的主要原因是载荷在板厚方向上不对称,产生了弯矩,造成滑块在受载时,向位移约束的方向变形。因此,滑块在结构设计时应尽量使油缸的压力和模具的反作用力在板厚的中心位置,可以很大程度地减小滑块的变形。
本文运用有限元方法对滑块进行了敏感度分析,得出各关键设计参数与滑块最大变形量的线性关系,对折弯机滑块的结构优化与刚性校核具有一定的指导意义。
[1]谈传明,张子东,曹光荣,等.折弯机滑块的有限元分析及优化[J].锻压设备与制造技术,2011,46(6):37-40.
[2]乔建军,王保平,胡仁喜,等.Pro/ENGINEER wildfire 5.0动力学与有限元分析从入门到精通[M].北京:机械工业出版社,2010.