超超临界锅炉水冷壁T23接头时效性能
2015-06-06李夕强葛兆祥杨贤彪任遥遥
王 学, 李夕强, 杨 超, 葛兆祥, 杨贤彪, 任遥遥
(1.武汉大学 动力与机械学院,武汉430072;
2.武汉大学 流体机械与动力工程装备技术湖北省重点实验室,武汉430072;3.江苏方天电力技术有限公司,南京211102)
T23(HCM2S)钢是由日本开发的一种新型贝 氏体耐热钢,其在2.25Cr-1Mo基础上降低碳含量,添加钨,减少钼,并加入微合金化元素钒、铌、氮和硼,进行正火和回火处理后具有稳定的回火贝氏体组 织[1-2].T23钢 在600 ℃以 下 温 度 的 蠕 变 性 能 优异,与T91钢的蠕变断裂强度相当[3-4].合金化改良改善了T23钢的焊接性,薄壁管焊接时可取消预热和焊后热处理,从而简化水冷壁管排的制作和现场安装工艺[5-6].但国内的实际应用表明,未经热处理的水冷壁T23接头在运行中容易发生早期裂纹失效,使机组频繁停运,成为制约超超临界塔式炉高效运行的首要问题[7].理论上,T23钢的碳含量和合金含量较低,焊缝和热影响区在快冷条件下形成低碳板条马氏体和贝氏体的混合组织,即使不进行焊后热处理,接头也应具有良好的强韧性[8].但在运行条件下,上述混合组织并不稳定,有可能产生回火脆性[9]或时效脆化.另外,不稳定组织在应力作用下还可能发生蠕变脆性断裂[10].目前,国内外对超超临界锅炉中新型9%Cr马氏体耐热钢及其焊接接头的高温时 效 性 能 已 有 不 少 研 究[11-12],但 对T23 钢,特别是其接头时效性能的研究却较少[13-14].因此,笔者对未经热处理的T23接头在时效过程中的组织演变规律和性能变化进行研究,目的是揭示水冷壁T23接头早期失效机理,以评价其在长期运行中的安全性.
1 试验材料及方法
试验用T23接头的管子规格为外径38.1mm,壁 厚6.5 mm,填 充 材 料 为 直 径2.4 mm 的WZCr2WV 焊丝,管材和焊丝的化学成分列于表1.
接头形式为对接,V 形坡口,2G 位置焊接.焊接方法为手工GTAW 焊,3层单道焊.150~200 ℃预热,焊接电流为100~115A,焊接电压为10~14V,焊接速度为40~60 mm/min.焊后缓冷,不进行焊后热处理.
从该接头取样加工成时效毛坯试样,时效温度分别为500℃、550℃、600℃和650℃,每个温度下的时效时间分别为500h、1 000h、2 000h和3 000 h.时效后加工为5mm×10mm×55mm 的夏比V型缺口试样,缺口开在焊缝中心,每个时效条件下的室温冲击试样数量为3个,取测试结果的平均值.
从接头取样加工成标距长度25 mm、直径5 mm 的光滑持久试样,焊缝在试样中心.按照GB/T 2039—2012《金属材料单轴拉伸蠕变试验方法》,在RD2-3型高温蠕变和持久强度试验机上进行持久试验.为模拟水冷壁背火面和向火面的运行工况,试验温度分别为470℃和550℃.另外,考虑到现场安装条件苛刻,拘束度大,焊缝部位存在较大的残余拉伸应力,使焊缝的蠕变应力高于母材.为模拟接头焊缝部位的高应力蠕变,通过减小焊缝截面积来提高应力水平.具体方法是加工变截面接头持久试样,将试样焊缝部位的直径由5mm 减至3mm,其他部位直径不变,试验温度为550 ℃.
从时效试样中取样进行光学金相分析、硬度测试和电镜分析.光学金相分析在OLYMPUSPMG3型光学显微镜上进行,观察组织形貌的变化;在QUANTA400 型扫描电镜下观察沉淀相的析出;采用320HBS-300/0035布氏硬度计测试焊缝和母材的硬度,施加载荷为187.5kg.
2 试验结果
2.1 显微组织
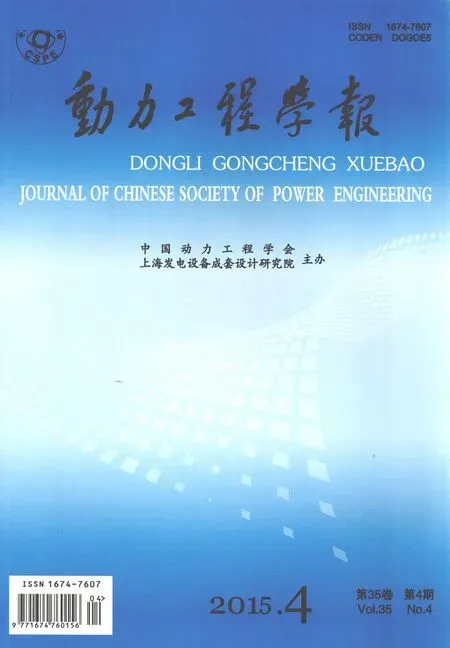
图1为焊缝在500 ℃、550 ℃、600 ℃和650 ℃时效3 000h后的显微组织照片.当时效温度低于550 ℃时,焊缝组织中板条马氏体位向特征非常明显;当时效温度超过600 ℃时,板条束外形部分消失,显示马氏体开始分解,但未观察到明显的碳化物析出;当时效温度超过650℃时,板条束分解特征更加明显,且在晶界上观察到析出的细小碳化物.

表1 试验材料的化学成分Tab.1 Chemical composition of test materials %
图2为 焊 缝 在500 ℃、550 ℃、600 ℃和650 ℃时效3 000h后的SEM 照片.从图2可以看出,时效温度为500 ℃时,在晶界和晶内都很少发现沉淀相的析出,表明合金元素仍处于过饱和固溶状态;时效温度为550 ℃时,晶界上析出少量非常细小的沉淀相;时效温度为600℃时,晶界沉淀相析出明显增多,且随着时效温度的进一步升高,沉淀相数量增多并且长大.有研究表明,T23 钢中的晶界沉淀相为M23C6型合金碳化物[2].

图1 不同温度下时效3 000h后焊缝的显微组织Fig.1 Microstructures of the weld metal after aging at different temperatures for 3 000h
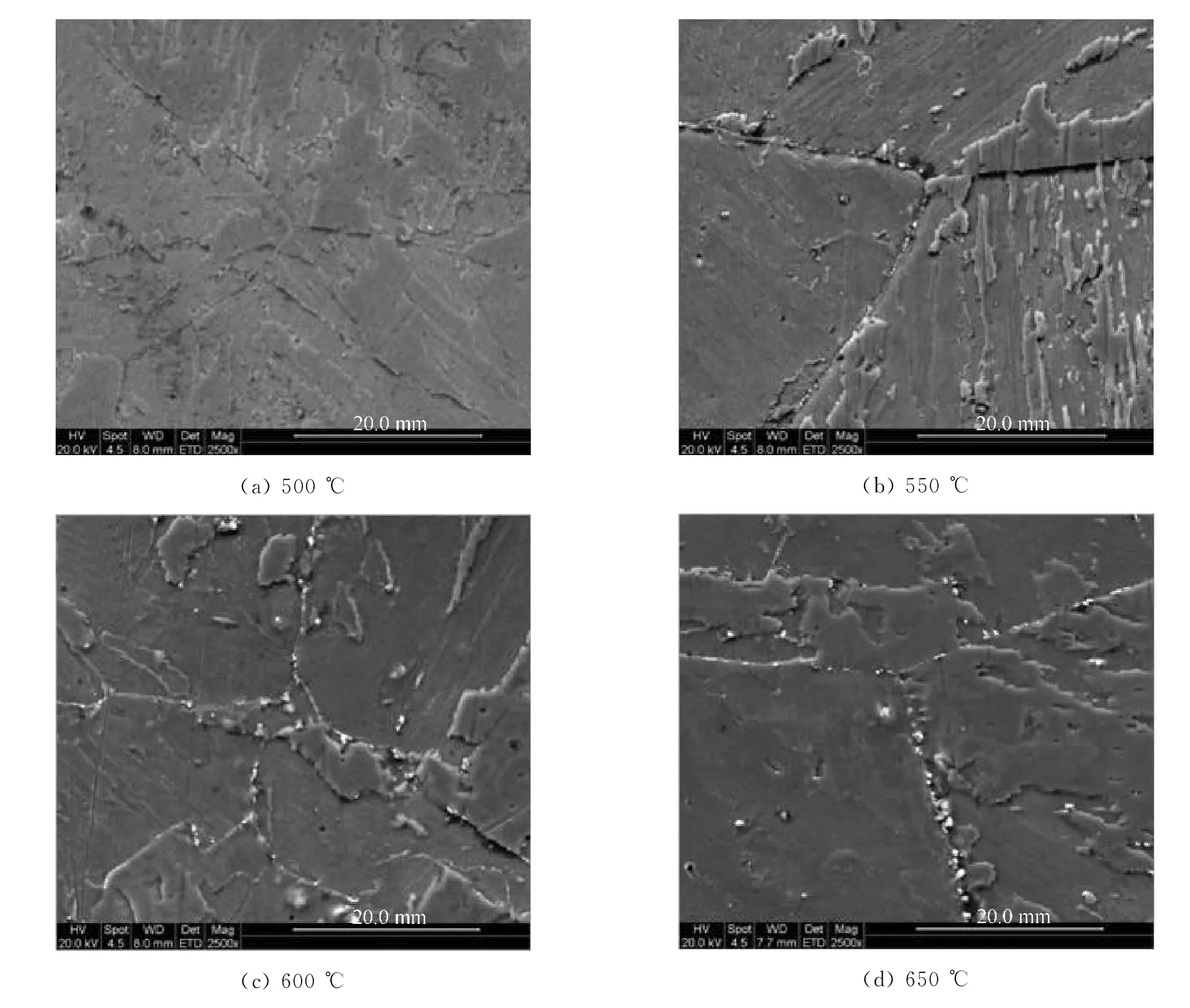
图2 焊缝在不同温度下时效3 000h后的SEM 照片Fig.2 SEM images of the weld metal after aging at different temperatures for 3 000h
以上显微分析表明,时效温度在550 ℃以下时 对焊缝组织的影响不大,焊缝保持焊态下的原始板条马氏体组织,合金元素大部分固溶于基体,析出的碳化物很少.由于T23水冷壁当量温度一般不超过550 ℃,因此焊缝和近缝区中的合金元素将长期处于过饱和固溶状态.
2.2 硬度和冲击韧性
图3为焊缝在不同时效条件下的硬度和冲击韧性测试结果.由图3(a)可以看出,当时效温度低于550 ℃时,焊缝基本上保持焊态时的高硬度状态,硬度在长期时效中几乎没有下降的迹象.当时效温度超过600 ℃时,焊缝硬度总体随时效时间的增加而降低,但在时效初期(1 000h 左右)存在一个硬化峰,而后逐渐降低.测试结果表明,在600 ℃时效1 000h后,焊缝的软化加速,时效2 500h后的硬度值开始低于250HB.焊缝在650 ℃下时效500h后就已明显软化,硬度值低于250HB.
由图3(b)所示的冲击测试结果可以看出,焊缝的初始冲击韧性值很高,超过110J/cm2,但时效500h后冲击韧性陡降.特别是在时效温度低于550℃时,焊缝冲击韧性长期处于极低水平,最低值不足10J/cm2,时效脆化非常严重.当时效温度超过600℃、时效时间大于2 000h后,焊缝冲击韧性才逐渐回升.
焊缝在时效前的冲击韧性良好,说明脆化是时效导致的,即T23接头焊缝在运行中发生了时效脆化.比较图3(a)和图3(b)还可以发现,时效阶段焊缝的韧性变化与硬度水平之间有密切关系.焊缝处于高硬度水平时,其冲击韧性很低,时效脆化严重.随着硬度的降低,焊缝冲击韧性回升.当硬度低于250HB以后,焊缝冲击韧性的改善尤其显著.硬度是金属监督中容易检测的指标,基于焊缝硬度与冲击韧性之间的相关性,建议焊缝硬度上限不超过250HB,以保证T23接头的冲击韧性.

图3 时效温度和时效时间对焊缝硬度和冲击韧性的影响Fig.3 Effect of aging temperature and aging time on the hardness and toughness of weld metals
2.3 蠕变断裂试验结果
图4 为光滑均匀截面试样的持久强度试验曲线,典型试样照片见图5.由图5可以看出,无论470℃还是550℃下的持久强度试验,试样均断于母材,断裂处有明显的缩颈变形,并未在焊缝处发生脆性断裂.这一方面说明焊缝的强度高于母材,另一方面说明均匀截面试样的持久强度试验不能反映实际水冷壁接头的蠕变断裂行为.
图6(a)给出了550 ℃时变截面试样的蠕变断裂照片,由于焊缝部位的截面积减小,应力增大(高于母材部位的应力),使断裂位置转移到焊缝.与图5相比,可以看到焊缝断裂处的变形非常小,延伸率与断面收缩率均接近零,与实际失效水冷壁T23接头的宏观脆性特征相似.断口附近的SEM 分析照片如图6(b)所示,裂纹发生在焊缝晶界,也与实际失效T23接头裂纹的微观形态和分布相似.应力时效模拟试验结果说明T23接头的早期失效是一种蠕变裂纹失效.
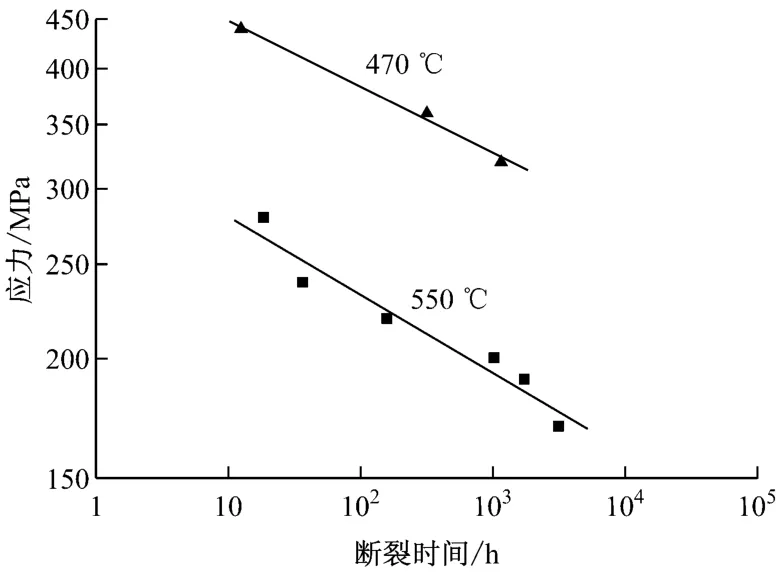
图4 接头持久强度曲线Fig.4 Creep rupture strength of the weld joint

图5 接头持久断裂试样Fig.5 Profile of fractured weld joint specimens
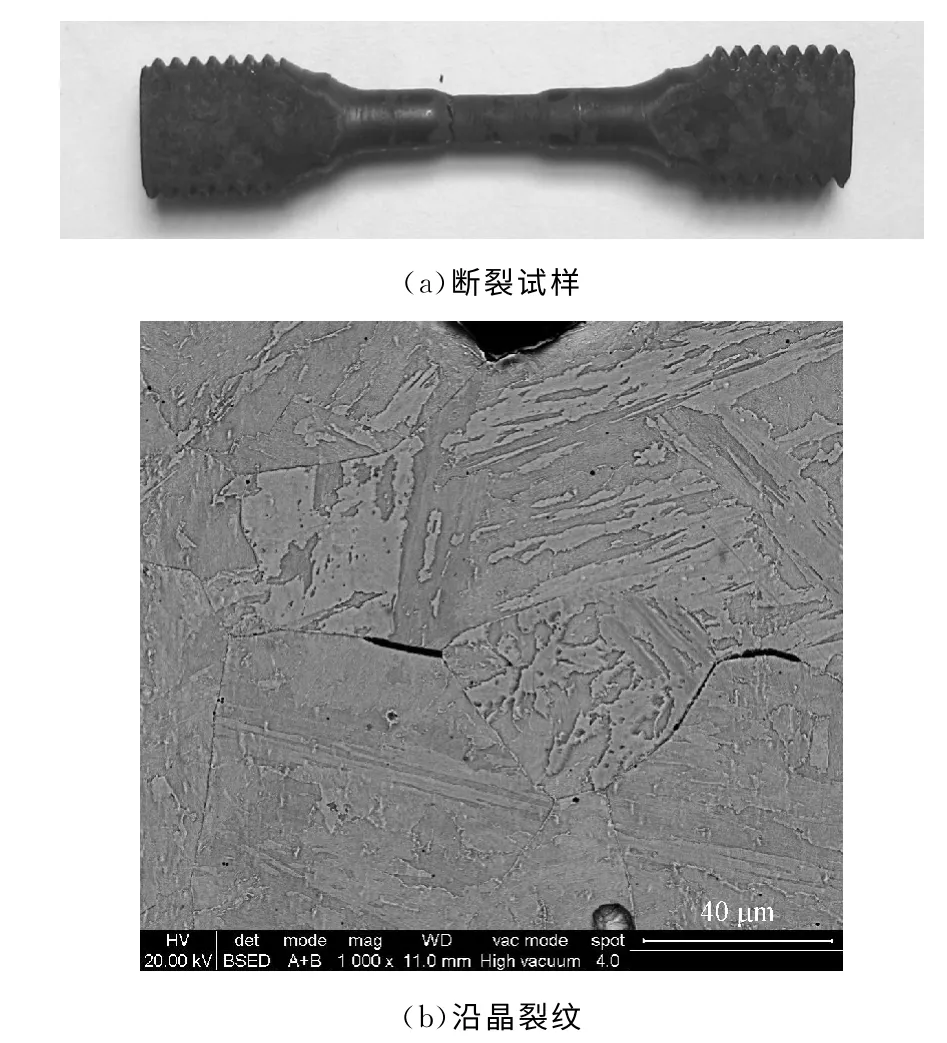
图6 接头变截面试样的蠕变断裂(550 ℃,220 MPa,2 391h)Fig.6 Image of a varying section creep rupture specimen of weld joint(550 ℃,220 MPa,2 391h)
3 分析与讨论
3.1 焊缝时效性能
由于冷却速度快,T23接头焊缝会形成亚稳态的马氏体和贝氏体混合组织,虽然其初始性能良好,但在时效(运行)过程中将发生回复与再结晶、碳化物析出等,使性能发生变化.时效温度对焊缝时效性能的影响很大,当时效温度低于550℃时,固溶于基体中的碳和合金元素很难析出,焊缝不仅保持焊态下的高硬度,还发生了严重的时效脆化,使性能恶化.冲击试样断口形貌为穿晶解理,并不是沿晶断裂,说明时效脆化原因不是第二类回火脆性,可能与马氏体回火脆性(TME)有关[9].当时效温度升高至600 ℃时,由于在晶界和晶内析出碳化物,焊缝硬度降低,当时效时间超过1 000h后软化过程明显加速.时效温度升高至650 ℃时,碳扩散能力明显增强,碳化物的析出加速,短时间内焊缝硬度就明显降低.从图3(a)的硬度变化曲线来看,650 ℃时效500 h的软化效果就超过了600 ℃时效3 000h时.继续延长时效时间,焊缝硬度降低趋势减缓,表明焊缝中析出的碳化物比较稳定,不易聚集长大.
超超临界(USC)塔式炉水冷壁出口端的汽水温度为475 ℃,在运行初期,中墙的管壁温度达到497℃.长期运行后,由于管壁形成垢层,管壁温度可升高至513 ℃.热负荷最高区域的管壁温度和出口附近的管壁温度可达520 ℃[15].因此,依据设计参数和运行工况,水冷壁在长期运行中的壁温不超过550 ℃.由时效试验结果,水冷壁在时效温度550 ℃以下运行时对T23接头焊缝组织的影响很小,合金元素将长期处于过饱和固溶的不利状态,焊缝性能很难得到改善.
3.2 接头早期失效机理的探讨
根据蠕变断裂试验结果,T23接头焊缝部位发生脆性蠕变失效.蠕变沿晶裂纹的形核主要有2种机制:三叉晶界处形核机制和晶界孔洞形核机制[10].选取哪种机制开裂取决于蠕变应力与温度:在高应力和较低温度下,由于晶界滑动在三晶粒交界处受阻,从而在三叉晶界处萌生裂纹并发展成楔形蠕变裂纹;在较低应力和较高温度下,晶界上的突起部位或第二相质点附近以孔洞形式开裂.图6表明,焊缝晶界未见孔洞,呈楔形开裂特征,这与水冷壁运行条件(温度较低,应力较高)相符.楔形蠕变裂纹的形成机理为:由于晶内过分强化,不易变形,相邻的三晶粒变形协调性差,则蠕变时在三晶粒交界处会产生相当高的应力集中,一旦应力集中超过了晶界的结合力,便会在三晶粒的交界处产生一个尖劈形的裂纹源头.由于外力的不断作用,在裂纹的尖端将产生新的应力集中点,如果此时晶界相当平直且没有析出相的存在来阻止裂缝的扩展,那么裂纹就很快沿晶界向前扩展,同时蠕变裂纹继续开启以及与其他晶界的裂纹连接,最后导致晶界断裂.根据该理论,T23接头焊缝中的沉淀相很少,碳和其他合金元素处于过饱和固溶状态,晶格畸变严重,处于高硬度状态.晶内硬化使焊缝具备了产生楔形蠕变裂纹的冶金学条件.
此外,国内有研究表明在水冷壁向火侧鳍片与管子角焊缝附近出现了沿T23管子侧熔合线走向的裂纹[7],该裂纹的形成机理与焊缝裂纹在本质上是相同的.因为热影响区的冷却速度也很快,具有与焊缝类似的组织和相近的高硬度水平,因此近缝区也有楔形蠕变裂纹倾向.
3.3 防止早期失效的措施
为了避免T23接头的蠕变失效,首先要消除产生裂纹的内因,即消除运行前焊缝和近缝区的不利组织状态,使基体中过饱和固溶的碳析出,降低硬度水平.此外,降低接头的残余应力和结构应力也非常重要.焊后热处理具有改善焊缝组织、降低硬度和消除残余应力等优点,从理论上分析是防止T23水冷壁失效的最有效措施.失效一般发生在未经热处理的基建焊口,很少发生在进行过整体热处理的厂家焊口,证明了焊后热处理的显著效果.此外,某电厂于2012年11月对1 244只泄露的T23焊口进行更换时,对焊口进行了局部焊后热处理,迄今未发生泄露事故,再次验证了焊后热处理的有效性.
水冷壁管排表面凹凸不平,保温效果不好,且加热元件与不同部位的接触紧密程度可能存在较大差异,造成温度场不均匀,加大了焊后热处理的质量控制难度.为了保证热处理的质量,需采取严格的监控措施.硬度是检验热处理质量可行且简便的方法,焊缝硬度指标不仅关系到冲击韧性,而且能反映合金元素的状态(固溶还是析出),直接影响楔形蠕变裂纹的失效倾向,因此控制接头硬度水平对于保证运行可靠性非常关键.根据所研究结果,建议焊缝及热影响区(HAZ)的硬度上限以不超过250 HB 为宜.需要说明的是,T23 钢的推荐焊后热处理温度为720~740 ℃,处于再热裂纹敏感温度区间,在热处理时要注意避免在熔合线附近产生再热裂纹,尤其对于轴向拉伸应力大的焊口,应特别注意.
细化晶粒不仅能抑制楔形蠕变裂纹的发生,而且可以提高热疲劳抗力[10],也能明显提高焊缝的抗裂性.但该措施的实施难度较大,因为目前现场焊接一般采用普通的手工GTAW 焊,热输入较大,而采用脉冲GTAW 方法的效率太低,不能满足生产要求.比较可行的是限制层间温度,尽量多层多道焊.另一个方法是改进焊接材料的合金化设计,加入能细化焊缝晶粒的合金元素,该措施的效果还有待研究.
4 结 论
(1)时效温度对T23 接头焊缝性能的影响很大,在时效温度550℃以下时,焊缝长期处于高硬度状态,且有明显的时效脆化倾向.当时效温度超过600 ℃后,焊缝中析出碳化物,硬度降低,冲击韧性逐渐恢复.
(2)T23接头焊缝部位的早期失效与楔形蠕变裂纹有关.由于水冷壁T23 管壁温度不超过550℃,焊缝在运行中长期处于不利的组织状态,接头始终存在泄露的危险.
(3)焊后热处理是防止T23接头早期失效的最有效措施.为保证焊后热处理的效果,建议将250 HB作为焊缝硬度控制的上限.
[1] BENDICK W,GABREL J,HAHN B,et al.New low alloy heat resistant ferritic steels T/P23and T/P24for power plant application[J].International Journal of Pressure Vessels and Piping,2007,84(1/2):13-20.
[2] 赵钦新,朱丽慧.超临界锅炉耐热钢研究[M].北京:机械工业出版社,2010:111-123.
[3] ARNDT J,HAARMANN K,KOTTMANN G,et al.The T23/24 book[M].Boulogne-Billancourt,France:Edition V&M,1998:22-24.
[4] von HARTROTT P,HOLMSTRÖM S,CAMINADA S,et al.Life-time prediction for advanced low alloy steel P23[J].Materials Science and Engineering:A,2009,510-511:175-179.
[5] VAILLANT J C,VANDENBERGHE B,HAHN B,et al.T/P23,24,911and 92:new grades for advanced coal-fired power plants—properties and experience[J].International Journal of Pressure Vessels and Piping,2008,85(1/2):38-46.
[6] 杨富,章应霖,任永宁,等.新型耐热钢焊接[M].北京:中国电力出版社,2006:79-86.
[7] 田强.国华台电1 000MW 超超临界塔式锅炉T23钢水冷壁裂纹浅析及防治[C]//火电厂金属材料与焊接技术交流2013 年会论文集.天津:中国电力科技网,2013.
[8] 周振丰.焊接冶金学(金属焊接性)[M].北京:机械工业出版社,1996:33-43.
[9] 王笑天.金属材料学[M].北京:机械工业出版社,1987:29-35.
[10] 刘尚慈.火力发电厂金属断裂与失效分析[M].北京:水利电力出版社,1992:90-97.
[11] FURTADO H C,de ALMEIDA L H,MAY I L.Precipitation in 9Cr-1Mo steel after creep deformation[J].Materials Characterization,2007,58(1):72-77.
[12] 刘福广,李太江,梁军,等.高温时效对P92钢焊接接头显微组织和力学性能的影响[J].中国电机工程学报,2011,31(14):121-126.LIU Fuguang,LI Taijiang,LIANG Jun,et al.Effect of thermal aging on microstructure and mechanical properties of P92steel weld joints[J].Proceedings of the CSEE,2011,31(14):121-126.
[13] 邓永清,朱丽慧,王起江,等.国产T23钢高温组织演变及其对性能的影响[J].钢铁研究学报,2007,19(8):46-50.DENG Yongqing,ZHU Lihui,WANG Qijiang,et al.Effect of microstructure evolution during creep on properties of domestic-made T23steel[J].Journal of Iron and Steel Research,2007,19(8):46-50.
[14] AGHAJANI A,SOMSEN C,PESICKA J,et al.Microstructural evolution in T24,a modified 2(1/4)Cr-1Mo steel during creep after different heat treatments[J].Materials Science and Engineering:A,2009,510-511:130-135.
[15] 季献武,段鹏,李驹.T23钢在超超临界1 000MW 机组的应用及现状[C]//600 MW/1 000 MW 超超临界机组新型钢国产化研讨会论文集.扬州:中国电力科技网,2009.