07MnMoVR钢制4000 m3丙烯球罐制造与焊接
2015-06-05李云福黄金国耿永丰
李云福,徐 亮,黄金国,耿永丰
(合肥通用机械研究院,安徽合肥230031)
07MnMoVR钢制4000 m3丙烯球罐制造与焊接
李云福,徐 亮,黄金国,耿永丰
(合肥通用机械研究院,安徽合肥230031)
介绍了07MnMoVR钢制4 000 m3丙烯球罐的制造与焊接工艺。按照标准规范的要求制定了该球罐合理的制造、安装技术条件,在球罐建造过程中按照制定的技术条件要求严格控制球罐的焊接质量,确保了球罐的制造及安装质量。
07MnMoVR;球罐;焊接工艺;预组装
0 前言
2011年某单位球罐区建设了8台常温储存4 000 m3丙烯的球罐。4 000 m3超大型丙烯球罐为国内首次建造,无论是设计还是工厂制造、现场安装、组焊、检验等难度都较大。为满足高参数球形储罐的应用需求[1],该球罐采用应力分析设计方法设计,球罐球壳的材料选用07MnMoVR钢。本研究阐述了该球罐的制造与安装焊接工艺,并按照球罐的制造与安装技术条件的要求进行球罐焊接质量检验和控制,确保了球罐的制造及安装质量。
1 球罐执行标准及主要参数
按照国内球罐标准GB12337-1998《钢制球形储罐》及GB5004-2010《球形储罐施工规范》的规定[2],编制了4 000 m3丙烯球罐制造和安装技术条件。4 000 m3丙烯球罐主要技术参数如表1所示。该球罐的设计结构形式如图1所示。
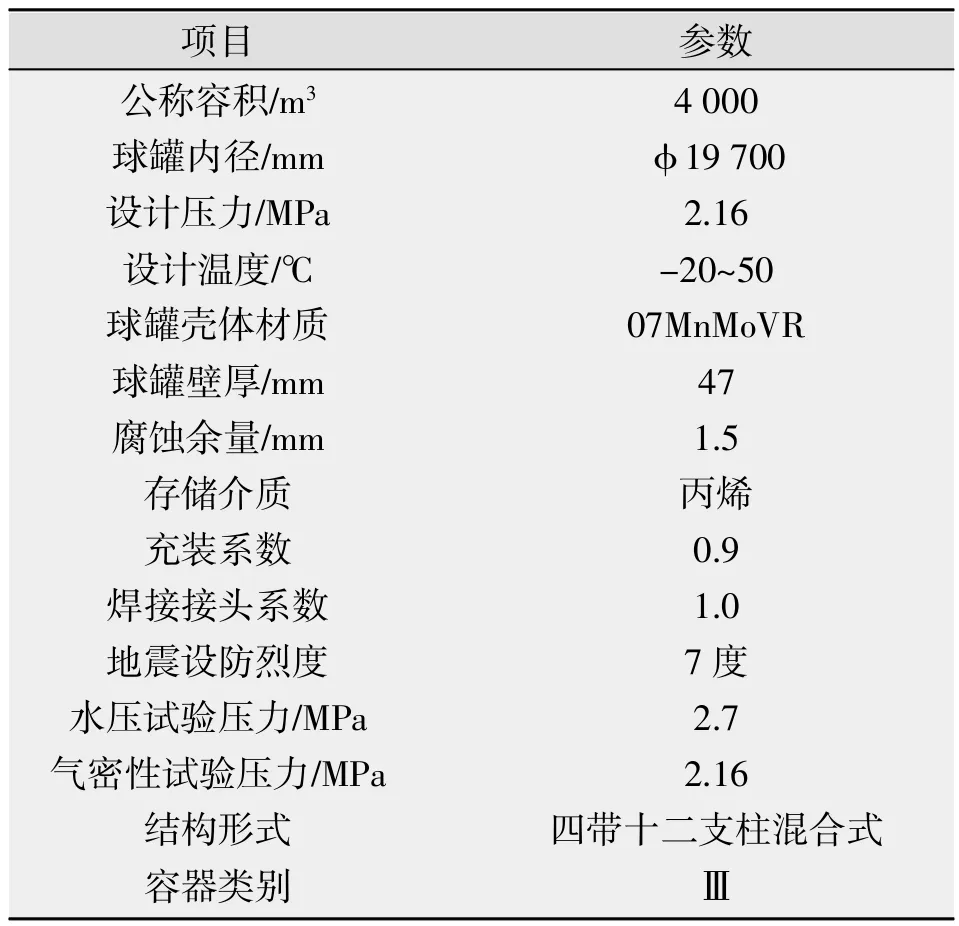
表1 球罐主要技术参数
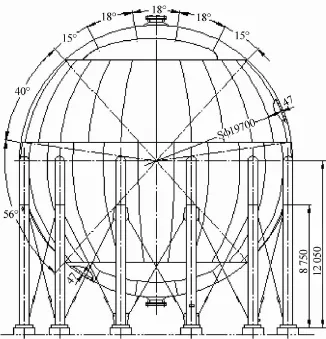
图1 4 000 m3丙烯球罐的结构形式
2 球罐主体材料及性能分析
2.107MnMoVR钢板与08MnNiMoVD锻件
4 000 m3球罐球壳采用07MnMoVR钢板,锻件采用08MnNiMoVD低温锻件,其中人孔凸缘及人孔法兰级别为Ⅳ级锻件,其余锻件级别为Ⅲ级。按照技术条件要求,球壳用07MnMoVR钢板的化学成分(熔炼分析)在满足文献[3]的前提下,还应保证w(P)≤0.015%、w(S)≤0.008%、钢板-20℃冲击功吸收功(平均值)≥100 J。钢板应按标准[3]规定逐张进行100%超声检测,检测要求为Ⅰ级合格,且钢板应逐张进行厚度检测,每张钢板的测量部位不少于9处,钢板允许的负偏差为0.30 mm。锻件化学成分(熔炼分析)在满足标准[4]要求的前提下,还应保证w(P)≤0.015%、w(S)≤0.008%、锻件-40℃冲击功吸收功(平均值)≥60 J。制造单位按照技术要对钢板、锻件进行化学成分复验,逐张、逐件进行超生检测及力学性能复验[5]。经检验所有钢板、锻件的合金元素化学成分含量均在标准规定的范围内;钢板超声检测均达到Ⅰ级,杂质元素S、P含量均满足要求,-20℃冲击功吸收功(平均值)均远高于100 J,钢板厚度允许负偏差最大为0.1 mm。钢板和锻件的力学性能复验结果统计分别见表2和表3。
2.2 J607RH焊条
球罐主体焊接采用与07MnMoVR钢板相匹配的J607RH焊条。焊条熔敷金属的化学成分杂质含量应保证w(P)≤0.015%、w(S)≤0.008%;其-50℃冲击功吸收功(平均值)≥54 J;J607RH焊条的熔敷金属扩散氢含量[H]采用水银法进行测定[6],测定值[H]≤5.0 mL/100 g为合格。焊条熔敷金属化学成分及力学性能(焊态)的复验结果分别见表4和表5。焊条经350℃~400℃烘干1 h后,焊条熔敷金属扩散氢含量[H]的测定结果平均值为3.27 mL/100 g,符合技术条件[H]≤5.0 mL/100 g的要求。

表2 07MnMoVR钢板力学性能统计

表3 08MnNiMoVD锻件力学性能

表4 J607RH焊条熔敷金属的化学成分%

表5 J607RH焊条熔敷金属力学性能
3 球罐建造的质量控制
3.1 球壳板几何尺寸控制及检验
球罐制造单位压制球壳板时,球壳板曲率允许偏差(e),应采用弦长大于等于3 000 mm的样板进行检查;球壳板弦长小于3 000 mm时,样板的弦长不得小于球壳板的弦长,球壳板曲率允差e,中间测点小于等于3 mm(距周边坡口大于等于150 mm)、周边测点小于等于2 mm。曲率检查合格后再检查球壳板几何尺寸。对组焊上支柱的赤道板造成曲率超标的进行曲率校型直至满足精度要求。球壳板几何尺寸、坡口检查见表6。由表6的检测结果可知球壳板的几何尺寸完全符合技术条件要求。
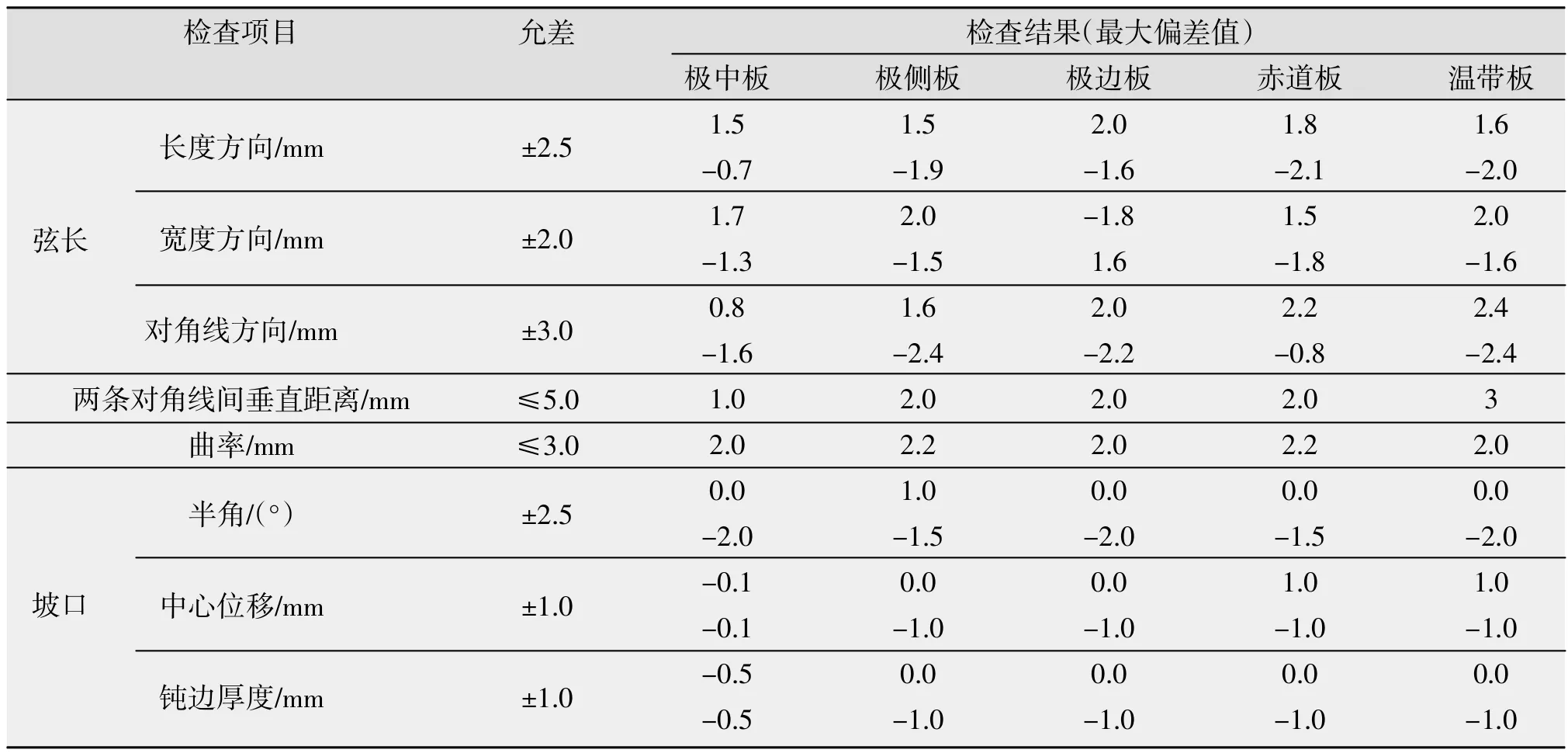
表6 球壳板曲率、几何尺寸、坡口检查结果
3.2 球罐的制造及安装焊接工艺
合肥通用机械研究院前期针对07MnMoVR高强钢进行了大量焊接性能试验,在焊接该钢时如采用大线能量焊接,易生成奥氏体晶粒粗化以及上贝氏体,从而导致焊接热影响区的脆化,致使其焊接接头冲击韧性急剧下降。因此在组焊47 mm的07MnMoVR球壳板时,在确保其不产生冷裂纹的前提下,应采用较低的焊接线能量进行施焊,以确其焊接接头的强度和冲击韧性满足技术条件的要求。
制造及安装单位按照制造及安装技术条件的要求对07MnMoVR钢分别进行了立焊、横焊、平焊+仰焊三种位置的焊接工艺评定,根据合格的焊接工艺评定报告确定该钢的焊接工艺规范为预热温度不低于125℃、层间温度125℃~180℃,焊后应立即进行(200~250)℃×1 h的消氢热处理。J607RH低氢型药皮焊条应采用直流反接方式焊接,不同规格焊条采用的焊接电流应符合表7的要求。
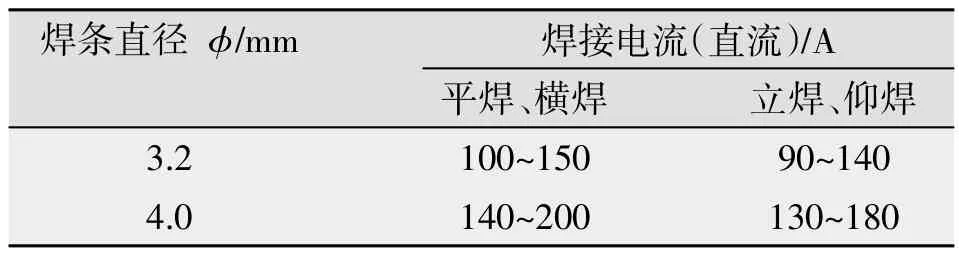
表7 不同规格焊条采用的焊接电流
球罐施焊时,应采用窄焊道、薄层多层焊,每一焊道宽度不大于焊芯直径的5倍,每一层焊道的厚度不超过4.0 mm。球罐不同位置的焊接线能要求如表8所示。
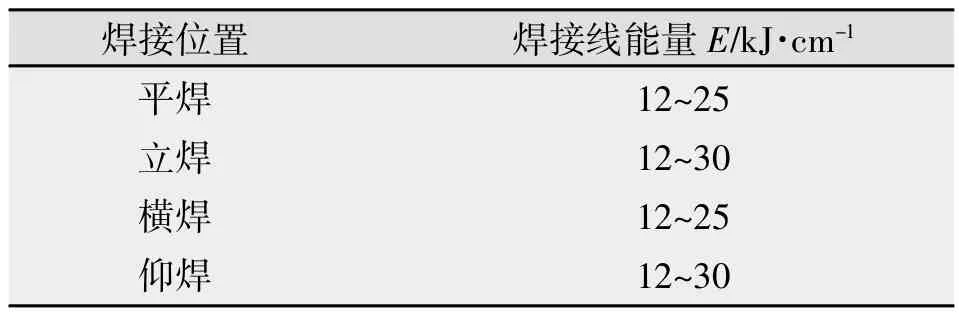
表8 各位置焊接线能量
3.3 球罐组焊质量控制
J607RH高韧性低氢型焊条施焊前须经350℃~400℃保温1 h的烘干处理,然后置于100℃~150℃恒温箱内,并检查确认焊条药皮无剥落和裂纹。焊工施焊时应使用焊条保温筒,保温筒内的焊条须在4 h内用完,否则应重新烘干,但烘干次数不应超过两次。焊前需清除坡口两侧50 mm范围内的氧化皮、水锈、油污及灰尘等,焊接过程中预热温度和层间温度严格控制在125℃~180℃范围内,焊后消氢处理温度严格控制在200℃~250℃,焊接线能量严格控制在30 kJ/cm,焊道厚度不超过3.5 mm、宽度不超过16 mm。外侧焊接完毕、内壁清根打磨后进行渗透检测,结果全部符合文献[4]规定的Ⅰ级要求。
3.4 球罐组焊后质量检查
为避免球罐焊后焊接接头应力集中现象,球罐组焊后应对其焊缝余高进行打磨,焊缝表面应打磨至与母材圆滑过渡,并清除焊缝的表面缺陷,打磨后球罐外表面焊缝的余高应控制在0~1.5 mm范围内。对打磨后球罐的几何尺寸及焊缝棱角度和焊缝余高进行了检测,检测结果见表9。由表9可知,球壳板焊后进行几何尺寸均符合技术条件的要求。按照JB/T4730-2005的要求[4]对球罐主体焊缝进行了100%射线检测和超声检测,拍片共计18 448张,一次合格17 953张,一次合格率97.32%(其中Ⅰ级片12 355张、Ⅱ级片5 598张),返修495张,主要缺陷为夹渣和气孔,无裂纹,返修1次均合格,超声检测均为Ⅰ级。此外对球罐所有焊缝表面、球壳定位块清除后的焊迹等部位进行了100%磁粉检测,检测结果均符合JB/T4730.4-2005的Ⅰ级要求。
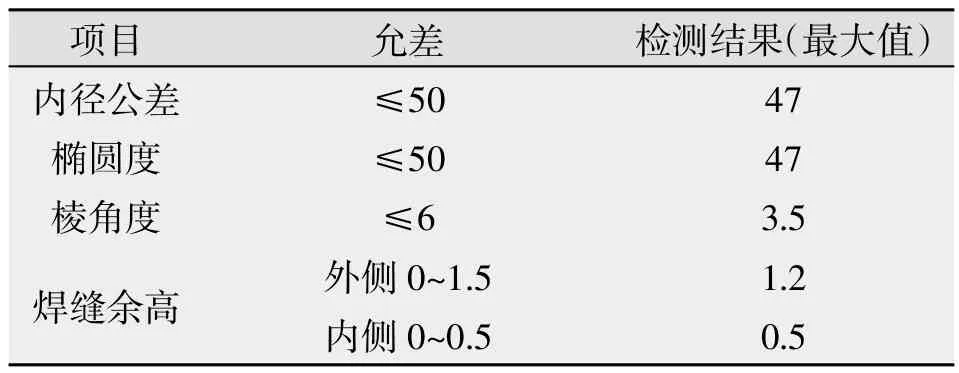
表9 球罐组焊后几何尺寸检测结果mm
3.5 球罐产品试件力学性能
球罐的焊接试板均按照NB/T47014-2011和NB/T47016-2011的要求采用与球罐极中板同炉号、同热处理状态、同厚度的07MnMoVR钢板与08MnNiMoVD锻板焊接制作[7-8],每台球罐均需制备产品焊接试板,其焊接工艺与球罐现场焊接工艺规范要求一致。焊接线能量控制在20~45 kJ/cm,试板焊后模拟热处理采用与现场球罐焊后整体热处理工艺(570±20℃×2 h)相同的工艺。试板力学性能技术要求及试验结果分别见表10和表11。拉伸试验断裂位置均在焊缝上。按D=4a、α=180°进行侧弯试验,结果均合格。由表11可知,该8台球罐的力学性能试验结果均符合技术标准要求。

表10 焊接试板力学性能技术要求

表11 8台丙烯产品焊接试件的力学性能检验结果
4 结论
07MnMoVR钢具有良好的焊接性能,制造单位严格控制原材料的采购和复验,球片压制严格控制曲率和几何尺寸,零部件组焊和产品最终检验等环节严格把关。安装单位现场组焊时严格控制施焊时的预热温度、层间温度及焊接线能量等焊接工艺参数,保证了焊缝及热影响区具备足够的塑性和韧性;球罐焊后几何尺寸检查结果符合技术要求;球罐产品焊接试板的力学性能、弯曲性能及冲击韧性均满足设计技术文件和相关国家标准的要求,
Page 143
Manufacture and welding procedure for 07MnMoVR steel 4 000 m3propylene spherical tank
LI Yunfu,XU Liang,HUANG Jinguo,GENG Yongfeng
(Hefei General Machinery Research Institute,Hefei 230031,China)
The manufacture and welding procedure of 4 000 m3Propylene spherical tank using 07MnMoVR steel were presented. According to establish the appropriate manufacturer and installation technical condition,strictly control the quality of construction and welding.Thus the installation quality of tank was well ensured.
07MnMoVR;spherical tank;welding procedure;pre-assembly
TG446
:A
1001-2303(2015)09-0133-05
10.7512/j.issn.1001-2303.2015.09.29
2015-03-16;
2015-06-20
李云福(1963—),男,上海人,教授级高工,主要从事压力容器设计、制造、安装、工程建设等相关工作。
