超级双相钢不锈钢药芯焊丝堆焊技术在压力容器制造中的应用
2015-06-05李义民任世宏胥文魁陈宏伟张建晓
李义民,张 凯,任世宏,胥文魁,陈宏伟,张建晓
(兰州兰石重型装备股份有限公司,甘肃兰州730314)
超级双相钢不锈钢药芯焊丝堆焊技术在压力容器制造中的应用
李义民,张 凯,任世宏,胥文魁,陈宏伟,张建晓
(兰州兰石重型装备股份有限公司,甘肃兰州730314)
针对日本超级双相钢药芯焊丝在基材12Cr2Mo1R、厚度40 mm板材上进行了堆焊试验,过渡层采用309MoL型药芯焊丝,表层采用2507型药性焊丝。选用合适的焊接工艺参数,控制复层铁素体组织比例大于30%,使堆焊层具备超级双相不锈钢良好的耐蚀性能。试验结果表明,2507型超级药芯焊丝化学分析、铁素体含量、力学性能、耐蚀性能等符合技术条件及相关标准。经实践产品检验,完全可以满足生产需要。
超级双相不锈钢;药芯焊丝;2507型;耐蚀性能
0 前言
目前双相不锈钢的焊接性和耐蚀性得到了长足发展,性能进一步得到改善,应用范围不断扩大,已成为热交换器、化工压力容器和储罐、输油输气管线等设备制造中不可或缺的结构材料。其最大特点是耐蚀性超强,强度性能高。其热膨胀系数介于碳钢和低合金钢之间,可极大地降低焊接变形与焊接残余应力。
由于不锈钢药芯堆焊有保护气体,避免了空气的侵入和杂质污染,堆焊质量高、熔敷效率高,可实现全位置焊接,特别适用于合金钢和特殊合金的堆焊。本试验完全模拟产品筒体(12Cr2Mo1R)内壁堆焊形式,第一层为WEL FCW309MoLT,第二层为WEL FCW329J4L。
1 双相不锈钢的焊接特点[2-3]
与纯奥氏体不锈钢相比,双相不锈钢焊后具有较低的热裂倾向;与纯铁素体不锈钢相比,其焊后具有较低的脆化倾向,且焊接热影响区粗化程度也较低,因而具有良好的焊接性。但双相不锈钢中有较大比例的铁素体存在,所以具有铁素体钢固有的脆化倾向。选用合适的焊接材料不会发生焊接热裂纹和冷裂纹。
双相不锈钢屈服强度高、导热系数大、线膨胀系数小,焊前不需预热,焊后不需热处理;同时如果焊接规范控制不当,可能会析出:(1)氮化物Cr2N,CrN,见图1;(2)二次奥氏体(γ2),见图2;(3)金属间脆化相(σ相),见图3。
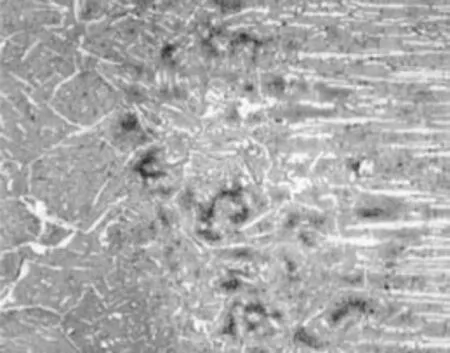
图1 氮化物
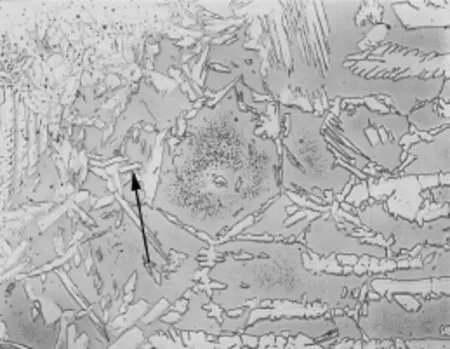
图2 二次奥氏体
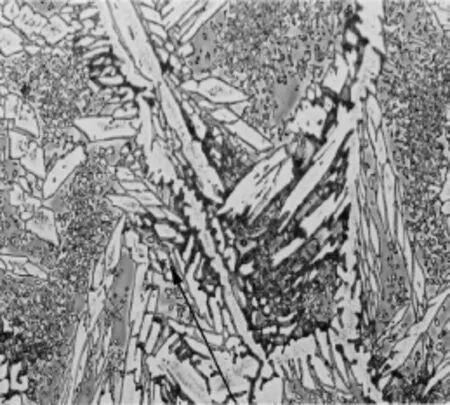
图3 σ相
根据上述分析,保持相平衡,得到满意的相比例组织,尽量减少析出相,是双相不锈钢焊接的关键,要达到此目的需做到:严格控制焊接热输入量;提高焊接材料中的Ni含量,一般焊材中的Ni量要比母材高2%~4%,再加入与母材含量相当的N(大约为0.1~0.2%);避免焊后消除应力处理。
2 试验材料及方法
2.1 试验用板材及焊接材料
根据产品堆焊技术条件的要求,试验用基层为12Cr2Mo1R,厚度40 mm;选用WEL FCAW309MoLT堆焊过渡层,WEL FCAW329J4L堆焊表层,焊丝直径φ1.2 mm,药芯焊丝化学成分见表1。

表1 超级双相不锈钢CO2药芯焊丝化学成分%
2.2 超级双相不锈钢CO2药芯焊丝堆焊工艺参数确定
主要采用逼近法来确定工艺参数。其调整方法如下:首先把堆焊速度调到一定值,并将电流调到相应的近似值,引弧后根据电流表的读数,将堆焊电流调到指定读数,与此同时,及时调节电压表的读数;其次,每次调整都要观察电弧燃烧、堆焊焊缝成形等情况,根据调整记录,选择最佳配合,提出修正的工艺参数。本次试验经过多次调整,最终确定了最佳超级双相不锈钢药芯焊丝堆焊工艺规范,如表2所示。
3 焊接工艺评定
根据试验要求及技术条件的规定,基材采用规格为400×400×40mm的12Cr2Mo1R钢板,焊接方法为双层(WELFCAW309MoLT+WEL FCAW329J4L)堆焊,堆焊前将待堆焊试件表面磨出金属光泽并进行PT检测;焊接时应控制过渡层的预热不低于120℃,道间温度在120℃~240℃,表层预热不大于100℃;堆焊道间塔接长度8~10 mm;堆焊时其试件倾角1°,保证熔合比;焊接后进行UT、PT检测,符合JB4730中一级。

表2 超级双相不锈钢CO2药芯焊丝堆焊工艺参数
试件经过化分、弯曲试验、硬度、铁素体含量、腐蚀试验、金相,试验结果分别见表3、表4、表5、表6、表7及图4、图5、图6。
(1)堆焊层化学成分及结果见表3。

表3 堆焊层化学成分 %
(2)堆焊层弯曲试验及结果见表4。
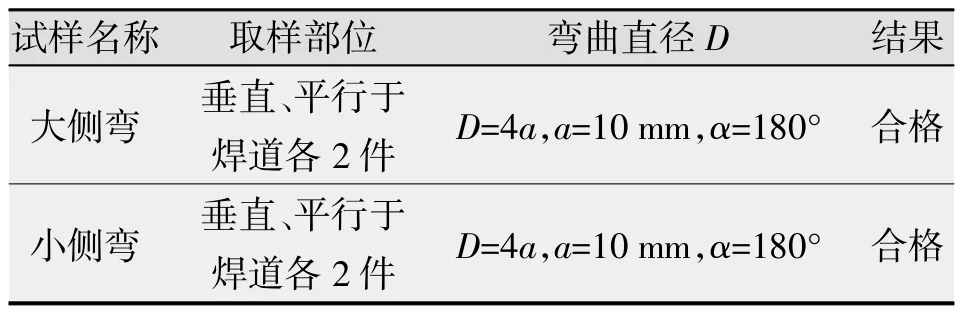
表4 堆焊层弯曲试验
(3)硬度测量及结果见表5。

表5 硬度测量(HV10)
(4)铁素体测量及结果见表6。
(5)腐蚀试验及结果见表7。
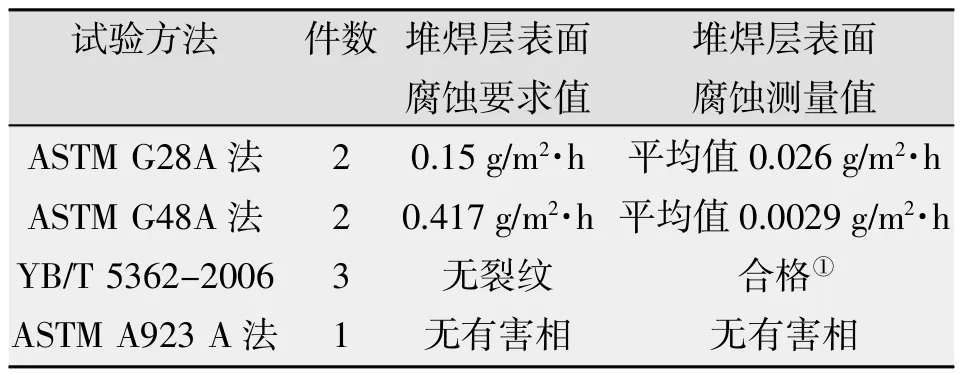
表7 腐蚀试验
(6)各区金相照片及金相显微组织分别见图4、图5、图6。

图4 表层(×1 000)

图5 过渡层(×1 000)

图6 熔合线附近
图5为铁素体+奥氏体组织,图6为奥氏体+铁素体组织;表3化学成分、表4弯曲试验、表5三区硬度检测、表6堆焊层表面铁素体含量及表7耐蚀性检测的测试数据表明:超级双相不锈钢CO2药芯焊丝堆焊层各项性能稳定,符合技术条件及NB/T 47014-2011《承压设备焊接工艺评定》要求,能够用于指导生产实践。
4 产品焊接
工艺试验及工艺评定完成并检测合格后,为成功应用于实际产品生产,事先制定了超级双相钢不锈钢药芯焊丝堆焊作业指导书。在产品焊接过程中设立了多个停留点,严格控制堆焊过程。经现场目视检测、无损检测后发现,焊缝成形美观,各项技术指标均满足设计和相关标准规范要求。
5 结论
(1)超级双相不锈钢综合了奥氏体型和铁素体型不锈钢两者的优点,具有良好的韧性、强度,且有良好的耐点蚀能力,选择在筒体内壁或换热器管板侧堆焊超级双相不锈钢层的设计既提高了耐腐蚀性又节省资金。
(2)选用合适的焊接工艺参数,进行双相不锈钢堆焊,可以控制复层铁素体组织比例大于30%,堆焊层具备超级双相不锈钢良好的耐蚀性能。
(3)在实际产品中的成功应用,表明所制定的焊接工艺是正确合理的。
[1]中国机械工程学会焊接学会.焊接手册1-焊接方法与设备[M].北京:机械工业出版社,2008.
[2]徐刚,张凯,任世宏,等.石化装置用SAF2205钢的焊接[J].电焊机,2012,42(10):66-69.
[3]中国机械工程学会焊接学会.焊接手册2-材料的焊接[M].北京:机械工业出版社,2008.
[4]张鹏林,赵文军,周涛,等.不锈钢药芯焊丝堆焊技术在压力容器中的应用[J].电焊机,2006,36(12):60-62.
Application of super duplex stainless FCAW overlaying in pressure vessel fabrication
LI Yimin,ZHANG Kai,REN Shihong,XU Wenkui,CHEN Hongwei,ZHANG Jianxiao
(Lanzhou LS Heavy Equipment Co.,Ltd.,Lanzhou 730314,China)
Aiming at Japanese super dual phase steel flux-cored wire in 12Cr2Mo1R base material,the welding test on 40 mm thickness plate,the transition layer using 309MoL flux-cored wire,surface using 2507 type quantity of welding wire.Choose the appropriate welding process parameters,control group stratified ferrite proportion is above 30%,super duplex stainless steel surfacing layer with good corrosion resistance.Experimental results show that the type 2507 super flux-cored wire chemical analysis,ferrite content,mechanical properties,corrosion resistance conform to the technical conditions and related standards.By the practice of product inspection,can fully meet the production needs.
super duplex stainless;flux-cored wire;the type 2507;corrosion resisting property
TG446
:A
1001-2303(2015)09-0189-04
10.7512/j.issn.1001-2303.2015.09.43
2014-07-08;
2015-09-14
李义民(1983—),男,甘肃灵台人,在读硕士,工程师,主要从事压力容器的制造、安装与维修工作。
