立角焊自动焊机机头的研制
2015-06-05张胜文苏延浩彭世警
张胜文,苏延浩,管 凯,彭世警
(江苏科技大学机械工程学院,江苏镇江212003)
立角焊自动焊机机头的研制
张胜文,苏延浩,管 凯,彭世警
(江苏科技大学机械工程学院,江苏镇江212003)
根据立角焊焊接的特点,针对立角焊自动化程度低、调整困难、生产率低等缺陷,设计了一种立角焊自动焊机的机头。详细介绍焊机机头的总体方案设计、结构组成和设计以及技术要点,包括不同动力装置的对比分析,焊机机头的结构设计、工作原理分析和三维模型的建立,焊枪位姿数学模型的建立和分析。实现了焊枪与水平面夹角的自动化调整,焊枪的自动对齐焊缝以及焊枪(焊丝)与焊缝距离的自动补偿功能,焊机的自动化和柔性化程度都得到了很大提高。
立角焊;自动焊机机头;结构设计;位姿分析
0 前言
立角焊是立焊与角焊的结合,焊缝质量比立焊和角焊都难控制[1],在船舶、工程机械和煤矿机械制造等行业都是一个非常重要的环节,其焊接质量的好坏以及焊接效率的高低直接影响着工件的质量和生产效率,因此提高立角焊的焊接质量和自动化程度,对于提高产品质量、提高生产率、减轻劳动强度、提高企业的竞争力具有至关重要的作用[2-4]。
目前立角焊技术主要存在的问题:(1)手工焊接效率低,立角焊需要经验丰富的焊工才能焊接出质量较高的焊缝,并且一些狭小的格子间人员无法进入;(2)实现部分焊接自动化的焊机焊接效率虽然比手工焊高,但焊接准备时间长,无法满足焊接生产线的需求;(3)焊机机头大,无法伸入一些较狭小的格子间内焊接,并且调整繁琐,机头容易碰撞到工件。
为有效解决上述问题,实现立角焊的自动化焊接,本研究以实现焊机头角度的自动调整、焊枪的自动对中以及焊枪的摆动焊接为目标,研制了一种立角焊自动化焊机机头,完成了其机械结构设计以及焊枪的位姿分析。
1 焊机机头总体方案设计
立角焊焊机机头的设计是为了实现焊机的自动化调整与焊接,机头设计的整体方案采用多自由度及焊枪位置自动调整的结构,即自动调整焊枪与水平面之间的夹角,自动调整焊枪以与焊缝中心对齐,自动调整焊枪与焊缝的距离,控制焊枪摆动以形成不同形式和大小的焊缝。根据上述要求,为焊机机头的设计确定了以下方案,焊机头机构原理如图1所示。

图1 机头机构原理
(1)焊机头的定位。焊机头整体安装在竖直梁的底端,随竖直梁一起运动,竖直梁从工件上方向下伸入到十字立板内侧后通过两个互相垂直的传感器定位到立板的十字交叉中心。
(2)焊枪位置的调整。考虑到若将焊机机头水平固定,机头在水平面内的长度较长,机头在十字立板或格子板上方向下伸入工件时,由于空间狭小机头容易碰撞到工件从而损坏焊机;焊枪姿态对立角焊焊缝的成形存在较大的影响,不同的焊接工艺采用的焊枪姿态都会有所不同,立角焊时焊枪向上倾斜,与水平面的夹角一般在10°~40°内变化,即与焊缝下成50°~80°角,立角焊示意如图2所示。立焊分为立向上焊和立向下焊两种方法,立向上焊一般采用10°~30°仰角,立向下焊一般采用30°~40°仰角,不同厚度、不同坡口的板焊接时对该角度也有一定的要求[5-7],因此设计时采用机头与水平面夹角可自动调节的结构:支撑气缸与机头构成滑块连杆机构带动机头转动,机头未伸入立板内侧时,机头垂向下以减小机头在水平面上的长度,从而防止机头向下伸入立板内侧时焊枪撞到立板,机头伸入立板内侧后,支撑气缸推动机头转到所需的角度。焊丝与焊缝之间的距离随焊枪与水平面夹角的变化而变化,因此,焊枪前后距离的调节采用自动补偿气缸控制的方式实现。

图2 立角焊示意
(3)焊机头前端部件的推进。机头伸入立板内侧,支撑气缸带动机头旋转到指定角度后,滚轮和焊枪机构通过推进气缸的伸向立角焊缝,使滚轮顶住两侧立板的交叉角。
(4)焊枪与焊缝的对齐。滚轮与焊枪在同一竖直面内并与两侧立板成相等角度,滚轮与焊枪摆动装置构成一体可沿滑轨左右滑动,将焊枪柔性定位到立板的十字交叉中心。推进气缸推动滚轮与焊枪前进时滚轮与立板接触,若焊枪与焊缝不对齐,滚轮在气缸的推力和立板的反作用力下沿滑轨滑动,直至滚轮的两轮缘对称顶住立板的交叉角,自动将焊枪对齐到立板的十字交叉中心。
(5)焊枪的摆动。焊枪的摆动可增大焊喉厚度,通过伺服电机控制的方式实现,经大减速比的减速器带动焊枪调节和夹持机构,实现焊枪摆动,焊枪的摆动与竖直梁的直线运动组合形成焊枪的四种运动轨迹,即直线形、锯齿形、矩形和梯形[8]。
2 焊机机头结构设计
焊机机头分为连杆机构、对中机构、自动补偿机构和摆动机构四部分,分别用于焊枪与水平面的夹角调整、焊枪与焊缝的对齐、焊枪与焊缝距离的自动调整以及摆动焊接,其结构示意如图3所示。

图3 机头结构示意
连杆机构、对中机构以及自动补偿机构的传动采用气缸传动的方式,其具有速度快、运动平稳、有一定的缓冲能力等优点,以FESTO的标准气缸、带导杆气缸和伺服标准气缸为例,其技术参数的比较如表1所示。摆动机构的传动采用伺服电机传动,其具有对速度和精度控制好、动态响应能力强、稳定性好等优点。

表1 气缸技术参数比较
2.1 连杆机构
为有效较少焊机机头在水平面上的长度以防止机头碰撞到工件,为满足不同工件立角焊的工艺要求,机头需要具有多角度自由调整的功能,为此,需要精确控制支撑气缸的伸出长度。因此,支撑气缸可选用FESTO的DNCI系列伺服标准气缸,其内部集成了位移编码器,可对活塞杆进行全行程定位,其重复定位精度达±0.5 mm,可满足焊枪角度调整的需求。
由于推进气缸需要承受较大的扭矩和弯矩,因此,推进气缸选用抗扭转和抗侧向力性能好的带导杆气缸。由于接近开关定位精度不高,若要实现气缸的精确定位可采用固定限位(俗称死限位),此处工件即起到固定限位的作用,推进气缸推动对中机构向前行进直至滚轮撑住工件立角时,气缸停止向前推进。
2.2 对中机构
对中机构分为机头定位装置和焊枪柔性定位装置。
(1)机头定位装置用于竖直梁与机头的整体定位,机头从工件上方下降到立板内侧后需进行位置调整,使竖直梁的左右两侧与两立板的距离相等。
其具体结构是采用安装在竖直梁两侧并与工件两块立板分别垂直的激光传感器定位,并配合梁的运动将竖直梁定位到立板的十字交叉中心。
(2)焊枪柔性定位装置用于防止焊丝与焊缝不对齐,采用柔性定位装置在推进气缸向前推进时将焊枪自动对齐到焊缝中心,以保证焊接精度。
其结构示意图如图4所示,具体结构是在推进气缸活塞杆的前端安装电机安装座,电机安装座上设有与两块立板在水平面内成45°角的两个平行滑轨,滚轮装置和摆动装置安装在同一块安装板上,并且可整体沿滑轨滑动,滚轮和焊枪在同一竖直面内,滚轮和摆动装置安装板的两侧对称装有弹簧装置,初始状态时滚轮和摆动装置在两侧弹簧的作用下位于电机安装座的对称中心位置。机头伸入立板内侧后,推进气缸推动滚轮和摆动装置一起伸向焊缝,由于滚轮与两侧立板的夹角相等,若滚轮中心面与焊缝不对齐,滚轮首先碰到一侧立板,在推进气缸的推力和立板的反作用力下滚轮与摆动装置一起沿滑轨滑动,直至滚轮的两轮缘对称抵住两侧立板,此时焊枪已与焊缝对齐。
2.3 自动补偿机构
由于焊丝与焊缝的距离随焊枪与水平面夹角的变化而变化,因此为了实现焊接的自动化,减少焊接准备时间,焊机头转动后焊丝与焊缝的距离需进行自动补偿,并且该距离可单独调节。为实现这一功能,自动补偿气缸选用伺服气缸,由于FESTO的DNCI系列伺服标准气缸的活塞杆不得吸收任何扭矩,而焊枪摆动时会产生一定的扭矩和侧向力,因此将带轴承导向的安装附件与自动补偿气缸一起安装,以提高抗扭矩和弯矩的能力。
如图4所示,自动补偿气缸通过连接法兰安装在减速器下端,并与减速器的输出轴垂直,其活塞杆前端装有焊枪连接板,焊枪与焊枪安装座安装在焊枪连接板上,焊枪初始位置可手动调节,由于焊枪与水平面的夹角在10°~40°内调整,为了减小支撑气缸的行程并提高支撑稳定性,焊枪初始安装角定为向上倾斜20°,则推进气缸与水平面的夹角调整范围则变为-10°~20°。

图4 机头前端结构示意
2.4 摆动机构
焊枪的摆动可增大焊喉厚度,是获得较好焊缝成形的一个重要的手段。同时摆动方式、摆长、摆幅、摆动频率以及焊接速度对焊接成形具有重要的影响,是获得良好焊缝成形的重要因素[9],因此焊枪摆动机构需要较高的响应速度和控制精度。
摆动装置与滚轮装置安装在同一块支撑板上,可随滑块一起运动,电机采用伺服电机,减速器采用大减速比的行星减速器,减速器的输出轴通过连接法兰与自动补偿气缸的上表面相连,带动自动补偿气缸作摆动运动,从而带动焊枪作相应的摆动。
3 焊枪位姿分析与补偿
3.1 焊枪与水平面的夹角
焊枪与水平面的夹角以及与焊缝的距离的调整分别依靠支撑气缸和自动补偿气缸活塞杆的伸长量的调整,对焊枪平面运动的分析如下。
图5为推进气缸与水平面夹角的数学模型,推进气缸与水平面的夹角减去焊枪初始偏角即为焊枪与水平面的夹角α1,图5中AB为支撑气缸,初始长度a,B1点为支撑气缸伸长后的位置点,AB1的长度a1,BC为推进气缸,长度b,O点为推进气缸与竖直梁的铰接点,C点为推进气缸与铰接座的连接点,OC与BC垂直,OC的长度c,初始位置时,OC与x轴的夹角为10°,B1、C1为机头转动后推进气缸的位置点,OB1的长度d,α为推进气缸与水平面的夹角,β为OB1与OC1的夹角,θ为OB1与x轴的夹角,Δa为支撑气缸的伸长量,可得
A点坐标方程为

B1点运动轨迹方程为

其中

由式(1)~式(4)可得AB1的长度为

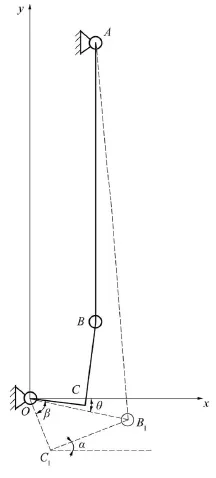
图5 推进气缸与水平面的夹角
焊枪与水平面的夹角α1为

支撑气缸的伸长量Δa为

将式(1)~式(6)带入式(7)可得θ角的表达式,以及α1与Δa的关系表达式,即焊枪与水平面的夹角与支撑气缸活塞杆伸长量的关系

3.2 焊丝与焊缝的距离
焊机头转动后焊丝与焊缝的距离也随之产生变化,因此焊丝与焊缝的距离需进行自动补偿,焊枪与焊缝距离的数学模型如图6所示。

图6 焊枪与焊缝的距离
图6中B1C1为推进气缸示意,FG为自动补偿气缸示意,HI为焊枪示意,JK为工件立交焊缝示意,I点表示焊枪喷嘴末端的初始位置,焊丝伸出长度(干伸长)计为k,H′的长度与焊丝干伸长度的差即为焊枪所需的补偿长度Δs,DI为焊枪头与推进气缸的垂直距离m,DE的长度n,滚轮半径d,焊接弧长p,EI的长度q,γ为焊枪与水平面的夹角,α为推进气缸与水平面的夹角,可得焊枪与焊缝的距离所需的补偿值为

4 结论
研制的立角焊自动焊机机头自动化程度高,具有良好的柔性适应能力,能显著提高生产效率,其特点为:
(1)可实现机头角度的自动调整,以减少机头在水平面内的长度,从而避免机头与工件的碰撞。
(2)可实现焊枪角度的自由调整,以满足不同工件焊接的工艺需求。
(3)可实现焊枪与焊缝的柔性定位,以使焊枪与焊缝自动对齐。
(4)可实现焊枪位置的自动补偿,以适应在机头转动后焊丝与焊缝的距离的变化。
[1]黄功富.浅谈立角焊的质量控制[J].电焊机,2002,32(9):41-42.
[2]章正.船舶大型结构件机器人焊接关键技术研究[D].江苏:江苏科技大学,2009.
[3]Jefrey Noruk,Jean-Pual Boillot,Randy Li.Intelligent automation used to improve ship welding[J].Electric Welding Machine,2007,37(6):19-27.
[4]Fivos Andritsos,Juan Perez-Prat.The Automation and Integration of Production Processes in Shipbuilding[R].European commission joint research center,2000.
[5]刘浩东,张龙,王建江,等.立焊工艺研究现状及手工自蔓延焊接立焊工艺探讨[J].热加工工艺,2011(7):166-170.
[6]刘浩东,张龙,辛文,等.MSHS立焊焊条倾角对接头组织及性能的影响[J].焊接技术,2013,1(41):13-16.
[7]蒋凡,陈树君,王龙,等.焊枪行走角变化对等离子弧穿孔立焊焊缝成形的影响规律[J].焊接学报,2013,2(34):22-26.
[8]李春润,张建护,刘芬芳,等.球形储罐自动焊机机头的研制[J].石油工程建设,2008(12):46-50.
[9]许伟龙.船体双壳分段机器人焊接技术研究[D].江苏:江苏科技大学,2010.
Development of automatic welder head for fillet welding in the vertical position
ZHANG Shenwen,SU Yanhao,GUAN Kai,PENG Shijing
(Mechanical Engineering Department,Jiangsu University of Science and Technology,Zhenjiang 212003,China)
fillet welding in the vertical position;automatic welder head;structural design;position analysis
TG409
:A
1001-2303(2015)09-0005-05
10.7512/j.issn.1001-2303.2015.09.02Ab
2014-11-25;
2015-03-10
张胜文(1963—),男,安徽颖上人,博士,教授,主要从事CAD/CAPP/CAM集成技术及先进制造技术的研究工作。
stract:The design of an automatic welder head for fillet welding in the vertical position is presented in this paper.The automation of this process is needed because of the low welding productivity and tedious adjustment,which are unavoidable in manual welding and less automatic welding machines.Welding head is modeled and the mechanism is described.The design scheme of powerplant is also investigated,and the performance of different cylinders is compared.The mathematical model is established to analyze the welding torch position.The mechanism of the welding head is capable of automatic adjusting the angle between the welding gun and the horizontal plane,decreases the length of welding head and meets the demands of different workpieces.It also can align the welding gun to weld automatically.Moreover,the compensation of the distance between the welding gun and weld is possible.The welding head is not only highly automatic but also is flexible.
