关于城轨制动系统中梯形螺纹零件的数控车削加工方法及应用
2015-06-01张磊,陈剑,王鹏
张 磊,陈 剑,王 鹏
(中国铁道科学研究院 机车车辆研究所,北京100081)
关于城轨制动系统中梯形螺纹零件的数控车削加工方法及应用
张 磊,陈 剑,王 鹏
(中国铁道科学研究院 机车车辆研究所,北京100081)
在国内梯形螺纹的加工主要是车削、成套丝锥、拉削加工等方法。以城轨踏面制动单元中套筒螺母的Tr22x16/P8非标梯形螺纹为例,介绍数控车削加工梯形螺纹的工艺原理、刀具方案、数控程序,确保螺纹加工精度、表面质量。
Tr22×16/P8;数控车削;宏程序
在动车组、城轨制动系统中,基础制动单元主要采用盘形制动和踏面制动两种形式。以上两种基础制动单元,都配有闸片或者闸瓦间隙自动调整机构,以消除在使用过程中带来的闸片或者闸瓦的磨损。自动间隙调整的机构通常在设计上采用30°的梯形螺纹。在结构形式上,采用梯形螺纹丝杠和相应梯形内螺纹的调整螺母、引导螺母等这样的机械结构来实现。在传动过程中,通过丝杠与螺母间的配合来进行传动和传递位移,从而实现了间隙的自动调整。
套筒螺母是城铁踏面制动单元关键零件,结构如图(1)所示,其中的Tr22×16(p8)非标梯形螺纹是重点加工要素。验收时除了符合图纸技术要求外,还应与该件配合的螺杆能够轻松自由旋入和旋出。对于螺纹副来讲实现自旋的条件是:螺纹升角的正切值大于摩擦副的摩擦系数时,螺纹副就不能自锁,自身重力克服摩擦力实现自旋。该螺纹的升角达到正切=16/(22×3.14)=0.23,削刃的切削状态不一样。左刃除了正常切削外,由于升摩擦系数在(0.15×0.1~0.12×0.1)之间。所以本文将重点介绍在工艺中如何保证螺纹尺寸精度和表面粗糙度。
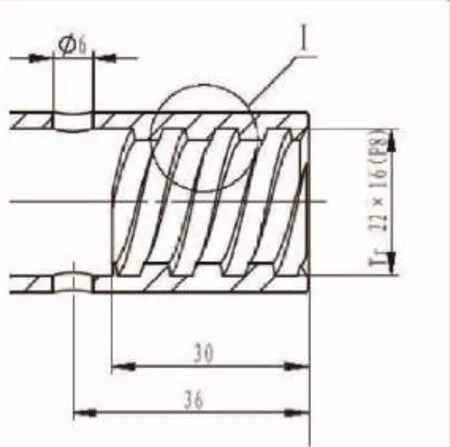
图1 零件结构
1 加工原理及具体工艺方法
梯形内螺纹的国内加工方法目前主要有3种方法:一是用车削的方式进行加工,二是成套丝锥的方式进行加工,三是用成型拉刀的方式进行加工[1]。车削加工多头梯形内螺纹,目前是一种较为传统、比较普遍应用方法,其优点是通用性较好,刀具成本低,缺点是加工效率偏低,适用于新产品试制、中、小批量生产。下面重点介绍在加工中采用加工方法和对遇到的问题改进措施。
首先我们采用了传统数控车削加工策略,多采用左右切削法实现左、右或左、中、右的切削[2],加工除了左右赶刀以外还要采用分层切削,如图2所示,这样实现了单刀刃或双刀刃切削,避免了3个刀刃同时切削的弊端。在编程时多采用子程序和宏程序的方法来实现。

图2 加工进刀策略
但是,在这个过程中,我们发现加工的零件存在的问题是用丝杠配合时,丝杠进入过程中可以自旋,丝杠退出时有卡滞现象。连试切都有类似的现象,而加工用的是同样的切削参数,既然可以自由旋入,理论上旋出时也应该不会有问题,之所以出现问题,最大的可能是两齿面的粗糙度不一样,造成摩擦系数不一样;再进一步分析,左右齿面分别由螺纹刀的左右切削刃加工而成。标准刀的左右刃一致,但是刀在加工过程中左右切角大的问题,还有对齿面的挤压摩擦作用,排屑不畅。而右刃只有切削作用。至此,可以确定是粗糙度的问题。
针对这个问题,采取的措施就是如何提高右齿面的粗糙度。通过把车削螺纹刀分成左手刀和右手刀两把刀,分别加工螺纹的左侧面和右侧面,使加工右齿面与左齿面的加工状态一致,使两齿面粗糙达到了一致,实现了自旋的要求。利用数控车床以单刀加工螺纹时,无论左旋螺纹还是右旋螺纹,都有两种进刀方式,即右手刀正向正切削和左手刀反向切削,由此,只要刀具的宽度小于螺纹的宽度要求,同一螺纹的左、右齿面就可以用两把刀具分别加工完成。机床主轴正转,右手刀由外向里正向切削完成左齿面。机床主轴反转,左手刀由内向外反向切削完成右齿面。其加工原理示意图如图3和图4所示。
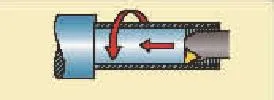
图3 右手刀加工原理示意图

图4 左手刀加工原理示意图
由于螺纹升角相对比较大,所以对于两把刀具的主切削后角(正刀的左切削后角和反刀的右切削后角)要求进行手工刃磨,防止刀具切削过程中产生干涉现象[3]。刃磨以不损伤切削刃为前提(防止牙型角误差),刃磨后的后角要比螺纹升角大(3°~5°)
为了简化编程,两把刀具的刀位点(Z向)定在刀具副切削刃的中点上。由于正反刀所用的螺纹刀片的制造精度一致,对刀时都以刀片的左端大面,试切工件端面,再偏移(刀片左端大面到副切削刃中点的距离可以用对刀仪事先测出),使副切削刃中点成为刀位点。
采用该加工方法的关键,是如何确定两把刀的编程起刀点。经过摸索,最终采用了“先推算,再试切”的方法。以本零件为例,在推算起刀点时要以反刀为基准,综合考虑刀具的悬伸比和机床的加减速因素,定其加工起点为Z向-44,那么理论上,三圈之后的螺纹理论终点为-44+3×16=4,所以正刀的理论起点就是4+16= 20。然后进行试切削,在试件以反刀轻车一切(微留刀痕),再以正刀轻车,观察刀痕重叠情况,调整正刀加工起点,直到基本完全重合为止。
具体加工程序如下:
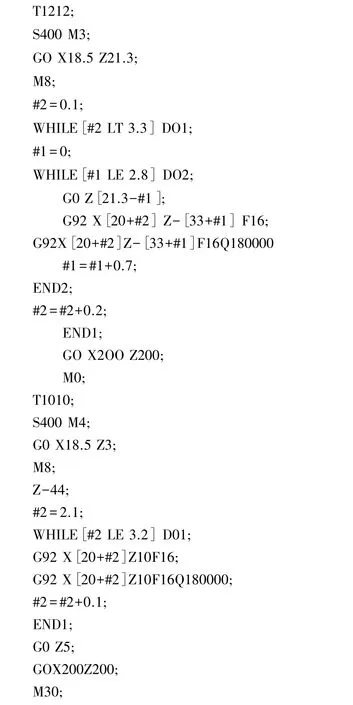
本零件为双线螺纹,程序在实际加工时以正刀为主切削刀具,绝大部分加工量由正刀完成。通过两层宏程序嵌套,外循环控制深度,内循环控制宽度,实现先向左赶刀,再逐渐加深,直至加工到尺寸。反刀为辅,轻切削右齿面。
加工后零件的抛切图如图5所示。

图5 零件实物图
加工时使用的非标刀具实物如图6所示。

图6 刀具实物图
2 应用总结
在采用传统单刀加工方法时,无法较好的实现梯形螺纹副自旋的功能要求,主要是右齿面粗糙度不达标所致,于是我们利用左手刀和右手刀两把刀分别加工左、右齿面,从而提升了右齿面粗糙度,实现丝杠装配后的自旋功能要求。经过批量生产,该方法的加工质量稳定性得到了验证。
本加工方法除可用于非标准的梯形螺纹外,更换不同的刀具,即可用于矩形、圆弧形等不同槽形的非标螺纹螺旋槽类零件加工以及蜗杆的加工,对于零件加工有很好的适用性,可以做到节约刀具成本。通过此大导程自旋梯形螺纹的加工,我们基本掌握了利用数控车床加工类似精密螺纹的工艺方法。为解决相关领域的技术难题储备了工艺方案。
[1] 金关梁,金在富.螺纹加工与测量手册[M].北京:国防工业出版社,1984.
[2] SIEMENS.SINUMERIK 840D/840Di/810D编成指南.第09.2001版[Z].
[3] 袁哲俊,刘华明.金属切削刀具设计手册[M].北京:机械工业出版社,2008.
Machining Method of Acme Thread Part of Urban Vehicle Braking Systerm and its Application
ZHANG Lei,CHEN Jian,WANG Peng
(Locomotive&Car Research Institute,China Academy of Railway Sciences;Beijing 100081,China)
There are theree kinds of machining methods for acme screw thread in domestic:turning group screw tap broach cutter.Taking a typical part of the tread brake unit for example,this paper analyzes how to improve reliability and the efficiency in machining.
Tr22×16/P8;numerical control turning lathe;macro program
U239.5
A
10.3969/j.issn.1008-7842.2015.02.31
1008-7842(2015)02-0130-03
)男,助理研究员(
2014-12-11)
