Ti2AlNb合金及其焊接技术研究进展
2015-05-31中航工业北京航空制造工程研究所
中航工业北京航空制造工程研究所
高能束流加工技术重点实验室 陈 玮 李晋炜
空军驻北京地区军事代表室 史一宁
先进航空发动机正朝着高效率、长寿命、低成本的方向发展,轻量化、整体化以及低成本运行成为发动机结构设计、材料应用和制造技术共同面临的严峻挑战。最近十几年间,西方国家已经相继研制出推重比为10的第四代涡扇发动机,如美国的F119、F135和西欧的EJ200。与第三代发动机相比,第四代发动机的推重比增加20%,零件数目减少50%,零件寿命增加150%,寿命循环成本至少降低25%,耐久性增加2倍。随着压气机增压比的提高,对于高压压气机材料的耐温性要求也随之提高。美国GE公司的公开资料显示(见图1),民用发动机的压气机末端温度(T3)已经由20世纪70年代的590℃(CF6)提高到90年代的650℃(GE90),未来的高速民航发动机(HSCT)中可能更高,这已经超出了传统钛合金的使用温度上限(600℃),目前高压压气机叶片与叶盘组件均为镍基合金。
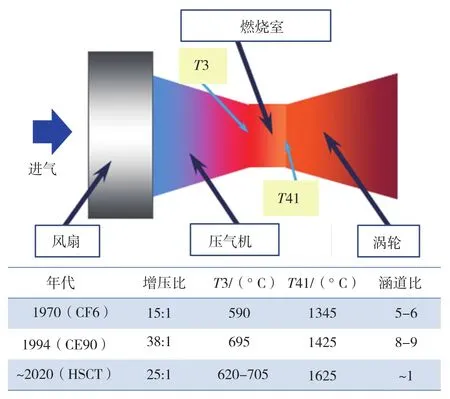
图1 GE系列发动机各项性能对比Fig.1 Comparison of GE engines' properties
提高发动机推重比的直接方法之一就是控制结构重量,即采用轻质材料或整体结构。TiAl系合金具有优异的高温性能以及高的比强度和比模量,而其密度仅有镍基高温合金的一半,是先进航空发动机理想的轻质、耐高温结构材料,因而受到各大航空发动机公司的广泛关注。美国GE公司与英国罗·罗公司已将TiAl合金应用于商用发动机低压涡轮叶片,替代镍基高温合金,达到了大幅减重的目的。Ti2AlNb是TiAl系合金中拓展出的适合在650~750℃范围内使用的轻质高温结构材料[1-2]。Ti2AlNb相比于TiAl合金具有更高的强度和更好的断裂韧性,其优异的综合力学性能,适应了未来航空发动机对高比强度、高比刚度的轻质高温结构材料的迫切要求(见图2[2]),对于降低飞行器的自重、提高燃油效率和高温服役性能具有重要意义[2]。近些年来,Ti2AlNb合金的研制已经成为美国、日本等国家新材料领域研究的热点之一,其目标是替代IN-718合金作为航空发动机的零部件,可减重35%左右,从而大大提高发动机的推重比。
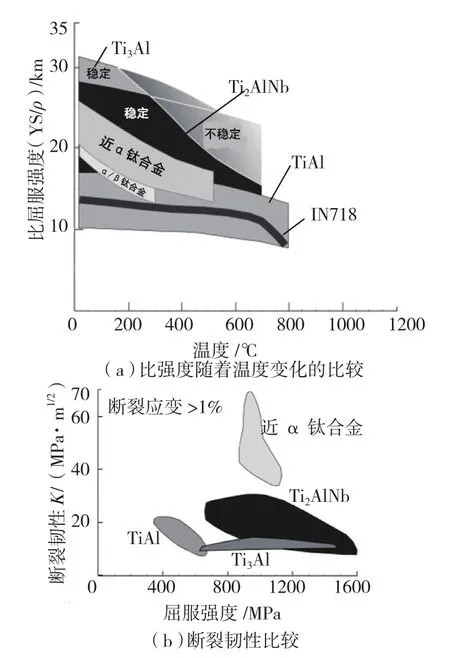
图2 几种常用钛基金属间化合物合金性能比较Fig.2 Mechanical properties comparison of several typical Tibased intermetallics
1 Ti2AlNb合金的发展
20世纪70年代末,美国空军实验室在Ti3Al中加入Nb元素,通过稳定塑性较好的B2相,使合金室温塑性得到明显提高[3]。随后,通过添加合金元素,研究人员在提高Ti3Al合金塑性和耐温性方面做了大量的工作,其中最有名的一个合金为被称为超α2合金的Ti-25Al-10Nb-3V-1Mo。
1988 年 Banerjee等[4]在Ti3Al基合金的增塑研究时发现了三元金属间化合物Ti2AlNb,因其具有正交结构而被命名为O相(Orthorhombic Phase)。在此基础上,90年代初多种成分的Ti2AlNb基合金相继问世,又称O相合金。典型的Ti2AlNb合金中Al含量(原子数分数)为20%~30%,Nb含量(原子数分数)为12.5%~30%,在此成分范围内的合金具有较高的室温塑性、良好的断裂韧性与抗蠕变性能,其可加工性也远远优于TiAl、Ti3Al等金属间化合物。在众多三元Ti2AlNb合金中,最具代表性的有Ti-22Al-23Nb、Ti-22Al-25Nb、Ti-22Al-27Nb等。图3[5]显示了Ti-22Al-Nb系合金的相图。此外,Mo、V、Si、Fe、Zr等元素也被加入Ti2AlNb 合金中来改善强度、韧性和蠕变等性能[2]。
2 Ti2AlNb的显微组织
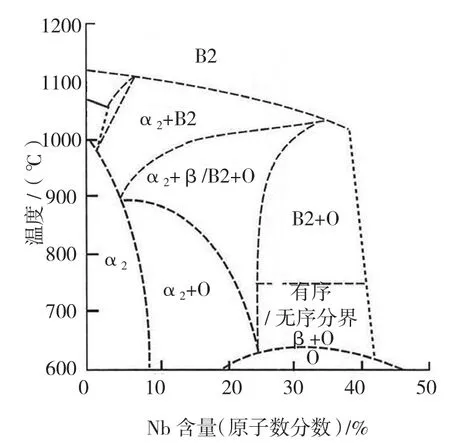
图3 Ti-22Al-Nb相图Fig.3 Phase diagram of Ti-22Al-Nb
和传统金属材料一样,Ti2AlNb 合金的力学性能主要取决于其显微组织与化学成分。Ti2AlNb 基合金一般由α2、B2和O相中的2相或3相构成。当材料成分选定时,根据加工方法和后续热处理工艺的不同,其显微组织可在较大范围内发生变化(见图4)[6],深色、灰色及白色区域分别为α2相、O相和B2相。体心立方结构的B2相具有较多的独立滑移系,塑性较高,其强度对该相中的Al 含量非常敏感,Al (原子数分数)含量的降低将使其强度降低,塑性增强;密排六方结构的α2相滑移系主要有<11-20>{10-10}和<11-20>{0001},即<a>型滑移,其塑性和强度均相对较低,一般呈解理断裂;O相同时具有<a>型和<c+a>型滑移,其塑性优于α2相,但不及B2相,断裂方式仍呈解理断裂[7-8]。
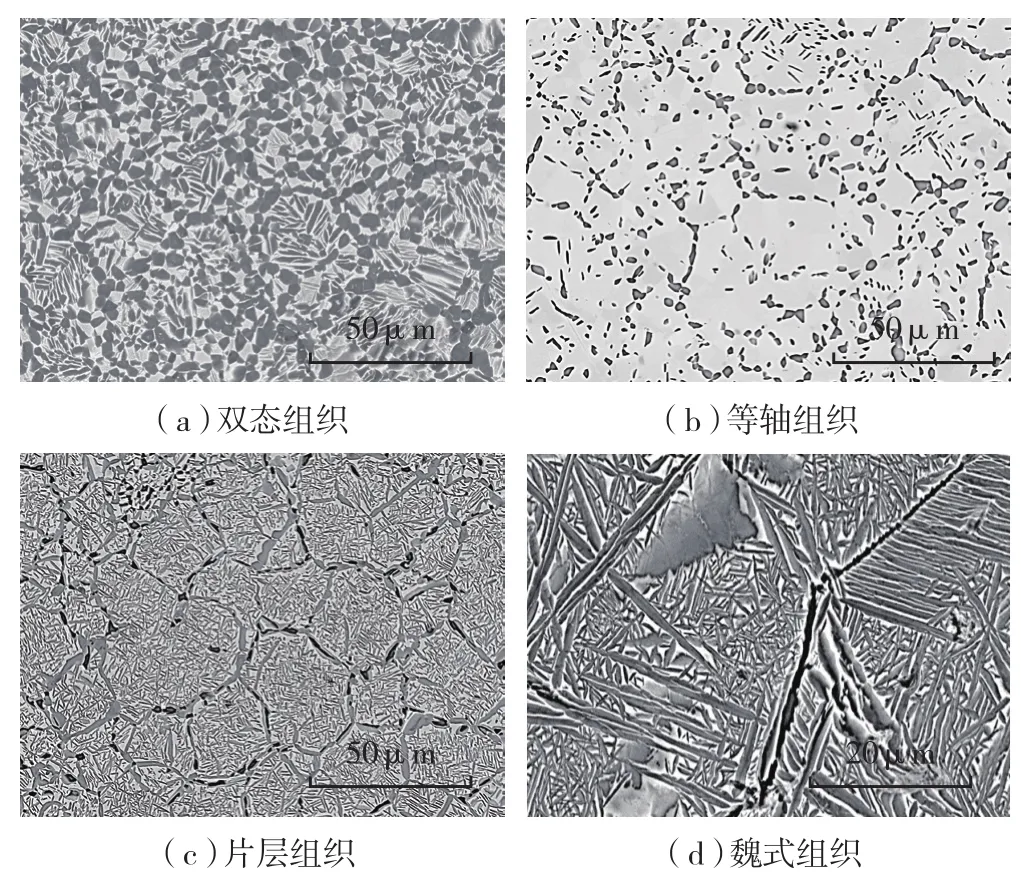
图4 Ti-22Al-24Nb-0.5Mo的4种典型组织(深色、灰色及白色区域分别为α2相、O相和B2相)Fig.4 Four typical microstructure of Ti-22Al-24Nb-0.5Mo alloy(The dark, grey and bright phases are α2, O, and B2, respectively)
总体来说,影响Ti2AlNb 合金力学性能的因素有5大方面[7]:(1)α2、B2和O 相的体积分数;(2)各组成相的强度;(3)原始B2相的晶粒尺寸;(5)次生相(α2、O)的形态与尺寸;(5)位错结构。与传统的钛合金相似,Ti2AlNb 合金中细小的等轴组织可同时提高合金的室温强度和塑性,但会降低合金的高温强度,其最小蠕变速率要比粗大片层组织高2个数量级;相对于具有细小O相板条的组织,粗大板条的组织具有更高的室温塑性,但屈服强度较低[9-10]。Boehlert等[5,11]在对Ti-23Al-27Nb的研究中发现,材料在B2+α2两相区固溶后,时效温度的不同将导致不同的次生O 相形貌。具体来说,在B2+O两相区中较高的温度时效,析出的O相多呈块状;在中温区间时效,O相以板条形态析出;当时效温度较低时,因扩散过程缓慢,材料形成由细小B2相和O 相组成的胞状结构。单一的B2相组织经时效后形成魏氏组织,析出次生相(α2和O相)的尺寸随时效温度的降低而减小,且塑性逐渐降低[10]。因为B2相具有较高的塑性,而O相和α2相的塑性较差,所以调整B2相的体积分数和各相的形态成为协调强度、塑性和韧性的关键。
3 Ti2AlNb合金的加工与应用
Ti2AlNb合金可以通过熔炼、锻造、热轧、挤压成型等传统加工方法获得。作为金属间化合物,Ti2AlNb合金塑性相对较低,通过热加工来调整显微组织达到力学性能的优化是材料推广应用的关键。与传统的钛合金相比,Ti2AlNb合金得性能对成分、组织均匀性和缺陷十分敏感。由于合金中各元素熔点与密度差异很大(Ti:1668℃,4.5g/cm3;Al:660℃,2.7g/cm3; Nb: 2468℃, 8.6g/cm3),Ti2AlNb在熔炼过程中容易产生元素偏析、收缩孔隙与粗大的显微组织。到目前为止,铸造Ti2AlNb零件在世界范围内还未见公开报道。需要指出的是,在铸造过程中产生的元素偏析难以在后续的锻造过程中消除,由此会带来应力集中导致焊接过程中的裂纹[12]。

图5 粉末冶金法成型的Ti-22Al-24Nb-0.5Mo零件Fig.5 Ti-22Al-24Nb-0.5Mo component formed by powder metallurgy
国外虽然在材料成分、组织和力学性能方面研究很多,但对于Ti2AlNb零件的应用鲜有报道。印度的Hindustan Aeronautics采用模锻方法制备了Ti-24Al-15Nb的压气机叶片[13]。国内在锻造成型研究方面,钢铁研究总院的李世琼等[14]制备了多种Ti-22Al-25Nb零件,包括叶片锻坯及环形件等。中科院金属所[12]采用粉末冶金热等静压法制备了多种复杂结构的Ti2AlNb零件(见图5)。此种方法为净成型,省去了后续机加工所需的人力和物力,这对于成本较高的Ti2AlNb材料来说是一种很有潜力的成型方法。
4 Ti2AlNb合金的焊接
在航空制造业中,焊接在重大装备关键构件制造中可有效减轻构件重量,降低制造成本,使结构整体化并且保证构件性能和缩短制造周期,已经成为关键构件制造的重要工艺方法之一。作为金属间化合物材料,Ti2AlNb合金塑性低于传统钛合金,且对环境因素的影响特别敏感,其焊接过程需要极好的控制才能保证焊缝的质量。
美国橡树岭国家实验室的S.David等[15]比较了Ti-24Al-11Nb合金板材的的氩弧焊和电子束焊。结果表明,焊缝的显微组织取决于焊接线能量和冷却速率,当焊接线能量较大,冷速较慢时,以细针状α2相为主;当焊接线能量较小,冷速较大时,为B2相+少量针状α2相。电子束焊接的熔合区和热影响区的显微硬度高于母材区,且变化界面明显;随焊接线能量的增加,熔合区和热影响区的宽度随之增加,并因针状α2相数量的增加硬度也有所上升。
北京航空制造工程研究所与中科院金属所对Ti-22Al-25Nb合金板材进行了电子束焊接研究[16],通过调整加速电压、电子束电流和焊接速度等工艺参数确定了几种不同厚度板材的焊接参数。此合金具有良好的可焊性,探伤结果表明焊缝质量达到航标I级。焊缝宽度约为1mm,由熔合区(FZ)、热影响区(HAZ)与母材区(BM)组成(见图6(a))。由于电子束焊接冷速快,熔合区由单一的B2相组成,且柱状晶沿温度梯度方向由母材区向熔合区中心生长(见图6(b))。母材区的显微组织如图6(c)所示。
经过850℃/2h/AC热处理后,焊缝组织发生了明显变化。熔合区由片层状的O相析出物与B2相组成,无α2相,O相体积分数约为53.6%[16]。此外,热处理后焊接接头各区域的显微硬度比焊接态有明显提高(见图7)。
北京钢铁研究总院的程云君等[17]研究了Ti-22Al-25Nb板材的电子束焊接显微组织和力学性能。研究发现,熔合区由单一的柱状B2相晶粒组成,经焊后800℃/2h、850℃/2h后空冷2种制度的热处理后,850℃热处理条件下B2相晶粒中析出的O相板条厚度稍大;焊接态材料的室温拉伸塑性很好,但650℃拉伸时发生脆断;热处理后的焊接接头的高温塑性有所改善;焊接接头在上述2种热处理状态下的抗拉强度均可达母材的80%以上,且断裂位置位于熔合区。
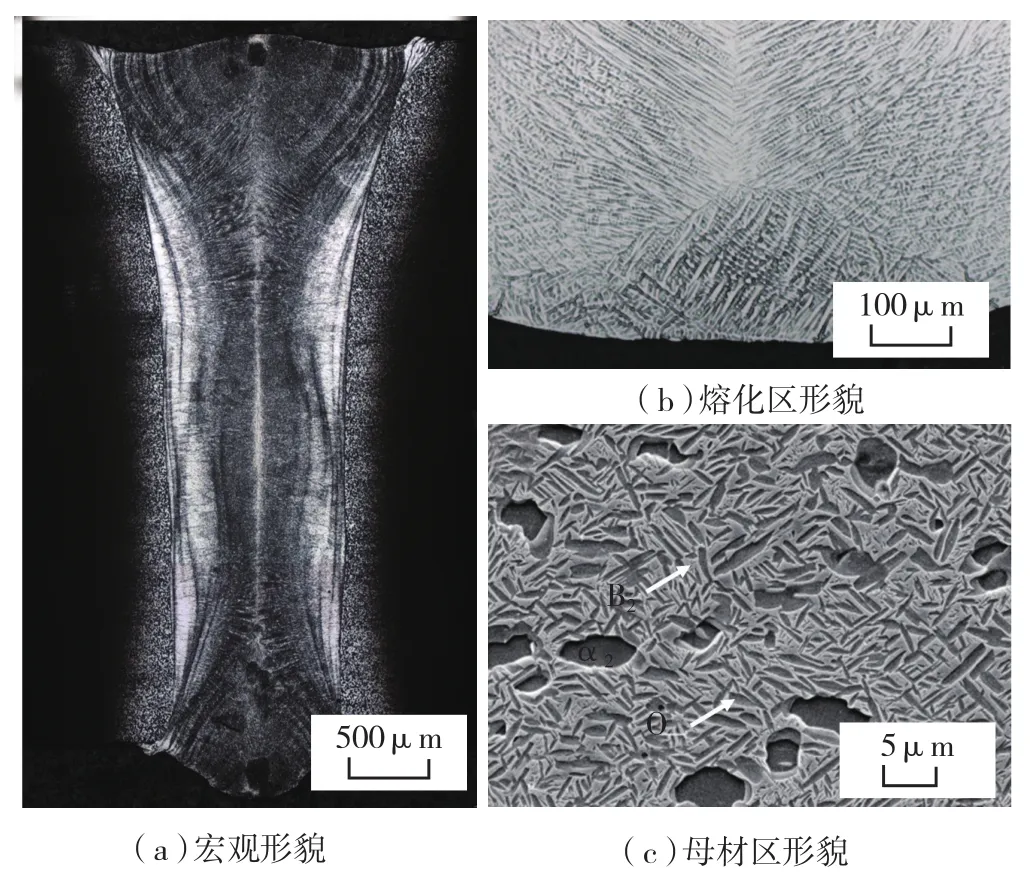
图6 焊接态Ti-22Al-25Nb合金焊缝显微组织Fig.6 Microstructure of as-welded Ti-22Al-25Nb
5 结束语
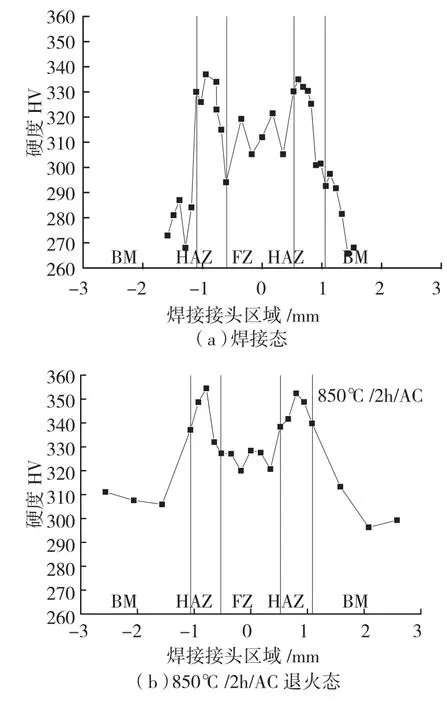
图7 Ti-22Al-25Nb焊接接头显微硬度分布曲线Fig.7 Micro-hardness profile of Ti-22Al-25Nb weld
任何新材料的装机应用都会经历一个漫长的过程。GE公司在2006年将TiAl叶片应用于发动机低压涡轮叶片,但在此之前,TiAl材料经过了50年的发展才达到了这样的技术成熟度。目前Ti2AlNb合金虽然还没有达到和TiAl一样的技术水平,但它展现出优良的综合性能和较好的加工性与焊接性,随着新成分的开发与加工工艺的发展,Ti2AlNb合金的技术成熟度也将随之提高,它的应用也将越来越广泛。
[1] Lutjering G, Williams J C. Titanium. 2nd ed. Springer-Verlag Berlin Heidelberg, 2007.
[2] Leyens C, Peters M. Titanium and Titanium alloys: Fundamentals and applications .WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim,2003.
[3] Blackburn M J, Ruckle D L, Bevan C E. Research to conduct an exploratory experimental and analytical investigation of alloys. AFWAL,Wright-Patterson, OH, 1978.
[4] Banerjee D, Gogia A K, Nandy T K, et al. Microstructure and mechanical properties of orthorhombic alloys in the Ti-Al-Nb system. Acta Metallurgica, 1988(36): 871-882.
[5] Boehlert C J, Majumdar B S, Seetharaman V, et al. Part I.The microstructural evolution in Ti-Al-Nb O+bcc orthorhombic alloys. Met.Trans. A, 1999 (30):2305-2323.
[6] Wu J, Xu L, Guo R P, et al. Microstructure and mechanical properties of powder metallurgy Ti-22Al-24Nb-0.5Mo alloys. Materials Research Innovations, 2015(19):1-4.
[7] Banerjee D. Deformation of the O and α2 phases in the Ti-Al-Nb system. Phil. Mag. A,1995 (72):1559-1587.
[8] Gogia A K, Baligidad R G, Banerjee D. Toughening and creep in multiphase intermetallics through microstructural control. Sadhana Academy Proceedings in Engineering Sciences, 2003(28):677-93.
[9] Gogia A K, Nandy T K, Muraleedharan K, et al. The effect of heat treatment and niobium content on the room temperature tensile properties and microstructure of Ti3A1-Nb alloys. Materials Science and Engineering A,1992(159):73-86.
[10] Kumpfert J. Intermetallic alloys based on orthorhombic Titanium Aluminide. Advanced Engineering Materials,2001(3):851-864.
[11] Boehlert C J. The phase evolution and microstructural stability of an orthorhombic Ti-23Al-27Nb alloy. J. Phase Equi, 1999(20): 101-108.
[12] Chen W, Li J W, Xu L, et al. Development of Ti2AlNb alloys: opportunities and challenges. Advanced Materials and Processes,2014(43):23-27.
[13] Gogia A K, High-temperature Titanium Alloys. Defence Science Joumal, 2005(55):143-173.
[14] 李世琼,张建伟,程云君,等. Ti3Al和Ti2AlNb基金属间化合物结构材料研发现状. 稀有金属材料与工程,2005(10z):104-109.
[15] David S A, Horton J A, Goodwin G M, et al. Weldability and microstructure of a titanium aluminide. Welding Research Supplement,1990(69):133-140.
[16] 吴冲冲. Ti2AlNb合金电子束焊接接头显微组织与力学性能研究[D].沈阳:中科院金属所,2014.
[17] 程云君, 朱瑞灿, 张建伟,等. Ti-22Al-25Nb合金板材的电子束焊接工艺及接头组织和性能. 稀有金属材料与工程,2008(37):209-212.
